弯曲模具设计
- 格式:pptx
- 大小:13.81 MB
- 文档页数:86
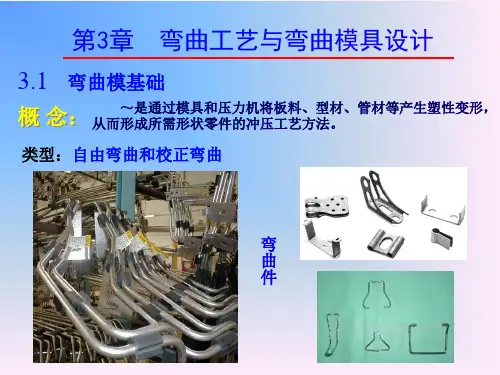
弯曲模模具设计弯曲模是模具设计领域内应用比较广泛的一种模具,它的作用是将金属或非金属等材料按照一定形状进行弯曲变形。
弯曲模的设计是一项非常重要的技术工作,需要考虑的因素非常多,包括材料的选择、模具的结构、工艺流程等多个因素,下面就从这些方面来进行介绍。
一、材料的选择弯曲模的材料应该是具有高强度、高硬度、高耐磨性能的材料。
在选择材料时要考虑模具的使用寿命和弯曲过程中所需承受的压力,同时还要考虑工艺条件、成本和其他因素等进行综合考虑。
传统上,常采用的材料是合金钢、高速钢、钴基合金等。
随着技术的不断进步,高度强化的不锈钢和硬质合金等材料已经广泛应用于弯曲模的生产制造。
二、模具的结构弯曲模的结构通常分为上下模和导向装置。
上下模是模具设备中的主要组成部分,它的设计应该具有高强度、高度一致性的特点,以保证在弯曲时模具的形状能够始终保持不变,从而满足精度要求。
导向装置的作用是保证模具定位准确,避免在弯曲过程中发生偏移而导致失误。
三、工艺流程弯曲模的设计还应考虑到整个工艺流程过程中的各个步骤,如预处理、弯曲、压力调节、折弯等。
因此,模具的设计应进行一系列的工艺分析和试验,以确定合理的工艺流程和最佳的模具设计。
在设计时应特别注意各种弯曲材料的物理特性,以及各种工艺时所需的压力、温度等参数,以确保模具能够正常运行并产生符合要求的产品。
弯曲模具是目前比较常用的模具之一,它具有结构简单、生产效率高、加工精度高等优点,在建筑、汽车、机械和电器等领域都有广泛的应用。
因此,模具设计师应该洞察客户的需求,精细研究各组件的结构、相互协作关系、材料选择等因素,打造新一代弯曲模具,适应产业的升级换代和市场的变化需求,实现产品质量的不断提升和建设经济可持续性的理念。
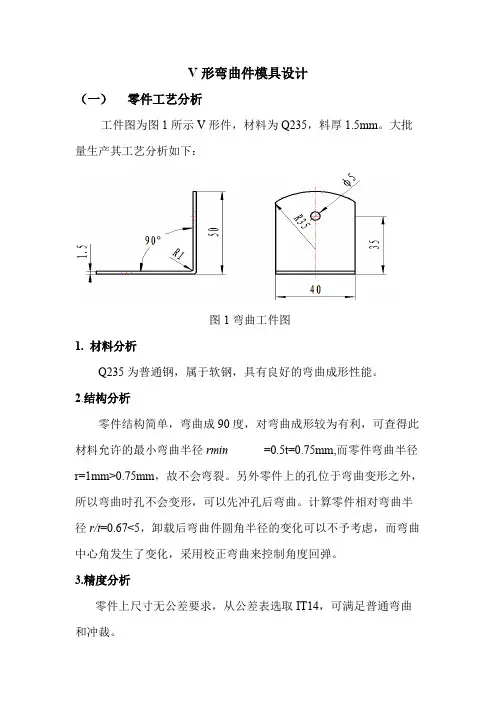
V形弯曲件模具设计(一)零件工艺分析工件图为图1所示V形件,材料为Q235,料厚1.5mm。
大批量生产其工艺分析如下:图1弯曲工件图1.材料分析Q235为普通钢,属于软钢,具有良好的弯曲成形性能。
2.结构分析零件结构简单,弯曲成90度,对弯曲成形较为有利,可查得此材料允许的最小弯曲半径rmin =0.5t=0.75mm,而零件弯曲半径r=1mm>0.75mm,故不会弯裂。
另外零件上的孔位于弯曲变形之外,所以弯曲时孔不会变形,可以先冲孔后弯曲。
计算零件相对弯曲半径r/t=0.67<5,卸载后弯曲件圆角半径的变化可以不予考虑,而弯曲中心角发生了变化,采用校正弯曲来控制角度回弹。
3.精度分析零件上尺寸无公差要求,从公差表选取IT14,可满足普通弯曲和冲裁。
4.结论:由以上分析可知,该零件冲压工艺良好,可以冲裁和弯曲。
(二)工艺方案的确定零件为V形弯曲件,该零件的生产包括落料、冲孔和弯曲。
三个基本工序,可有以下四种工艺方案:方案一:先落料,后冲孔,再弯曲。
采用三套工序模生产。
方案二:落料—冲孔复合冲压,再弯曲。
采用复合模和单工序弯曲模生产。
方案三:冲孔—落料连续冲压,再弯曲。
采用连续模和单工序弯曲模生产。
方案四:冲孔落料弯曲,采用多工位级进模方案一模具结构简单,但需三道工序三副模具,生产效率较低。
方案二需两副模具,且用复合模生产的冲压件行位精度和尺寸精度保证,生产效率较高。
方案三也需两副模具,生产效率也很高,但零件的冲压精度稍差。
方案四需一副模具,可以冲裁和弯曲,同时采用了自动送料、自动检测、自动出件等自动化装置,操作安全,具有较高的劳动生产率。
通过对上述四种方案的综合分析比较,该件的冲压生产采用方案四为佳。
图2坯料展开图1.弯曲工艺计算(1)毛坯尺寸计算,对于r>0.5t有圆角半径的弯曲件,由于变薄不严重,按中性层展开的原理,坯料总长度应等于弯曲件直线部分和圆弧部分长度之和,可查得中性层位移系数x=0.28,所以坯料展开长度为Lz=48×2+270π(1+0.28)÷180=102.288≈102mm 由于零件宽度尺寸为40mm,故毛坯尺寸应为102mm×40mm。
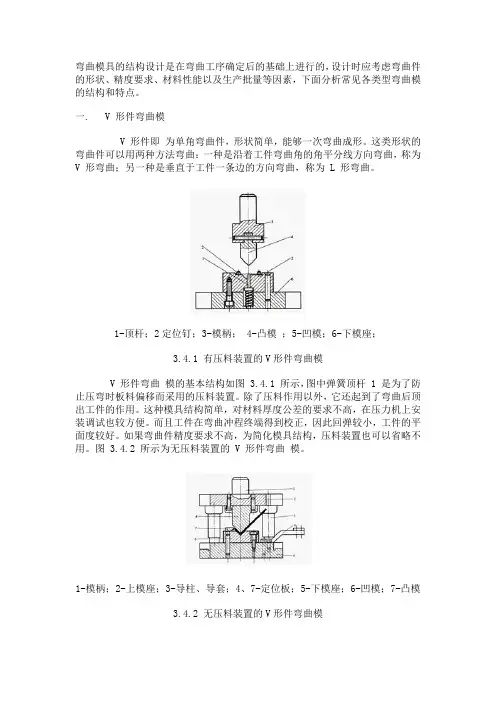
弯曲模具的结构设计是在弯曲工序确定后的基础上进行的,设计时应考虑弯曲件的形状、精度要求、材料性能以及生产批量等因素,下面分析常见各类型弯曲模的结构和特点。
一. V 形件弯曲模V 形件即为单角弯曲件,形状简单,能够一次弯曲成形。
这类形状的弯曲件可以用两种方法弯曲:一种是沿着工件弯曲角的角平分线方向弯曲,称为V 形弯曲;另一种是垂直于工件一条边的方向弯曲,称为 L 形弯曲。
1-顶杆;2定位钉;3-模柄; 4-凸模;5-凹模;6-下模座;3.4.1 有压料装置的V形件弯曲模V 形件弯曲模的基本结构如图 3.4.1 所示,图中弹簧顶杆 1 是为了防止压弯时板料偏移而采用的压料装置。
除了压料作用以外,它还起到了弯曲后顶出工件的作用。
这种模具结构简单,对材料厚度公差的要求不高,在压力机上安装调试也较方便。
而且工件在弯曲冲程终端得到校正,因此回弹较小,工件的平面度较好。
如果弯曲件精度要求不高,为简化模具结构,压料装置也可以省略不用。
图 3.4.2 所示为无压料装置的 V 形件弯曲模。
1-模柄;2-上模座;3-导柱、导套;4、7-定位板;5-下模座;6-凹模;7-凸模3.4.2 无压料装置的V形件弯曲模当弯曲相对宽度很大的细长 V 形件时,会产生明显的翘曲现象,这种情况下可以采用带侧板结构的弯曲模,以阻碍材料沿弯曲线方向的流动(见图3.4.3a );也可以改变弯曲凸、凹模形状,将翘曲量设计在与翘曲方向相反的方向上(见图 3.4.3b )。
图3.4.3 减少弯曲件翘曲的模具结构L 形弯曲模常用于两直边相差较大的单角弯曲件,如图 3.4.4a 所示。
弯曲件的长边被夹紧在压料板和凸模之间,弯曲件过程中另一边竖立向上弯曲。
由于采用了定位销定位和压料装置,压弯过程中工件不易偏移。
但是,由于弯曲件竖边无法受到校正,因此工件存在回弹现象。
a〕1-凸模;2-凹模;3-定位销;4-压料板;5-挡块 b〕1-凸模;2-压料板 3-凹模;4-定位板;5-挡块图3.4.4 L形弯曲模图 3.4.4b 为带有校正作用的 L 形弯曲模,由于压弯时工件倾斜了一定的角度,下压的校正力可以作用于原先的竖边,从而减少了回弹。
6 弯曲模具设计本章内容: V形弯曲模、U形弯曲模,多角弯曲件、圆形弯曲件等复杂件弯曲成形的多工序复合弯曲模,U形弯曲模设计实例。
本章难点:复杂弯曲模的结构组成与动作过程。
6.1 简单弯曲模简单弯曲模——工作时模具通常只有一个垂直运动的单工序弯曲模。
完成的制件有单角的V形件、双角的U形件和小于90°的U形件等简单件。
6.1.1 V形件弯曲模图6.1 V 形件弯曲模 图6.2 V 形件弯曲模三维模型图6.3 V 形件压板式弯曲模图6.4 V形件折板式弯曲模(a) 开模状态 (b) 合模状态图6.5 V形件折板式弯曲模三维模型V形件折板式弯曲模6.1.2 U形件弯曲模图6.6 U形件的弯曲模图6.7 弯制夹角小于90°的U形件弯曲模弯制夹角小于90°的U形件弯曲模异形U形件弯曲模Z形件弯曲模6.1.3 通用弯曲模图6.8 通用弯曲模6.2 复杂弯曲模复杂弯曲模——在工作时通常具有两个或两个以上的运动,可将多个弯曲变形一次完成。
6.2.1 C形弯曲模图6.9 C形弯曲模图6.10 C形弯曲模立体模型(a) 弯曲初始状态 (b) U形中间弯曲状态 (c) C形最终弯曲状态图6.11 C形件弯曲动作过程四角弯曲模1四角弯曲模2异形件弯曲模6.2.2 O形件弯曲模O形件弯曲模图6.12 滑板式弯曲模图6.13 滑板式弯曲模模型(a) 初始弯曲状态 (b) 中间弯曲状态 (c) 最终弯曲状态图6.14 弯制带有耳翅的环类工件的滑板式弯曲模图6.16 圆形件自动卸料弯曲模图6.17 圆形件自动卸料弯曲模动作过程其他弯曲1其他弯曲26.3 U形弯曲件冲压实例6.3.1工艺分析及工艺方案图6.18 弯曲件材料为35钢板(退火),板厚3mm,大批量生产该零件形状简单,批量生产,精度无特殊要求,结构不对称,应注意弯曲中的偏移问题。
该零件弯曲半径R=5mm,查表5-2可知min ,有R>minr,故此不会弯裂。
弯曲模具课程设计一、课程目标知识目标:1. 学生能理解并掌握弯曲模具的基本概念,包括模具的结构、分类及工作原理。
2. 学生能够掌握并运用相关公式计算弯曲力、模具受力及模具尺寸。
3. 学生能够了解并描述弯曲模具在工程实际中的应用及重要性。
技能目标:1. 学生能够运用CAD软件进行弯曲模具的设计,并绘制出相应的工程图。
2. 学生能够通过实际操作,掌握弯曲模具的使用方法和注意事项,提高动手实践能力。
3. 学生能够通过小组合作,解决实际工程中弯曲模具的设计和制造问题。
情感态度价值观目标:1. 学生能够培养对模具设计和制造的兴趣,增强对工程技术的热爱。
2. 学生在团队合作中,学会相互尊重、沟通与协作,培养团队精神。
3. 学生能够认识到模具在工业生产中的重要性,增强对我国制造业的自豪感和责任感。
分析课程性质、学生特点和教学要求,本课程目标旨在使学生通过学习弯曲模具相关知识,掌握模具设计的基本技能,培养解决实际工程问题的能力,同时提高学生的情感态度价值观,为我国制造业的发展奠定基础。
通过具体的学习成果分解,后续教学设计和评估将更有针对性和实效性。
二、教学内容1. 弯曲模具基本概念:包括模具的定义、结构、分类及工作原理,对应教材第一章内容。
- 模具的结构与分类- 模具工作原理及力学分析2. 弯曲模具设计计算:涉及弯曲力、模具受力及模具尺寸的计算,对应教材第二章内容。
- 弯曲力的计算方法- 模具受力的分析- 模具尺寸的确定3. 弯曲模具设计实践:运用CAD软件进行模具设计,对应教材第三章内容。
- CAD软件的基本操作- 弯曲模具设计流程及技巧- 工程图的绘制方法4. 弯曲模具应用与制造:介绍弯曲模具在工程实际中的应用及制造过程,对应教材第四章内容。
- 模具在工业生产中的应用案例- 模具制造工艺及注意事项- 模具的安装与调试5. 小组合作与展示:学生分组进行弯曲模具设计和制造,展示成果,对应教材第五章内容。
- 团队合作与分工- 设计与制造过程记录- 成果展示与评价根据以上教学内容,制定详细的教学大纲,明确教学内容的安排和进度,确保教学活动的科学性和系统性。
弯曲模具设计实例《弯曲模具设计实例》一、模具基本结构及设计要领1.模具结构:弯曲模具是由上、下模、位模、形成座、导向座和台车组成的辊圆模具。
弯曲模具的上模和下模是由侧辊、芯辊、护辊和台座组成,位模由位模座和台车组成。
导向座由导向轴和支撑座组成。
2. 设计要领:(1)根据工件的材料和尺寸,选择合适的材料和形状,并确定模具各部分的装配尺寸,确定各部分的定位方式。
(2)确定模具结构,设计模具上、下模、位模、形成座、导向座等部分的结构。
(3)根据总体尺寸,制作模具制作图,确定模具各部件的尺寸及加工方式。
(4)确定模具的运行系统,确定模具的运行参数。
(5)确定工序的装配方式,以及模具的拆装方式。
二、模具设计实例1.模具简要参数模具简要参数如下:模具类型:弯曲模具模具材料:铸钢工件材料:铸钢工件尺寸:300mm*300mm*50mm2.模具设计(1)上、下模设计:模具上、下模由侧辊、芯辊、护辊和台座组成。
侧辊采用4个双面槽,台座采用金属冲夹紧的方式。
侧辊上安装有2个芯辊,芯辊上设有两个弹性护芯,形成座可根据工件的形状进行绘制,形成座上安放1根导向轴,导向座上可安装2个弹性支撑座,保证工件精确地弯曲形状。
(2)位模设计:位模由位模座、台车及导向轴等组成,台车内根据模具的尺寸,合理安放工件,并在位模座上设有专用的定位接口,保证工件的定位准确。
(3)模具运行系统设计:模具的运行系统由上、下模侧辊驱动、位模导向座驱动以及台车滑动驱动组成。
其中,上、下模侧辊驱动采用球形万向节及滚珠丝杠驱动的方式;位模台车采用滑块、滑轮及细导轨驱动的方式;台车滑动驱动采用伺服电机及滑动轴承的方式。
弯曲模模具设计弯曲模模具设计是一种常用于金属加工行业的模具设计方式,其主要功能是用于弯曲金属材料工件的加工,从而形成各种形状的工业制品。
与传统的模具设计方式相比,弯曲模具设计具有设计精度高、生产效率高等优势,受到了越来越多厂商和企业的青睐。
1. 弯曲模模具的概述弯曲模模具主要由上、下模两部分组成,上模和下模均分别设置了凹槽和凸轮,并且凸轮与凹槽紧密配合。
在金属材料弯曲加工时,将金属材料放在两个模具之间,通过模具上凸轮与凹槽的剪切作用,将金属材料弯曲成需要的形状。
弯曲模模具具有结构简单、加工方便、成本低等特点,因此被广泛应用于金属加工行业。
2. 弯曲模模具的设计要点弯曲模模具的设计需要考虑以下几个方面:(1)磨具选用。
弯曲模模具的磨具应选择硬度高、耐磨性好的材料制作,以确保使用寿命长。
(2)弯曲半径的控制。
弯曲半径是弯曲模模具最为核心的设计要素之一,在设计时需要针对不同的金属材料弯曲半径进行精确控制,以确保弯曲加工后符合生产要求。
(3)凸轮和凹槽的设计。
凸轮和凹槽是弯曲模模具最为重要的组成部分之一,需要设计成互相匹配的形状。
同时,凸轮和凹槽的大小也需要根据弯曲的材料厚度和弯曲半径进行定制。
(4)模具的材料和硬度。
弯曲模模具需要具有高强度、高硬度和高韧性,以便在弯曲加工中经受住复杂的机械力和磨损。
3. 弯曲模模具的制造工艺弯曲模模具的制造主要分为以下几个步骤:(1)设计制图。
在制造弯曲模模具前需要对其进行精确的设计和绘制,建立出完整的工程文件。
(2)材料采购。
制造弯曲模模具需要使用高强度、高硬度和高韧性的材料,材料的选用需要根据需要弯曲的金属材料,弯曲半径和弯曲角度等进行合理选择。
(3)零件加工。
根据设计图纸进行部件的加工,材料切割、粗加工、精加工、电火花加工、刻度等工序的执行。
(4)零件组装。
完成部件的加工后,进行总体组装,同时进行工装和夹具的制作。
(5)调试命令。
进行弯曲模模具的调试、调整和试运行,以确保最终产品的质量和稳定性。