FANUC__很好用的伺服报警维修
- 格式:ppt
- 大小:1.20 MB
- 文档页数:106

.
FANUC伺服报警与故障处理
2008年12月05日 14:02
伺服报警与故障处理
伺服的基本连接和电压规格2-1交流输入电压规格(200V输入型)
AC power voltage Nominal voltage Action
输入电压范围 额定电压值 说明
170 to 220 V 200 V 如果三相交流输入电压是200V~230V,该210 to 253 V 230
V 电压可直接接入伺服电源模块。
注)如果该电压低于或高于电压允许范围,电源模块将不能输出逆变直流高压
254 V or more 380 to 550 V 如果输入电压是380V(大于254V),则必须通过绝缘变压器变压后,输出200电
不同规格的电源模块指标(功耗
PSMRPSMRPSMPSMPSMPSMPSMPSMPSMPSM
Mode-5.-5.112334-5
额定电压及允200/220/230 VAC -15%, +10%
电源频50/60 Hz ±1 H
主回路(负载)功5 12 9 17 22 37 44 53 64 79
率
控制用电源功率 0.5 0.7
检测点
对于 PSM 模块或 PSM-HV模块
电源模块测量点
CIR/CIS 为电流反馈测量点,通过测量出电压,根据不同型号的模块查对下表,换算出电流值
Check Description
terminal
IR Phase L1 (phase R) The current is positive when it
current is input to the amplifier.
IS Phase L2 (phase S) Model Amount of current
current
PSM5.5 37.5A/1V
PSM11 37.5A/1V
PSM15 50A/1V
'. .

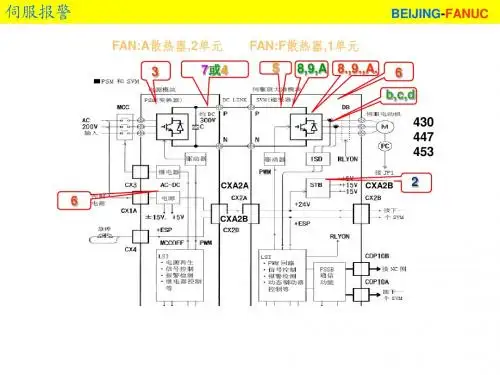
FANUC系统401#报警处理
1. αi 系列伺服放大器简介:
FANUCαi 系列伺服放大器(SVM)用于驱动αi 系列伺服电机,他的优点是体积小(宽
度有60,90,150,300 五种),功耗低(比α系列减少10%左右)等优点,有普通型
和高压两种,需要电源模块(PSM)配合使用。如下所示:
DC 300/600V
C
伺服或线性电机
注意:如果SVM 为HV(高压)型,PSM,SPM 必须也是HV(高压)型。
2. SVM 选择:
首先根据机械设计选择适当的电机,然后根据放大器的最大电流和电机电流相配合选择
相应的SVM, SVM 的规格见下表:
序号规格轴数输入电压与CNC 的接口
1 A06B-6114-H1 xx 1 200V FSSB
2 A06B-6114-H2 xx 2 200V FSSB
3 A06B-6114-H3 xx 3 200V FSSB
4 A06B-6124-H1 xx 1 400V FSSB
5 A06B-6124-H2 xx 2 400V FSSB
具体的规格表如下:
200V, 1 轴200V,2 轴200V, 3 轴400V,1 轴400V, 2 轴
SVM1-20i SVM2-4/4i SVM2-4/4/4i SVM1-10HVi SVM1-10/10HVi
SVM1-40i SVM2-20/20i SVM2-20/20/20i SVM1-20HVi
SVM1-20/20Hvi
SVM1-80i SVM2-20/40i SVM2-20/20/20i SVM1-40HVi SVM1-20/40Hvi
SVM1-160i SVM2-40/40i SVM1-80HVi SVM1-40/40Hvi
SVM1-360i SVM2-40/80i SVM1-180HVi SVM1-40/80Hvi
SVM2-80/80i SVM1-360HVi SVM1-80/80Hvi
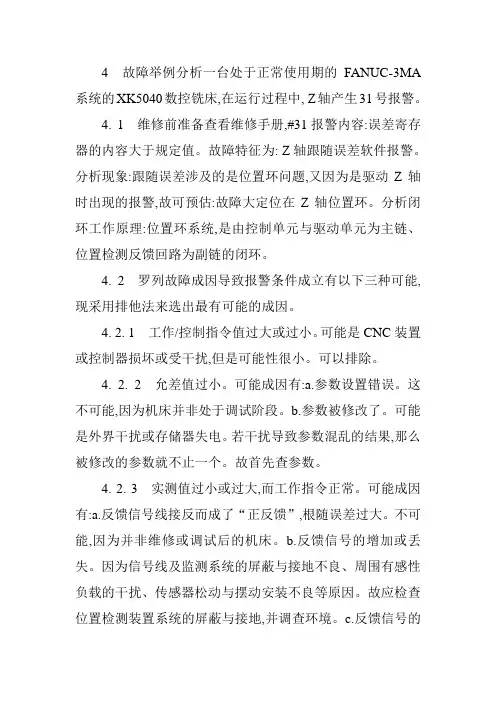
4 故障举例分析一台处于正常使用期的FANUC-3MA系统的XK5040数控铣床,在运行过程中, Z轴产生31号报警。
4. 1 维修前准备查看维修手册,#31报警内容:误差寄存器的内容大于规定值。故障特征为: Z轴跟随误差软件报警。分析现象:跟随误差涉及的是位置环问题,又因为是驱动Z轴时出现的报警,故可预估:故障大定位在Z轴位置环。分析闭环工作原理:位置环系统,是由控制单元与驱动单元为主链、位置检测反馈回路为副链的闭环。
4. 2 罗列故障成因导致报警条件成立有以下三种可能,现采用排他法来选出最有可能的成因。
4. 2. 1 工作/控制指令值过大或过小。可能是CNC装置或控制器损坏或受干扰,但是可能性很小。可以排除。
4. 2. 2 允差值过小。可能成因有:a.参数设置错误。这不可能,因为机床并非处于调试阶段。b.参数被修改了。可能是外界干扰或存储器失电。若干扰导致参数混乱的结果,那么被修改的参数就不止一个。故首先查参数。
4. 2. 3 实测值过小或过大,而工作指令正常。可能成因有:a.反馈信号线接反而成了“正反馈”,根随误差过大。不可能,因为并非维修或调试后的机床。b.反馈信号的增加或丢失。因为信号线及监测系统的屏蔽与接地不良、周围有感性负载的干扰、传感器松动与摆动安装不良等原因。故应检查位置检测装置系统的屏蔽与接地,并调查环境。c.反馈信号的
滞后,在规定的监测时间内信号未到达而使实测值为0。用久的机床上易发生:位置传感器的污染、信号线的损坏以及接触不良、位置偏移或损坏等。故应检查位置检测装置系统及其接线系统。d.没有反馈信号。a)传感器未安装或连接、传感器损坏而不工作。故应检查位置检测装置中传感器系统。b)伺服单元故障不工作/伺服轴不动作。分析判断得出:最可能故障类型:硬件故障。最可能的故障成因出于位置检测装置系统(故障大定位),也不能排除环境干扰因素。
4. 3确定诊断步骤
FANUC 0i系统常见有报警信息的故障排除
FANUC 0i数控系统具有较强的自诊断功能,对于一些常见的故障,通过报警信息,对应维修说明书,能够解决许多问题。下面介绍几个常见报警故障的处理方法。
1、500号报警(超行程报警)的排除方法
在数控机床操作的过程中超行程报警经常出现,由于惯性的原因,当移动轴压下行程开关时,需减速停止,同时,系统出现500号报警,并同时显示报警信息为过行程及过行程的坐标轴。
下面是解除“500 过行程:+X”报警的基本步骤:
1)进给轴选择旋钮拨到“X”轴处;
2)进给倍率选择旋钮拨到“× 1”处;
3)旋转手摇脉冲发生器使X轴向负方向移动,离开极限位置;
4)按下MDI键盘上的“RESET”键,报警信息消失。
2、90号报警(返回参考点位置异常)的排除方法
报警条件:当返回参考点位置偏差过大或CNC没有收到伺服电机编码器转信号,出现90号报警。
解除步骤: 1)确认DGN.300中的值(允许位置偏差量)大于128。否则提高进给速度,改变倍率。
2)确认电机回转是否大于1转。小于1转,说明返回的起始位置过近。调整到远一些。
3)确认编码器的电压是否大于4.75V(拆下电机后罩,测编码器印制板的+5――0V),如果低于4.75V,更换电池。
4)如果不是上述问题,一定是硬件出了问题:更换编码器。
3、401号报警(伺服准备信号报警)
报警条件:伺服放大器的准备信号(VRDY)没有接通,或者运行时信号关断。
解除步骤:
1)PSM控制电源是否接通;
2)急停是否解除;
3)最后的放大器JX1B插头上是否有终端插头;
4)MCC是否接通,如果除了PSM连接的MCC外,还有外部MCC顺序电路,同样要检查。
5)驱动MCC的电源是否接通;
6)断路器是否接通;
7)PSM或SPM是否发生报警。 如果伺服放大器周围的强电电路没有问题,更换伺服放大器;如果以上措施都不能解决问题,更换主轴控制卡。