FANUC伺服报警维修
- 格式:ppt
- 大小:1.20 MB
- 文档页数:106
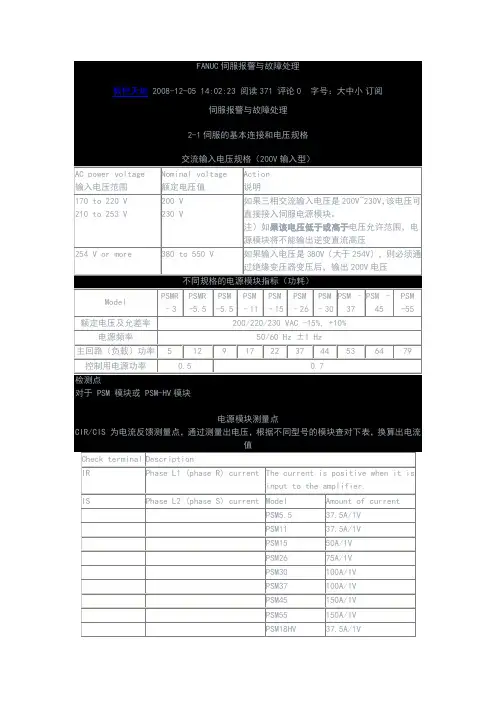

FANUC常见报警说明与解决⽅法提⽰以0i-F系统为例01APC闪烁报警机床长时间停机,开机后系统屏幕上可能会出现APC闪烁,当出现这个报警的时候,表⽰伺服放⼤器的电池电压低,正常电压⼀般为6V,该电池⽤于记住机床的伺服绝对位置。
建议检查各个伺服放⼤器的电池电压,更换后即可正常。
【解决⽅法】更换放⼤器电池【解决⽅法】放⼤器电池更换⽅法,请参考下⽅视频:02BAT闪烁报警机床长时间停机,开机后系统屏幕上可能会出现BAT闪烁,当出现这个报警的时候,表⽰CNC的系统电池电压低,正常电压⼀般为3.3V,该电池⽤于保存CNC中的SRAM数据(包含CNC参数,PMC参数,加⼯程序等)。
建议⽴即更换CNC系统上的电池,以免造成数据丢失。
【解决⽅法】更换CNC系统电池【解决⽅法】CNC系统电池更换⽅法,请参考下⽅视频:03SYS_ALM500报警机床长时间停机,开机后系统屏幕上可能会出现SYS_ALM500报警(0i-C系统为935报警)SYS_ALM500 SRAM DATA ERROR(SRAM MOUDLE)当出现这个报警的时候,表⽰由于CNC的系统电池电压低,导致CNC的SRAM数据(包含CNC参数,PMC参数,加⼯程序等)已经丢失。
【解决⽅法】【解决⽅法】更换CNC系统电池,并恢复出⼚参数。
04FAN报警机床长时间停机,开机后系统屏幕上可能会出现FAN报警,当出现这个报警的时候,表⽰CNC系统风扇转速低或者停转。
建议⽴即更换CNC系统风扇,以免因CNC过热导致更⼤故障。
【解决⽅法】更换CNC系统风扇【解决⽅法】请认准F+商城,点击直达系统风扇页⾯【购买链接】请认准CNC系统风扇更换⽅法,请参考下⽅视频:05放⼤器风扇报警由于FANUC产品中配备风扇的部件较多,每个部件的风扇报警号也各有不同,为了⽅便快速发现故障点,请参考放⼤器风扇报警号以及对应的位置关系表(以0i-F系统为例),确认故障风扇。
【解决⽅法】⾸先清洁风扇接⼝,重新插拔风扇后再测试。
FANUC常见伺服报警及解决方法SV0301:APC报警:通信错误1、检查反馈线,是否存在接触不良情况。
更换反馈线;2、检查伺服驱动器控制侧板,更换控制侧板;3、更换脉冲编码器。
SV0306:APC报警:溢出报警1、确认参数、是否正常;2、更换脉冲编码器。
SV0307:APC报警:轴移动超差报警1、检查反馈线是否正常;2、更换反馈线。
SV0360:脉冲编码器代码检查和错误(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
SV0364:软相位报警(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
3、检查是否有干扰,确认反馈线屏蔽是否良好。
SV0366:脉冲丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;2、更换脉冲编码器。
SV0367:计数丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;3、更换脉冲编码器。
SV0368:串行数据错误(内装)报警1、检查反馈线屏蔽是否良好;2、更换反馈线;3、更换脉冲编码器。
SV0369:串行数据传送错误(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰源;2、更换反馈线;3、更换脉冲编码器。
SV0380:分离型检查器LED异常(外置)报警1、检查分离型接口单元SDU是否正常上电;2、更换分离型接口单元SDU。
SV0385:串行数据错误(外置)报警1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0386:数据传送错误 (外置)1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0401:伺服准备就绪信号断开1、查看诊断,根据的内容转换成二进制数值,进一步确认401报警的故障点。
2、检查MCC回路;3、检查EMG急停回路;4、检查驱动器之间的信号电缆接插是否正常;5、更电源单元。
同步控制中SV0407:误差过大报警1、检查同步控制位置偏差值;2、检查同步控制是否正常。
FANUC常见伺服报警及解决方法SV0301:APC报警:通信错误1、检查反馈线,是否存在接触不良情况。
更换反馈线;2、检查伺服驱动器控制侧板,更换控制侧板;3、更换脉冲编码器。
SV0306:APC报警:溢出报警1、确认参数No.2084、No.2085是否正常;2、更换脉冲编码器。
SV0307:APC报警:轴移动超差报警1、检查反馈线是否正常;2、更换反馈线。
SV0360:脉冲编码器代码检查和错误(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
SV0364:软相位报警(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
3、检查是否有干扰,确认反馈线屏蔽是否良好。
SV0366:脉冲丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;2、更换脉冲编码器。
SV0367:计数丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;3、更换脉冲编码器。
SV0368:串行数据错误(内装)报警1、检查反馈线屏蔽是否良好;2、更换反馈线;3、更换脉冲编码器。
SV0369:串行数据传送错误(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰源;2、更换反馈线;3、更换脉冲编码器。
SV0380:分离型检查器LED异常(外置)报警1、检查分离型接口单元SDU是否正常上电;2、更换分离型接口单元SDU。
SV0385:串行数据错误(外置)报警1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0386:数据传送错误(外置)1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0401:伺服准备就绪信号断开1、查看诊断No.358,根据No.358的内容转换成二进制数值,进一步确认401报警的故障点。
2、检查MCC回路;3、检查EMG急停回路;4、检查驱动器之间的信号电缆接插是否正常;5、更电源单元。
同步控制中SV0407:误差过大报警1、检查同步控制位置偏差值;2、检查同步控制是否正常。
发那科机器人报警处理本文将介绍发那科机器人报警处理的方法。
首先,让我们了解一下发那科机器人。
发那科(FANUC)是一家知名的日本工业机器人制造商,其机器人产品广泛应用于汽车制造、机械加工、食品包装等领域。
为了确保机器人的正常运行,当出现故障或异常时,需要对其进行及时的报警处理。
在进行报警处理前,需要先进行故障诊断。
诊断的方法包括观察机器人各部分的电压、电流、温度等参数,以及检查机器人各部分的连接是否牢固、传感器是否正常工作等。
一旦发现问题,需要及时采取相应的措施进行处理。
在进行报警处理时,需要注意以下几点:1、保持冷静:当机器人出现故障时,操作者需要保持冷静,不要惊慌失措。
2、记录信息:操作者需要记录故障发生时的相关信息,例如故障代码、发生时间、机器人状态等。
3、检查电源:确保机器人电源连接正常,电压稳定。
4、检查电缆连接:检查机器人各部分之间的电缆连接是否牢固,是否有破损或短路的情况。
5、检查传感器:检查机器人各部分的传感器是否正常工作,例如限位开关、碰撞传感器等。
6、遵循安全规程:在处理报警时,需要遵循安全规程,确保操作者和其他人员的安全。
处理发那科机器人报警的步骤如下:1、根据故障信息进行分析:根据记录的故障信息,分析故障的可能原因。
2、初步检查:进行初步检查,例如检查电源、电缆连接、传感器等。
3、排除故障:根据分析的结果,采取相应的措施排除故障。
例如更换损坏的部件、调整机器人的位置等。
4、进行测试:在排除故障后,需要进行测试,确认问题是否已经解决。
5、记录经验:在处理完报警后,需要记录相关的经验,以便以后遇到类似问题时可以快速处理。
本文介绍了发那科机器人的报警处理方法,包括故障诊断和报警处理的步骤。
在实际操作中,需要注意保持冷静、记录信息、检查电源、检查电缆连接、检查传感器等步骤。
此外,需要遵循安全规程,确保操作者和其他人员的安全。
通过本文的介绍,可以让操作者更好地了解发那科机器人的报警处理方法,提高机器人的运行效率和使用寿命。
精心整理
FANUC 伺服报警SV0401~SV0411(一)
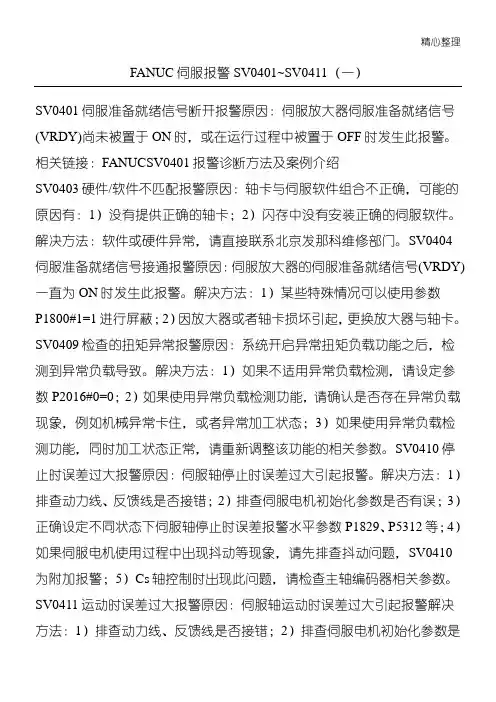
SV0401伺服准备就绪信号断开报警原因:伺服放大器伺服准备就绪信号(VRDY)尚未被置于ON 时,或在运行过程中被置于OFF 时发生此报警。
相关链接:FANUCSV0401报警诊断方法及案例介绍
数停1)3)正确设定不同状态下伺服轴停止时误差报警水平参数P1829、P5312等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs 轴控制时出现此问题,请检查主轴编码器相关参数。
SV0411运动时误差过大报警原因:伺服轴运动时误差过大引起报警解决方法:1)排查动力线、反馈线是否接错;2)排查伺服电机初始化参数是
精心整理
否有误;3)正确设定不同状态下伺服轴停止时误差报警水平参数P1828、P5310等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs轴控制时出现此问题,请检查主轴编码器相关参数。
数控笔记。
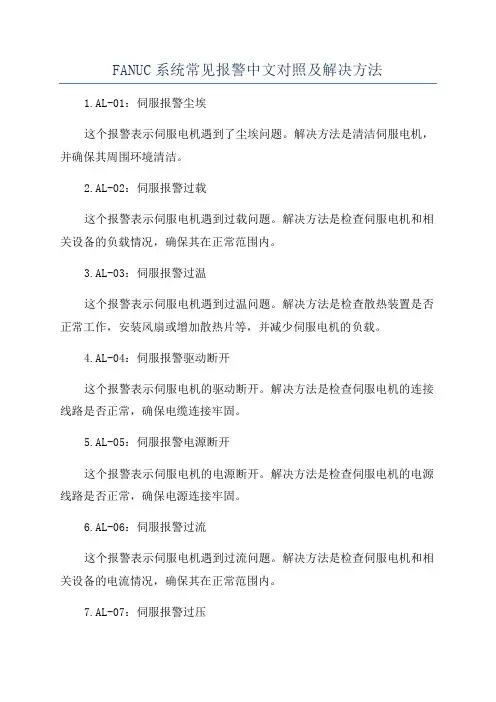
FANUC系统常见报警中文对照及解决方法1.AL-01:伺服报警尘埃这个报警表示伺服电机遇到了尘埃问题。
解决方法是清洁伺服电机,并确保其周围环境清洁。
2.AL-02:伺服报警过载这个报警表示伺服电机遇到过载问题。
解决方法是检查伺服电机和相关设备的负载情况,确保其在正常范围内。
3.AL-03:伺服报警过温这个报警表示伺服电机遇到过温问题。
解决方法是检查散热装置是否正常工作,安装风扇或增加散热片等,并减少伺服电机的负载。
4.AL-04:伺服报警驱动断开这个报警表示伺服电机的驱动断开。
解决方法是检查伺服电机的连接线路是否正常,确保电缆连接牢固。
5.AL-05:伺服报警电源断开这个报警表示伺服电机的电源断开。
解决方法是检查伺服电机的电源线路是否正常,确保电源连接牢固。
6.AL-06:伺服报警过流这个报警表示伺服电机遇到过流问题。
解决方法是检查伺服电机和相关设备的电流情况,确保其在正常范围内。
7.AL-07:伺服报警过压这个报警表示伺服电机遇到过压问题。
解决方法是检查伺服电机和相关设备的电压情况,确保其在正常范围内。
8.AL-08:伺服报警欠压这个报警表示伺服电机遇到欠压问题。
解决方法是检查伺服电机和相关设备的电压情况,确保其在正常范围内。
9.AL-09:伺服报警过热这个报警表示伺服电机遇到过热问题。
解决方法是检查散热装置是否正常工作,安装风扇或增加散热片等,并减少伺服电机的负载。
10.AL-10:伺服报警驱动电流异常这个报警表示伺服电机驱动电流异常。
解决方法是检查伺服电机的驱动器和电缆连接是否正常,并确保电缆连接牢固。
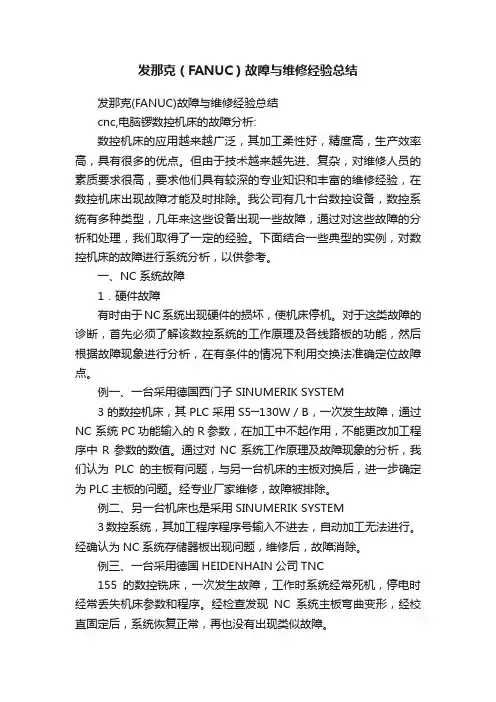
发那克(FANUC)故障与维修经验总结发那克(FANUC)故障与维修经验总结cnc,电脑锣数控机床的故障分析:数控机床的应用越来越广泛,其加工柔性好,精度高,生产效率高,具有很多的优点。
但由于技术越来越先进、复杂,对维修人员的素质要求很高,要求他们具有较深的专业知识和丰富的维修经验,在数控机床出现故障才能及时排除。
我公司有几十台数控设备,数控系统有多种类型,几年来这些设备出现一些故障,通过对这些故障的分析和处理,我们取得了一定的经验。
下面结合一些典型的实例,对数控机床的故障进行系统分析,以供参考。
一、NC系统故障1.硬件故障有时由于NC系统出现硬件的损坏,使机床停机。
对于这类故障的诊断,首先必须了解该数控系统的工作原理及各线路板的功能,然后根据故障现象进行分析,在有条件的情况下利用交换法准确定位故障点。
例一、一台采用德国西门子SINUMERIK SYSTEM3的数控机床,其PLC采用S5─130W/B,一次发生故障,通过NC 系统PC功能输入的R参数,在加工中不起作用,不能更改加工程序中R参数的数值。
通过对NC系统工作原理及故障现象的分析,我们认为PLC的主板有问题,与另一台机床的主板对换后,进一步确定为PLC主板的问题。
经专业厂家维修,故障被排除。
例二、另一台机床也是采用SINUMERIK SYSTEM3数控系统,其加工程序程序号输入不进去,自动加工无法进行。
经确认为NC系统存储器板出现问题,维修后,故障消除。
例三、一台采用德国HEIDENHAIN公司TNC155的数控铣床,一次发生故障,工作时系统经常死机,停电时经常丢失机床参数和程序。
经检查发现NC系统主板弯曲变形,经校直固定后,系统恢复正常,再也没有出现类似故障。
2.软故障数控机床有些故障是由于NC系统机床参数引起的,有时因设置不当,有时因意外使参数发生变化或混乱,这类故障只要调整好参数,就会自然消失。
还有些故障由于偶然原因使NC系统处于死循环状态,这类故障有时必须采取强行启动的方法恢复系统的使用。
FANUC交流伺服驱动系统故障维修举例例244~245.加工过程中出现过热报警的故障维修例244.故障现象:某配套FANUC 0T MATE系统的数控车床,在加工过程中,经常出现伺服电动机过热报警。
分析与处理过程:本机床伺服驱动器采用的是FANUC S系列伺服驱动器,当报警时,触摸伺服电动机温度在正常的范围,实际电动机无过熟现象。
所以引起故障的原因应是伺服驱动器的温度检测电路故障或是过热检测热敏电阻的不良。
通过短接伺服电动机的过热检测热敏电阻触点,再次开机进行加工试验,经长时间运行,故障消失,证明电动机过热是由于过热检测热敏电阻不良引起的,在无替换元件的条件下,可以暂时将其触点短接,使其系统正常工作。
例245.故障现象:某配套FANUC 0T MATE系统的数控车床,在加工过程中,经常出现X轴伺服电动机过热报警。
分析与处理过程:故障分析过程同上例,经检查X轴伺服电动机外表温度过高,事实上存在过热现象。
测量伺服电动机空载工作电流,发现其值超过了正常的范围。
测量各电枢绕组的电阻,发现A相对地局部短路;拆开电动机检查发现,由于电动机的防护不当,在加工时冷却液进入了电动机,使电动机绕阻对地短路。
修理电动机后,机床恢复正常。
例246.驱动器出现OVC报警的故障维修故障现象:某配套FANUC 0T-C系统、采用FANUC S系列伺服驱动的数控车床,手动运动X轴时,伺服电动机不转,系统显示ALM414报警。
分析与处理过程:FANUC 0T-C出现ALM 414报警的含义是“X轴数字伺服报警”,通过检查系统诊断参数DGN720~723,发现其中DGN720 bit5=l,故可以确定本机床故障原因是X轴OVC(过电流)报警。
分析造成故障的原因很多,但维修时最常见的是伺服电动机的制动器未松开。
在本机床上,由于采用斜床身布局,所以X轴伺服电动机上带有制动器,以防止停电时的下滑。
经检查,本机床故障的原因确是制动器未松开:根据原理图和系统信号的状态诊断分析,故障是由于中间继电器的触点不良造成的,更换继电器后机床恢复正常。
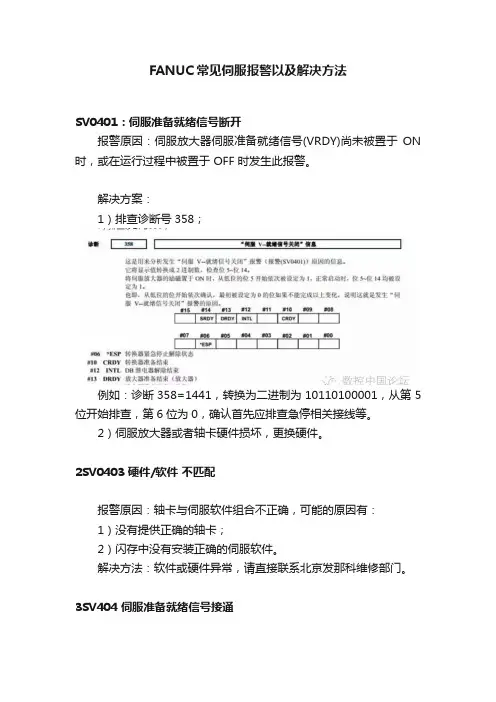
FANUC常见伺服报警以及解决方法SV0401:伺服准备就绪信号断开报警原因:伺服放大器伺服准备就绪信号(VRDY)尚未被置于ON 时,或在运行过程中被置于 OFF 时发生此报警。
解决方案:1)排查诊断号358;例如:诊断358=1441,转换为二进制为10110100001,从第5位开始排查,第6位为0,确认首先应排查急停相关接线等。
2)伺服放大器或者轴卡硬件损坏,更换硬件。
2SV0403 硬件/软件不匹配报警原因:轴卡与伺服软件组合不正确,可能的原因有:1)没有提供正确的轴卡;2)闪存中没有安装正确的伺服软件。
解决方法:软件或硬件异常,请直接联系北京发那科维修部门。
3SV404 伺服准备就绪信号接通报警原因:伺服放大器的伺服准备就绪信号(VRDY)一直为 ON 时发生此报警。
解决方法:1)某些特殊情况可以使用参数P1800#1=1进行屏蔽;2)因放大器或者轴卡损坏引起,更换放大器与轴卡。
4SV0409 检查的扭矩异常报警原因:系统开启异常扭矩负载功能之后,检测到异常负载导致。
解决方法:1)如果不适用异常负载检测,请设定参数P2016#0=0;2)如果使用异常负载检测功能,请确认是否存在异常负载现象,例如机械异常卡住,或者异常加工状态;3)如果使用异常负载检测功能,同时加工状态正常,请重新调整该功能的相关参数。
5SV0410 停止时误差过大报警原因:伺服轴停止时误差过大引起报警。
解决方法:1)排查动力线、反馈线是否接错;2)排查伺服电机初始化参数是否有误;3)正确设定不同状态下伺服轴停止时误差报警水平参数P1829、P5312等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs轴控制时出现此问题,请检查主轴编码器相关参数。
6SV0411 运动时误差过大报警原因:伺服轴运动时误差过大引起报警解决方法:1)排查动力线、反馈线是否接错;2)排查伺服电机初始化参数是否有误;3)正确设定不同状态下伺服轴停止时误差报警水平参数P1828、P5310等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs轴控制时出现此问题,请检查主轴编码器相关参数。
FANUC数控特殊故障维修与保养——伺服主轴报警b0故障维修发表时间:2018-10-01T09:58:09.097Z 来源:《电力设备》2018年第16期作者:栗大庆[导读] 摘要:在现代数控机床的正常工作和设计时,为了保证设备能长时间保持正常工作状态,要求其内部构件中专门设置有检查故障的部件,在机械设备的运转参数出现故障时能够及时的对其故障部分和损失程度进行自动检测,且具有告警功能,提醒相关工作人员及时介入检修。
(珠海长和电子科技有限公司 5197000)摘要:在现代数控机床的正常工作和设计时,为了保证设备能长时间保持正常工作状态,要求其内部构件中专门设置有检查故障的部件,在机械设备的运转参数出现故障时能够及时的对其故障部分和损失程度进行自动检测,且具有告警功能,提醒相关工作人员及时介入检修。
告警功能的设置可以帮助工作人员缩短检查故障区域的时间,提高相关工作的效率。
关键词:FANUC ;数控系统;特殊故障;维修与保养一、前言高精尖机械设备是现代工业发展过程中最具代表性的发明,它的出现极大的提高了工作效率,同时也进一步保障了产品的质量,让所有的产品都能够以统一的规格和参数进行生产,随着生产过程的积累相关技术参数会越来越明确,工人的工作效率和产品有制作质量会越加有保证,同时生产厂商也能够通过技术和经验的积累对生产的成本进行进一步的控制。
在机械设备的生产过程中,尤其是高精尖数控设备的工作过程中,由于其系统内的构件复杂,功能繁多,一旦某一个区域出现问题,可能会影响到整个机械设备无法正常运转,造成工厂大面积的停产,为了防止机械设备突然出现故障,影响到正常的工作进行,在现代对机械设备的要求中,是否具有一定的检查和告警功能,已经成为了基本的需求。
二、FANUC数控系统1、系统部件组成:此数控采用日本FANUC 0I-MATE MA系统构成:数控NC主机:FANUC A02B-0299-B802+IO B05600426。
FANUC伺服系统的故障诊断与维修阅读:586伺服系统的故障诊断,虽然由于伺服驱动系统生产厂家的不同,在具体做法上可能有所区别,但其基本检查方法与诊断原理却是一致的。
诊断伺服系统的故障,一般可利用状态指示灯诊断法、数控系统报警显示的诊断法、系统诊断信号的检查法、原理分析法等等。
FANUC伺服驱动系统与FANUC数控系统一样,是数控机床中使用最广泛的伺服驱动系统之一。
从总体上说,FANUC伺服驱动系统可以分为直流驱动与交流驱动两大类。
如前所述,直流驱动又有SCR速度控制单元与PWM速度控制单元两种形式;交流驱动分模拟式交流速度控制单元与数字式交流速度控制单元两种形式。
在1985年以前生产的数控机床上,一般都采用直流伺服驱动,其配套的控制系统有FANUC的FS5、FS6、FS7系统等。
随后生产的数控机床上,一般都采用交流伺服驱动,其配套的控制系统有FANUC 的FS0、FSll、FSl5/16系统等。
5.2.1 FANUC直流伺服系统的故障诊断与维修直流伺服系统一般用于20世纪80年代中期以前生产的数控机床上,这些数控机床虽然距今已经有二十多年,但由于当时数控系统的价格十分昂贵,通常只有在高、精、尖设备中才采用数控,因此,其机床的刚性、可靠性等各方面性能通常都较好,即使在今天,很多设备还是作为企业的关键设备在使用中,故直流伺服系统的维修仍然是今天数控机床维修的重要内容。
1.SCR速度控制单元的常见故障与维修SCR速度控制单元的主要故障与可能的原因,常见的有以下几种。
(1)速度控制单元熔断器熔断造成速度控制单元熔断器烧断的原因有下述几种:1)机械故障造成负载过大。
如:滑动面摩擦系数太大;齿轮啮合不良;工件干涉、碰撞;机械锁紧等。
以上故障可通过测量电动机电流来判断确认。
2)切削条件不合适。
如:机床切削量过大,连续重切削等。
3)控制单元故障。
如:控制单元的元器件损坏,控制板上设定端设定错误,电位器调整不当等。
FANUC系统的疑难故障分析及排除
作者:李汉宝
(一)0 系统故障
(二)16系统类故障
(三)10/11/12/15 系统故障
FANUC10/11/12系统在一般情况下出现报警时,显示器屏幕上会显示报警号和报警内容。
但当显示器屏幕没有显示时,可根据主板的LED显示内容来判断故障所在。
对于FANUC 15A与FANUC 15B相比较而言,在硬件结构设计上,相差很大。
在FANUC 15B 的印刷板的制造中,元器件采用大规模集成电路。
系统的整体结构采用槽式,在每一个槽中分别插上电源、PMC控制板、Main 板、OPT1 板、RISC板等。
而对于15A/E 而言,一般由底板、电源、轴控制板、BASE0、BASE1、BASE2、REMOTE BUFFER板、分离型位置检测板等。
不论是15A/E 或15B ,当系统出现故障时,每一个板上都有报警灯和故障灯显示,因为有故障,系统的显示器不能显示,此时只有根据系统的报警灯和故障灯显示情况来判断故障位置并加以排除,状态灯为绿色,报警灯为红色。
对于15A/E 而言,其报警灯和故障灯的排列方式如下:
对于FANUC 15B ,其报警灯和状态灯的排列方式是:
上边一排是状态显示灯,绿色;下面一排为报警灯,红色。
以下45--57项是关于15A/E 的常见故障的说明。
(四)Power Mate系列故障
Power Mate系列有A、B、C、D、E、F,以下是它们的一些区别:。
发那科FANUC机器人报警处理(中文)3 按下F2[RELEASE(释放)]以释放超行程轴。
4 按住shift键,按下警告清除按钮。
5按住shift键,按下微动键把工具沿超行程轴线微动到可移动的有效范围内。
从损坏的腕部警告复原(SERVO-006)步骤: 1 按住SHIFT键,然后按下RESET键。
2 按住SHIFT键的同时,按下正确的微动键以把机器人移到其能被维修的位置。
从一个脉冲不匹配警告,BZAL警告,RCAL警告复原(SRVO-038,062,063)步骤:1 按下MENUS键,显示界面菜单。
2 按下“0--NEXT---”,然后在下个页面选择“ 6 SYSTEM”。
按下F1“[TYPE(类型)]”,然后选择“Variables”。
显示系统变量界面。
3 把系统变量$MCR.$SPC_RESET设为TRUE。
(这个系统变量很快会被自动设回FALSE)。
4 按下RESET键以释放警告。
提示:即使检测到一个脉冲计数不匹配警告,该控制数据可能会被纠正。
如果该控制数据被纠正,控制不需要被执行。
只要把$DMR_GRP.$MASTER_DONE设为真,然后在位置界面上选择 6 MASTER/CAL。
从其他警告复原步骤:1 清除该警告的引发源。
例如,纠正程序。
2 按下RESET键来重置该警告。
然后,教导盒界面上的警告信息消失。
ALARM LED (发光二极管)灯灭。
C.2 警告代码SRVO 错误代码(ID=11)SRVO-001SERVO Operator panel E--stop可能原因:操作面板上的紧急停止按钮被按下。
解决方法:顺时针拧动紧急停止按钮以松开此按钮,并按下RESET(重启)。
SRVO-002 SERVO T each pendant E--stop 可能原因:教导盒上的紧急停止按钮被按下。
c-671解决方法:松开教导盒上的紧急停止按钮。
SRVO-003 SERVO Deadman switch released可能原因:当开启教导盒时没有按下特殊手持式开关按钮。