冷锻工艺的详细介绍
- 格式:ppt
- 大小:4.16 MB
- 文档页数:33

铜锻造工艺
铜锻造工艺是指将铜材料加热至一定温度,然后通过锤击或压力等方式来改变铜材料的形状和结构,从而得到所需的产品或零件。铜锻造工艺广泛应用于航空航天、汽车、机械、船舶、建筑等领域,是重要的非铁金属加工方法之一。
铜锻造工艺分为冷锻和热锻两种。冷锻是在室温下进行的,通常适用于薄壁、小型和精密件等。冷锻工艺具有锻件密度高、表面质量好、成本低等优点。但是,由于铜材料的塑性有限,在冷锻过程中很难完全塑性变形,因此对材料的力学性能有一定的影响。热锻是在高温条件下进行的,通常适用于较大体积和厚度的锻件。热锻工艺具有锻造难度低、锻件成品率高、铜材料塑性大等优点。但是,热锻工艺需要较高的能源消耗,成本也比较高。
铜锻造工艺的基本步骤包括选材、加热、锻造和处理。在选材阶段,需要选择具有一定塑性和韧性的铜材料。在加热阶段,需要根据铜材料的性质和所需产品的形状和尺寸等因素确定加热温度和时间。在锻造阶段,需要根据所需产品的形状和结构等要求,采用合适的锻造工艺和设备进行锻造。在处理阶段,需要对锻件进行退火、冲击等处理,以消除锻造产生的残余应力和结构缺陷,提高锻件的机械性能和耐腐蚀性能。
在铜锻造工艺中,还需要注意一些关键问题,如锻造模具的设计和制造、锻造过程中的加工参数控制、锻件表面处理和质量检测等。这些问题的解决,对于提高铜锻造工艺的效率和质量具有重要意义。
总之,铜锻造工艺是一种重要的非铁金属加工方法,其应用范围广泛,具有许多优点,但也存在一些难点。通过不断地改进和创新,可以进一步提高铜锻造工艺的效率和质量,满足工业发展的需求。
不锈钢冷锻工艺
《不锈钢冷锻工艺的奇妙之旅》
嘿,大家知道不,有一种特别厉害的工艺叫不锈钢冷锻工艺。这可不是一般的玩意儿哦!
我记得有一次去一个工厂参观,就亲眼看到了这个神奇工艺的全过程。当时我一走进那个车间,就被各种机器的轰鸣声给震住了。我看到那些工人师傅们熟练地操作着各种设备,就好像他们和那些机器是融为一体的一样。
然后就到了不锈钢冷锻的环节啦,只见一块普普通通的不锈钢材料被放到了一个巨大的机器下面。师傅按下按钮,那机器就“哐哐哐”地动起来了,就像是一个大力士在使劲儿揉捏那块不锈钢呢。我瞪大了眼睛看着,心里想着这不锈钢能被弄成啥样啊。
嘿,你还别说,随着机器的不断挤压,那块不锈钢慢慢地就变了形状,从一块平平无奇的材料变成了一个有着特别形状的东西,哇塞,太神奇了呀!我就像个好奇宝宝似的在旁边一直看,看着师傅们不断地调整参数,让这个冷锻的过程更加完美。
看着那经过冷锻后的不锈钢制品,我真的是感慨万分啊。原来这就是不锈钢冷锻工艺啊,能把一块普通的材料变成这么精致的东西。就好像是一个魔法师,用它的魔法把平凡变成了非凡。
从那以后,我每次看到不锈钢制品,都会想起那次在工厂里看到的冷锻过程,真的是太有意思啦!不锈钢冷锻工艺,真是厉害得不要不要的呀!
压 Forming
冷锻成形工艺概要(下)
大阪大学名誉教授 小坂田 宏造
苏州汉金模具技术有限公司 (江苏215400) 王欣 (译)
4.冷锻主要加工方法的概述
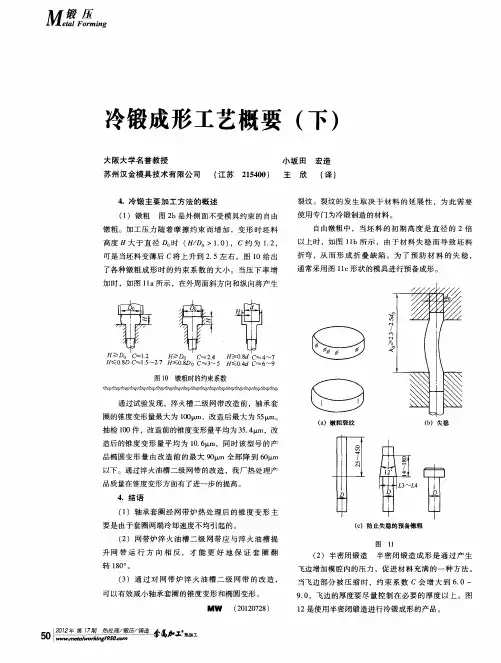
(1)镦粗图2b是外侧面不受模具约束的自由
镦粗。加工压力随着摩擦约束而增加,变形时坯料
高度日大于直径D。时(H/D。>1.0),c约为1.2,
可是当坯料变薄后C将上升到2.5左右。图1O给出
了各种镦粗成形时的约束系数的大小。当压下率增
加时,如图1la所示,在外周面斜方向和纵向将产生
督
日≥D0 C≈2 4 日≥0 8d C≈4~7 ≤O 8Do C≈3~5日≤O 4d C≈6~9
图10镦粗时的约束系数 e 、
通过试验发现,淬火槽二级网带改造前,轴承套
圈的锥度变形量最大为lOOp ̄m,改造后最大为55 m。
抽检100件,改造前的锥度变形量平均为35.41,zm,改
造后的锥度变形量平均为10.61,zm,同时该型号的产
品椭圆变形量由改造前的最大901,zm全部降到60p.m
以下。通过淬火油槽二级网带的改造,我厂热处理产
品质量在锥度变形方面有了进一步的提高。
4.结语
(1)轴承套圈经网带炉热处理后的锥度变形主
要是由于套圈两端冷却速度不均引起的。
(2)网带炉淬火油槽二级网带应与淬火油槽提
升网带运行方向相反,才能更好地保证套圈翻
转180。。
(3)通过对网带炉淬火油槽二级网带的改造,
可以有效减小轴承套圈的锥度变形和椭圆变形。
MW (20120728)
m 熏..墨 _7翌 一 锻 …参霉 热加工 :,U ; ……………’‘|l l一 ’。‘孺硼=L 裂纹。裂纹的发生取决于材料的延展性,为此需要
使用专门为冷锻制造的材料。
自由镦粗中,当坯料的初期高度是直径的2倍
以上时,如图1lb所示,由于材料失稳而导致坯料 折弯,从而形成折叠缺陷。为了预防材料的失稳,
通常采用图11c形状的模具进行预备成形。
(a)镦粗裂纹 (b)失稳

医 Forming
五、模具结构的计算
模具结构的解析基于弹性厚壁筒理论,利用计
算机可以实现快速计算的特点,通过采用反复迭代
计算,可以预测出模具的许用应力,给出模具设计
制造中需要的
相关参数,如
最佳的压套过
盈量,模具的
弹性变形量等
参数。同时依
据工具钢的实
际拉伸曲线,
对预应力套筒
在微小塑性变
形情况下的
使用给予充分
的考虑,使得
计算更接近干
实际的现场操
作。一般常用
的模具预应力
组合压套包括
单层、两层及
三层结构(见
图12),预应
力压套的层数
越多,组合的
效果越好。图
13给出了单层
结构的预应力
组合模具在无
负荷与作业时
的应力分布情
况。
1.模具
的压套方法
通常预应
力组合的配
合方式有热
套法和冷压 (a)单层预应力组合模具 工作 时 ——、 \
、
t \ ./
图13单层预应力组合压套模具中的应力分布
配合法两种,各有优缺点,所以要充分研究后再选
用适当的方式。热套配合法在操作上较容易,所以
常用,但当要求大的过盈配合或模具直径很大时,
由于模具钢的热膨胀量受到回火温度的限制(一
般不超过500℃),用热套的方法则难以实现。模
具的过盈量一般取嵌入直径d的0.3%~0.8%,不
过装配效果会因加工误差而变化。组合套筒所用
的材质种类很多,其硬度为35~50HRC,要依所
需的过盈量来选定。组合套筒的配合方式有利用
1。~2。锥形面的冷压入法与具有笔直孔径的组合
套筒的热套法配合,也可以把组合套筒做成0.5。
~1。锥形在热套配合时并用压入法。冷压入法的
优点是可以实现很大的过盈压入量,组合套筒可重
复使用,操作方便。不过锥形面的加工比较困难,
另外采用冷压配合的模具通常要进行低温回火处
理,以消除残留应力。
模具装配的顺序如图14所示,分从内侧向外装
配和由外侧向内装配两种方式,严格说来应有理论
盈 — i ‘
I 。 l
图‘ 牡怕 预应力组合模具的 肼12 图 常见的预应力组合模具结构 因 。哭 衣