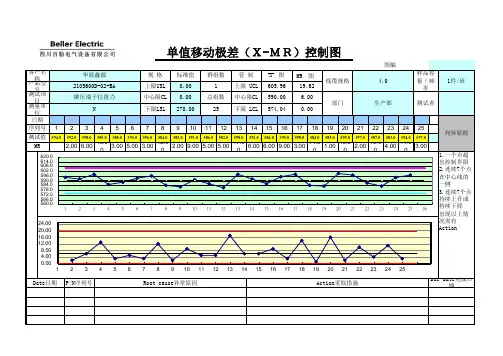
单值移动极差图(空白表格)
- 格式:xls
- 大小:163.50 KB
- 文档页数:1
一.推移图也叫时间序列图,是以时间轴为横轴,变量为纵轴的一种图。
推移图主要目的是观察变量是否随时间变化而呈某种趋势。
二.因果分析图因果分析图是以结果作为特性,以原因作为因素,在它们之间用箭头联系表示因果关系。
因果分析图是一种充分发动员工动脑筋,查原因,集思广益的好办法,也特别适合于工作小组中实行质量的民主管理。
当出现了某种质量问题,未搞清楚原因时,可针对问题发动大家寻找可能的原因,使每个人都畅所欲言,把所有可能的原因都列出来。
所谓因果分析图,就是将造成某项结果的众多原因,以系统的方式图解,即以图来表达结果(特性)与原因(因素)之间的关系。
其形状像鱼骨,又称鱼骨图。
某项结果之形成,必定有原因,应设法利用图解法找出其因。
首先提出了这个概念的是日本品管权威石川馨博士,所以特性原因图又称[石川图]。
因果分析图,可使用在一般管理及工作改善的各种阶段,特别是树立意识的初期,易于使问题的原因明朗化,从而设计步骤解决问题。
(1)因果分析图使用步骤步骤1:集合有关人员。
召集与此问题相关的,有经验的人员,人数最好4-10人。
步骤2:挂一张大白纸,准备2-3支色笔。
步骤3:由集合的人员就影响问题的原因发言,发言内容记入图上,中途不可批评或质问。
(脑力激荡法)步骤4:时间大约1个小时,搜集20-30个原因则可结束。
步骤5:就所搜集的原因,何者影响最大,再由大轮流发言,经大家磋商后,认为影响较大予圈上红色圈。
步骤6:与步骤5一样,针对已圈上一个红圈的,若认为最重要的可以再圈上两圈,三圈。
步骤7:重新画一张原因图,未上圈的予于去除,圈数愈多的列为最优先处理。
因果分析图提供的是抓取重要原因的工具,所以参加的人员应包含对此项工作具有经验者,才易秦效。
(2)因果分析图与柏拉图之使用建立柏拉图须先以层别建立要求目的之统计表。
建立柏拉图之目的,在于掌握影响全局较大的重要少数项目。
再利用特性原因图针对这些项目形成的原因逐予于探讨,并采取改善对策。

五大工具简介之一基础统计过程控制(SPC)第一节概述为什么作SPC?实际是在回答一个问题:在有一定变差的过程中,这个与操作是否是可以接收与允许的范围内的。
一、预防和检验用最终产品检验将不合格产品剔除的方法,进行生产和质量控制是一种浪费,因为它允许把时间和原料投入无用的生产与服务中。
这属于死后验尸,于事无补。
避免此种浪费的有效办法是预防,事先预防是最好的节约。
二、过程控制系统(SPC)图1 SPC反馈系统(闭环控制系统)1、5M1E:人、机、料、法、测量、环境为输入集合。
2、产品或服务为输出集合。
3、工作方法或资源融合为过程或系统。
4、有关性能信息,研究过程及其内在变化规律的信息。
如温度、循环时间、进给速度、周转时间、延迟、缺勤、中止次数、工件的飞边大小等等,过程特性是我们关注的重点。
5、对过程采取措施,对重要的过程特性采取使之较少的偏离目标值,使过程保持稳定,保持输入变差在可接收的控制界限内,这些措施应该是经济的,这包括改变操作与改变过程的基本因素。
6、对输出采取措施、如严格检验及剔除不合格产品的措施是不经济的。
仅仅作为过程不稳定或工程能力不足时的临时措施用。
二、变差的普遍原因和特殊原因上述5M1E人、机、料、法、测量、环境等原因,造成产品特性变差的原因可分为:1、普通原因:随时间稳定分布,是偶然性原因造成波动质量波动。
当普通原因不改变时,过程是稳定的,是可以预测的。
这叫:“过程处于受控状态”或“受控”。
2、特殊原因:它的出现会引起过程特性分布的变化,这是系统的原因。
当存在特殊原因时,过程不稳定,其输出是不可预测的;这种变差可能是有害的,也可能是有益的。
关键是识别。
如是好看趋势,有利于产品质量提高;如是坏的趋势,会影响产品质量,应该控制和消除。
过程控制计划就是确保顾客要求得到满足,而且不受其他特殊原因的影响。
普通原因与特殊原因的比较四、局部措施和系统措施局部措施解决变差的特殊原因,这是过程操作人员的责任。

PROFESSIONAL RESEARCH引言电磁兼容检测实验室是以电磁场理论为依据的一种特殊类型实验室[1],为监控结果的有效性,CNAS-CL01:2018中规定,实验室可适时采取一些诸如:使用其他已校准并能提供可溯源结果的仪器、实验室内比对、使用核查或工作标准并制作控制图[2]等方式来实现。
若采用前两种方式,一般需要制定相应实施计划,投入成本较大且实施频次较低,不适合日常过程监控。
而最后一种方式具有日常过程分析和“动态预测”的特性[3],更适合日常过程监控。
基于此,本文将选用单值-移动极差(X -R s )控制图,以传导骚扰测试项目为例,阐述控制图在电磁兼容实验室内部质量控制中的应用。
1 单值-移动极差控制图控制图是通过将控制值按特定顺序绘制在图中并与控制限比较,以判断过程和结果是否处于控制状态的一种特殊方式。
单值-移动极差控制图简记为X -R s 控制图,是休哈特控制图的一种,适用于进行重复测量时间太长或者费用太大等情况。
X -R s 控制图中的X 获取是基于测量单个读数,R s 获取是将一个序列中相邻的两个读数做绝对差,R s 存在解决了单值无法进行批内变异估计的缺陷[4]。
随着电子器件的广泛应用,其传导干扰问题已成为制约电力电子技术进步的重要因素,确保传导发射测试评估结果的准确性至关重要[5]。
产品电源线或信号线发射的传导骚扰数据可通过实验获取,以此制作的单值-移动极差控制图可监测结果的有效性。
2 实验2.1 仪器与设备测量接收机(Rohde&Schwarz,9 kHz~3 GHz)、单相人工电源网络(Rohde&Schwarz,ENV216)、计算机、组合梳状信号发生器(York EMC Services,YRS02)。
实验装置连接图见图1。
2.2 实验步骤(1)将设备按2.1顺序连接装置,并将梳状信号步长调至100 kHz 档;(2)打开电脑软件操作端,在150 kHz~30 MHz 范围内,测量N 线端子五个频点(0.15 MHz、0.55 MHz、 1.25 MHz、10.05 MHz、20.05 MHz)的骚扰电压,并记录相应频点下的AVG 值(平均值 )。

控制图八大判异准则-精简顺口溜版控制图八大判异准则-精简顺口溜版口决:(就三句,很简单吧!只要记住以下兰色部分的三句话就行了,不过第一次要对照下面附件中的图看才明白。
)23456,AC连串串(连增或连减);81514,缺C全C交替转;9单侧,一点在外。
控制图八大判异准则提练(口决、图片对应项目):1、2/3A(连续3点中有2点在中心线同一侧的B区外<即A区内>)2、4/5C(连续5点中有4点在中心线同一侧的C区以外)3、6连串(连续6点递增或递减,即连成一串)4、8缺C(连续8点在中心线两侧,但没有一点在C区中)5、9单侧(连续9点落在中心线同一侧)6、14交替(连续14点相邻点上下交替)7、15全C(连续15点在C区中心线上下,即全部在C区内)8、1界外(1点落在A区以外)解说:23456,AC连串串(连增或连减);---2/3、4/5、6分别对应A、C、连串串;即2/3A;4/5C;6连串。
81514,缺C全C交替转---8、15、14分别对应缺C、全C、交替转;即8缺C;15全C;14上下交替。
9单侧,一点在外---9点在同一侧;一点出A区外。
第四节控制图1控制图——过程控制的工具。
用来表示一个过程特性的图象。
它有两个基本用途:①用来判断过程是否一直受统计控制。
②用来帮助过程保持受控状态。
2控制图的构成:UCLCLLCL取样时间①收集:收集数据并画在图上。
②控制:根据过程数据计算试验控制线识别变差特殊原因并采取措施。
③分析及改进:确定普通变差的大小,并采取减少它的措施。
重复三个阶段,从而不断改进过程。
3控制图的益处:①供正在进行过程控制的操作者使用。
②有助于过程在质量上和成本上能持续地、可预见的保持下去。
③使过程达到:——更高的质量。
——更低的单件成本。
——更高的有效能力。
④为讨论过程的性能提供共同的语言。
⑤区分变差的特殊原因和普通原因,作为采取局部措施或对系统采取措施的指南。