fanuc伺服驱动器的常见故障(1)
- 格式:doc
- 大小:275.00 KB
- 文档页数:13
FANUC 数控交流伺服驱动系统故障维修1、FANUC 6M数控开机出现剧烈振动的故障维修故障现象:一台配套FANUC 6M的加工中心,在机床搬迁后,首次开机时,机床出现剧烈振动,CRT显示401、430报警。
分析与处理过程:FANUC 6M数控系统CRT上显示401报警的含义是“X、Y、Z等进给轴驱动器的速度控制准备信号(VRDY信号OFF状态,即:速度控制单元没有准备好”;ALM430报警的含义是“停止时Z轴的位置跟随误差超过”。
根据以上故障现象,考虑到机床搬迁前工作正常,可以认为机床的剧烈振动,是引起X、Y、Z等进给轴驱动器的速度控制准备信号(VRDY信号)为“OFF”状态,且Z轴的跟随误差超过的根本原因。
分析机床搬迁前后的最大变化是输入电源发生了改变,因此,电源相序接反的可能性较大。
检查电源进线,确认了相序连接错误;更改后,机床恢复正常。
2、FANUC 6ME数控运动失控的故障维修故障现象:一台配套FANUC 6ME系统的加工中心,由于伺服电动机损伤,在更换了X 轴伺服电动机后,机床一接通电源,X轴电动机即高速转动,CNC发生ALM410报警并停机。
分析与处理过程:机床一接通三磊.X轴电动机即高速转动,CNC发生ALM410报警并停机的故障,在机床厂第一次开机调试时经常遇到,根据维修经验,故障原因通常是由于伺服电动机的电枢或测速反馈极性接反引起的。
考虑到本机床X轴电动机已经进行过维修,实际存在测速发电机极性接反的可能性,维修时将电动机与机械传动系统的连接脱开后(防止电动机冲击对传动系统带来的损伤),直接调换了测速发电机极性,通电后试验.机床恢复正常。
3、FANUC 6ME数控运动失控的故障维修故障现象:一台配套FANUC 6ME系统、FANUC直流伺服驱动、SIEMENS1HU3076直流伺服电动机的进口加工中心,在机床大修后,机床一接通电源,X轴电动机即高速转动,CNC发生ALM410报警并停机。
FANUC常见伺服报警以及解决方法SV0401:伺服准备就绪信号断开报警原因:伺服放大器伺服准备就绪信号(VRDY)尚未被置于ON 时,或在运行过程中被置于 OFF 时发生此报警。
解决方案:1)排查诊断号358;例如:诊断358=1441,转换为二进制为10110100001,从第5位开始排查,第6位为0,确认首先应排查急停相关接线等。
2)伺服放大器或者轴卡硬件损坏,更换硬件。
2SV0403 硬件/软件不匹配报警原因:轴卡与伺服软件组合不正确,可能的原因有:1)没有提供正确的轴卡;2)闪存中没有安装正确的伺服软件。
解决方法:软件或硬件异常,请直接联系北京发那科维修部门。
3SV404 伺服准备就绪信号接通报警原因:伺服放大器的伺服准备就绪信号(VRDY)一直为 ON 时发生此报警。
解决方法:1)某些特殊情况可以使用参数P1800#1=1进行屏蔽;2)因放大器或者轴卡损坏引起,更换放大器与轴卡。
4SV0409 检查的扭矩异常报警原因:系统开启异常扭矩负载功能之后,检测到异常负载导致。
解决方法:1)如果不适用异常负载检测,请设定参数P2016#0=0;2)如果使用异常负载检测功能,请确认是否存在异常负载现象,例如机械异常卡住,或者异常加工状态;3)如果使用异常负载检测功能,同时加工状态正常,请重新调整该功能的相关参数。
5SV0410 停止时误差过大报警原因:伺服轴停止时误差过大引起报警。
解决方法:1)排查动力线、反馈线是否接错;2)排查伺服电机初始化参数是否有误;3)正确设定不同状态下伺服轴停止时误差报警水平参数P1829、P5312等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs轴控制时出现此问题,请检查主轴编码器相关参数。
6SV0411 运动时误差过大报警原因:伺服轴运动时误差过大引起报警解决方法:1)排查动力线、反馈线是否接错;2)排查伺服电机初始化参数是否有误;3)正确设定不同状态下伺服轴停止时误差报警水平参数P1828、P5310等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs轴控制时出现此问题,请检查主轴编码器相关参数。
FANUC系统交流数字主轴驱动单元常见故障分析及解决方法1、过热报警(LED显示AL-01)交流主轴电动机的过热开关断开。
解决办法:①检查CN1插头是否连接不牢。
①是否主轴电动机负载太大、电动机太热,等温度降低后再开机看是否还有报警。
①拔下控制板CN2插头,用万用表测量插脚2、3之间的阻值,正常应为短路,如果开路,则是电动机或反馈线断线,检查电动机的热保护开关或反馈线。
①如果CN1的2、3之间正常,则更换控制板上的HY4,(RV05)厚膜电路。
2、速度误差过大报警(LED显示AL-02)主轴电动机的实际速度与指令速度的误差值超过允许值,一般是起动时电动机没有转动或速度上不去。
解决办法:①不起动主轴,用手盘主轴使主轴电动机快速转动起来,估计电动机的实际速度是多少,让另外一人观察主轴控制板上LED显示值,看是否基本一致,一般情况为100~200r/min。
如果只有1~2转或10转以下,则是电动机速度传感器或速度反馈回路故障,用示波器测控制板上的PA、PB端子的波形,正常为直流2.5V,有0.5V的正弦波动;如果不是,拆下主轴电动机的速度传感器(在电动机后部,拆下风扇和风扇下面的盖,即可看见一块小的印制板带一个白色的圆形传感头),如果传感头上有磨损,则坏了,应更换(FANUC有售,根据电动机型号可查到传感器的型号,例如电动机型号最后四位为B100,则传感器的型号为A860-0854-V320)。
注意调整传感器与测速齿轮之间的间隙,应为0.1~0.15mm。
①如果PA、PB波形正常,而LED显示速度不正常,再测PAP、PBP,应为方波;如果不是,则更换控制板,或修理。
①如果速度显示正常,则查电动机或动力线是否正常,动力线可用万用表或兆欧表测量出,电动机如果有问题,一般会出过电流报警而不会出此报警。
①电动机动力线相序是否接错。
如果不对,在起动时主轴来回转几下后出此报警。
①查主回路接触器是否吸合,如果没有吸合,则测量接触器的线圈有无200V交流电压。
FANUC 数控交流伺服驱动系统故障维修(一)1、FANUC 0T数控系统工作数小时后出现剧烈振动的故障维修故障现象:某采用FANUC 0T数控系统的数控车床,开机时全部动作正常,伺服进给系统高速运动平稳、低速无爬行。
加工的零件精度全部达到要求。
当机床正常工作5~7h后(时间不定),Z轴出现剧烈振荡,CNC报警,机床无法正常工作。
这时,即使关机再起动,只要手动或自动移动Z轴,在所有速度范围内,都发生剧烈振荡。
但是,如果关机时间足够长(如:第二天开机),机床又可以正常工作5~7h,并再次出现以上故障,如此周期性重复。
分析和处理过程:该机床X、Z分别采用FANUC 5、10型AC伺服电动机驱动,主轴采用FANUC 8S AC主轴驱动,机床带液压夹具、液压尾架和15把刀的自动换刀装置,全封闭防护,自动排屑。
因此,控制线路设计比较复杂,机床功能较强。
根据以上故障现象,首先从大的方面考虑,分析可能的原因不外乎机械、电气两个方面。
在机械方面,可能是由于贴塑导轨的热变形、脱胶,滚珠丝杠、丝杠轴承的局部损坏或调整不当等原因引起的非均匀性负载变化,导致进给系统的不稳定。
在电气方面,可能是由于某个元器件的参数变化,引起系统的动态性改变,导致系统的不稳定等等。
鉴于本机床采用的是半闭环伺服系统。
为了分清原因,维修的第一步是松开Z轴伺服电动机和滚珠丝杠之间的机械联接,在Z轴无负载的情况下,运行加工程序,以区分机械、电气故障。
经试验发现:故障仍然存在,但发生故障的时间有所延长。
因此,可以确认故障为电气原因,并且和负载大小或温升有关。
由于数控机床伺服进给系统包含了CNC、伺服驱动器、伺服电动机等三大部分,为了进一步分清原因,维修的第二步是将CNC的X轴和Z轴的速度给定和位置反馈互换(CNC的M6和M8、M7和M9互换),即:利用CNC的X轴指令控制机床的Z轴伺服和电动机运动,CNC的Z轴指令控制机床的X轴伺服和电动机运动,以判别故障发生在CNC或伺服。
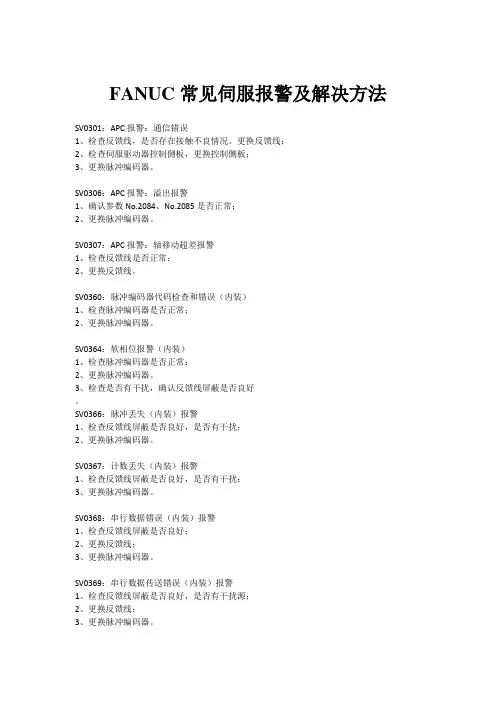
FANUC常见伺服报警及解决方法SV0301:APC报警:通信错误1、检查反馈线,是否存在接触不良情况。
更换反馈线;2、检查伺服驱动器控制侧板,更换控制侧板;3、更换脉冲编码器。
SV0306:APC报警:溢出报警1、确认参数No.2084、No.2085是否正常;2、更换脉冲编码器。
SV0307:APC报警:轴移动超差报警1、检查反馈线是否正常;2、更换反馈线。
SV0360:脉冲编码器代码检查和错误(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
SV0364:软相位报警(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
3、检查是否有干扰,确认反馈线屏蔽是否良好。
SV0366:脉冲丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;2、更换脉冲编码器。
SV0367:计数丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;3、更换脉冲编码器。
SV0368:串行数据错误(内装)报警1、检查反馈线屏蔽是否良好;2、更换反馈线;3、更换脉冲编码器。
SV0369:串行数据传送错误(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰源;2、更换反馈线;3、更换脉冲编码器。
SV0380:分离型检查器LED异常(外置)报警1、检查分离型接口单元SDU是否正常上电;2、更换分离型接口单元SDU。
SV0385:串行数据错误(外置)报警1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0386:数据传送错误(外置)1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0401:伺服准备就绪信号断开1、查看诊断No.358,根据No.358的内容转换成二进制数值,进一步确认401报警的故障点。
2、检查MCC回路;3、检查EMG急停回路;4、检查驱动器之间的信号电缆接插是否正常;5、更电源单元。
同步控制中SV0407:误差过大报警1、检查同步控制位置偏差值;2、检查同步控制是否正常。
精心整理
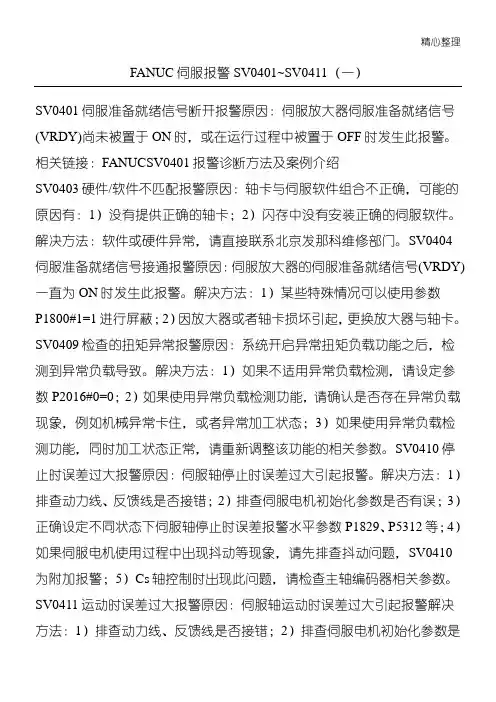
FANUC 伺服报警SV0401~SV0411(一)
SV0401伺服准备就绪信号断开报警原因:伺服放大器伺服准备就绪信号(VRDY)尚未被置于ON 时,或在运行过程中被置于OFF 时发生此报警。
相关链接:FANUCSV0401报警诊断方法及案例介绍
数停1)3)正确设定不同状态下伺服轴停止时误差报警水平参数P1829、P5312等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs 轴控制时出现此问题,请检查主轴编码器相关参数。
SV0411运动时误差过大报警原因:伺服轴运动时误差过大引起报警解决方法:1)排查动力线、反馈线是否接错;2)排查伺服电机初始化参数是
精心整理
否有误;3)正确设定不同状态下伺服轴停止时误差报警水平参数P1828、P5310等;4)如果伺服电机使用过程中出现抖动等现象,请先排查抖动问题,SV0410为附加报警;5)Cs轴控制时出现此问题,请检查主轴编码器相关参数。
数控笔记。

FANUC常见故障报警分析FANUC风扇报警总结:主轴SPM:一、系统报警显示9056,主轴驱动器报警显示代码56:报警内容:SPM控制电路部分的冷却风扇停止(主轴驱动器内部风扇失效)1.控制板安装问题请切实安装控制印刷板.(控制板与功率板的连接器脱离时,有可能会发出本报警)2.请更换SPM或SPM内部的冷却风扇二、系统报警显示9088,主轴驱动器报警显示代码88:报警内容:SPM散热器冷却风扇停止.(主轴驱动器外部风扇失效)发生报警时,请更换SPM散热器冷却风扇三、系统报警9001,主轴驱动器报警显示1报警内容:电机过热.电机内部高于或等于标准温度,电机温度过高。
(一).切削过程中显示本报警时(电机温度过高)1.确认电机的冷却状态,电机冷却风扇,对液冷电机,请确认冷却系统.2.请再次确认加工条件.(切削条件:吃刀量,刀具,材料)(二).轻负载下显示本报警时(电机温度过高)1.频繁加/减速:请在包含加/减速运行时输出功率的平均值要小于等于额定值的条件下使用.2.电机固有参数设定不正确.(三).电机温度较低而显示报警时1.主轴电机反馈电缆故障,电机过热信号电缆断线或接触不良,请更换反馈电缆.2.参数未正确设定电机温度通过参数4134设定,因电机而异。
是电机固有参数。
第一主轴电机温度,在诊断403里可以显示,显示αi主轴伺服电机线圈温度,模拟温度数据在主轴反馈电缆里,信号为THR1和THR2。
现象可能是:1温度长闭开关,2热电偶就可通过参数设定,具体值。
涡流,放大器错误都报警。
3.控制印刷电路板故障.请更换控制印刷电路板或主轴放大器.4.电机(内部温度传感器)故障,请更换电机.电源PSM:一、系统报警显示SV443,SP9059,电源模块PSM上报警显示2报警内容:PSM内部排风扇失效.(电源模块内部风扇故障)处理方法: 观察冷却风扇的状态.更换风扇,更换侧板443报警:PSM内部排风扇停止。
β系列SVU内部排风扇失效。
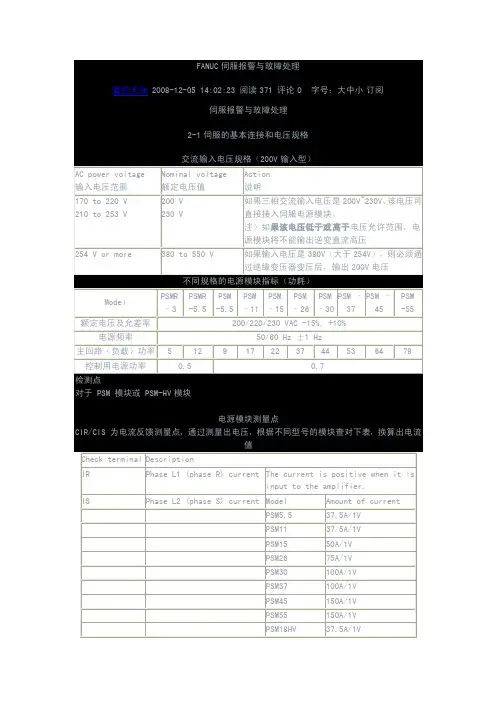
FANUC伺服系统的故障诊断与维修阅读:586伺服系统的故障诊断,虽然由于伺服驱动系统生产厂家的不同,在具体做法上可能有所区别,但其基本检查方法与诊断原理却是一致的。
诊断伺服系统的故障,一般可利用状态指示灯诊断法、数控系统报警显示的诊断法、系统诊断信号的检查法、原理分析法等等。
FANUC伺服驱动系统与FANUC数控系统一样,是数控机床中使用最广泛的伺服驱动系统之一。
从总体上说,FANUC伺服驱动系统可以分为直流驱动与交流驱动两大类。
如前所述,直流驱动又有SCR速度控制单元与PWM速度控制单元两种形式;交流驱动分模拟式交流速度控制单元与数字式交流速度控制单元两种形式。
在1985年以前生产的数控机床上,一般都采用直流伺服驱动,其配套的控制系统有FANUC的FS5、FS6、FS7系统等。
随后生产的数控机床上,一般都采用交流伺服驱动,其配套的控制系统有FANUC 的FS0、FSll、FSl5/16系统等。
5.2.1 FANUC直流伺服系统的故障诊断与维修直流伺服系统一般用于20世纪80年代中期以前生产的数控机床上,这些数控机床虽然距今已经有二十多年,但由于当时数控系统的价格十分昂贵,通常只有在高、精、尖设备中才采用数控,因此,其机床的刚性、可靠性等各方面性能通常都较好,即使在今天,很多设备还是作为企业的关键设备在使用中,故直流伺服系统的维修仍然是今天数控机床维修的重要内容。
1.SCR速度控制单元的常见故障与维修SCR速度控制单元的主要故障与可能的原因,常见的有以下几种。
(1)速度控制单元熔断器熔断造成速度控制单元熔断器烧断的原因有下述几种:1)机械故障造成负载过大。
如:滑动面摩擦系数太大;齿轮啮合不良;工件干涉、碰撞;机械锁紧等。
以上故障可通过测量电动机电流来判断确认。
2)切削条件不合适。
如:机床切削量过大,连续重切削等。
3)控制单元故障。
如:控制单元的元器件损坏,控制板上设定端设定错误,电位器调整不当等。
常见的伺服驱动器故障及处理方法伺服驱动器是一种用于控制伺服电机的装置,通常用于工业自动化领域。
由于长时间运行和受各种条件的影响,伺服驱动器可能会出现各种故障。
以下是一些常见的伺服驱动器故障及其处理方法。
1.电压不稳定:当电压波动较大时,可能导致伺服驱动器无法正常工作。
解决方法是使用稳压器来稳定电压,或者使用电压稳定器来提供稳定的电压。
2.过载保护:当负载超过伺服驱动器的额定功率时,可能会触发过载保护,导致伺服驱动器停止工作。
解决方法是检查负载是否超过额定功率,并相应调整负载或更换更高功率的伺服驱动器。
3.温度过高:长时间运行或工作环境温度过高可能导致伺服驱动器过热,从而影响其性能和寿命。
解决方法是确保伺服驱动器安装在通风良好的位置,并定期清理散热器或风扇,以确保良好的散热。
4.通信故障:伺服驱动器通常通过串口或以太网进行通信。
当通信线路中断或存在故障,伺服驱动器可能无法接收或发送指令。
解决方法是检查通信线路是否连接良好,并确保使用可靠的通信设备。
5.编码器故障:编码器是伺服驱动器用于检测电机位置和速度的关键部件。
编码器故障可能导致伺服电机无法准确运动。
解决方法是检查编码器连接是否正确,并进行必要的校准或更换编码器。
6.电源故障:伺服驱动器的电源故障可能导致其无法正常工作。
解决方法是检查电源连接是否稳定,并检查电源是否符合伺服驱动器的要求。
7.控制信号故障:伺服驱动器的控制信号故障可能导致无法实现所需的运动。
解决方法是检查控制信号线路是否连接正确,并确保使用可靠的控制设备。
8.软件故障:伺服驱动器的软件故障可能导致其无法正常运行或反应迟缓。
解决方法是重新启动伺服驱动器,并更新或重新安装软件。
9.机械故障:伺服驱动器与机械设备紧密结合,机械故障可能导致伺服驱动器无法正常工作。
解决方法是检查机械部件是否损坏,并进行必要的修复或更换。
总之,及时识别和解决伺服驱动器故障是确保其正常工作和延长寿命的关键。
通过定期维护、良好的使用环境和合理操作,可以减少伺服驱动器故障的发生,并确保其在工业自动化生产中的稳定运行。
FANUC 0i进给伺服系统故障分析一.F ANUC 0i进给伺服系统故障诊断及维修进给伺服一般采用闭环或半闭环控制,这种控制方法的特点就是任一环节发生故障都可能导致系统定位不准确、不稳定或失效,因此诊断并确定故障环节就成为维修的关键。
进给伺服常见故障如下:(1)超程。
当进给运动超过软件设定的软限位或由限位开关设定的硬件限位时,就会发生超程报警,一般会在LCD上显示报警内容,根据数控系统说明书,即可排除故障,解除报警。
主轴电机允许的轴端径向力(2)过载。
当进给运动的负载过大,频繁正反向运动以及传动链润滑状态不良时,均会引起过载报警。
一般会在LCD上显示伺服电动机过载、过热或过流等报警信息。
同时,在强电柜中的进给驱动单元上的指示灯或数码管会提示驱动单元过、过电流等信息。
(3)窜动。
如果在进给时出现窜动现象,可能的原因有:①测速信号不稳定,如测速装置故障、测速反馈信号干扰;②速度控制信号不稳定或收到干扰;③接线端子接触不良,如螺钉松动等;④当窜动发生在由正方向与反运动方向的换向瞬间时,一般是由于进给传动链的反向间隙或伺服系统增益过大所致。
(4)爬行。
发生在启动加速段或低速进给时,一般是由于进给传动链的润滑状态不良,伺服系统增益低及外加负载过大等原因所致。
伺服电机和滚珠丝杠用联轴器连接,由于连接松或联轴器本身的缺陷造成滚珠丝杠的转动和伺服电机的转动不同步造成爬行。
(5)震动。
机床以高速运行时,可能产生振动,这是就会出现过流报警。
机床振动问题一般属于速度问题,应查找速度调节器。
主要从给定信号、反馈型号和速度调节器本身这3方面去查找故障原因。
(6)伺服电动机不转。
数控系统值进给驱动单元出来速度控制信号外,还有使能控制信号,一般是DC+24V继电器线圈电压。
伺服电动机不转,常有诊断方法有:①检查数控系统是否有速度信号输出;②检查使能信号是否接通,通过LCD观察I/O状态,分析机床PLC梯形图,以确定进给轴的启动条件,如润滑、冷却等是否满足;③对带电磁制动的伺服电动机,应检查电磁制动是否释放;④进给驱动单元故障;⑤伺服电机故障。
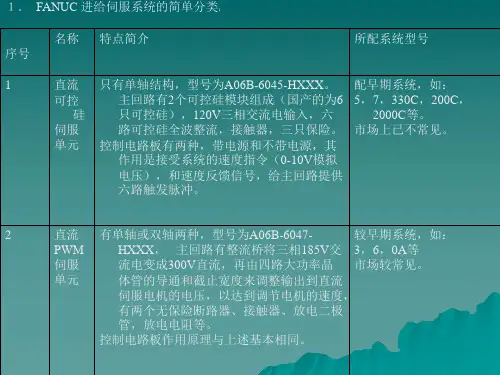
主轴驱动系统的通用故障分析主轴驱动系统的简单分类主轴驱动系统的常见共性故障分析1.直流可控硅主轴伺服单元2.交流模拟主轴驱动单元3.交流数字主轴驱动单元4.α系列电源模块5.α系列电源模块6.α系列主轴模块报警7.α系列主轴模块错误主轴驱动系统的简单分类:序号名称维修品的特点简介所配系统型号1直流可控硅主轴伺服单元型号特征为A066041 主回路有12个可控硅组成正反两组可逆整流回路,200V三相交流电输入,六路可控硅全波整流,接触器,三只保险。
电流检测器,控制电路板(板号为:A200008-0371~0377)的作用配早期系统,如:3,6,5,7,330C,200C,是接受系统的速度指令(0-10V模拟电压)和正反转指令,和电机的速度反馈信号,给主回路提供12路触发脉冲。
报警指示有四个红色二极管显示各自的意义。
2000C等。
2交流模拟主轴伺服单元型号特征为A066044,主回路有整流桥将三相185V交流电变成300V直流,再由六路大功率晶体管的导通和截止宽度来调整输出到交流主轴电机的电压,以达到调节电机的速度的目的。
还有两路开关晶体管和三个可控硅组成回馈制动电路,有三个保险、接触器、放电二极管,放电电阻等。
控制电路板作用原理及上述基本相同(板号为:A200009-0531~0535或A201000-0070 ~ 0071 )。
报警指示有四个红色二极管分别代表8,4,2,1编码,共组成15个报警号。
较早期系统,如: 3,6,7,0A等。
3交流数字主轴伺服单元型号特征为A066055,主回路及交流模拟主轴伺服单元相同,其他结构相似,控制板的作用原理及上述基本相似(板号为A201001-0120),但是所有信号都转换为数字量处理。
有五位的数码管显示电机速度,报警号,可进行参数的显示和设定。
较早期系统,如: 3,6,0A,10/11/12,15E,15A,0E,0B等。
4交流S系型号特征为A066059,主回路该为印刷板结构,其0系列,列数字主轴伺服单元他元件有螺钉固定在印刷板上,这样便于维修,拆卸较为方便,不会造成接线错误。
FANUC主轴驱动系统的故障分析FANUC主轴驱动系统是机床的重要组成部分之一,其主要功能是控制主轴的转速和转矩,保证机床的加工质量和稳定性。
然而,由于长时间使用或其他原因,主轴驱动系统可能出现各种故障,给机床的正常运行带来困扰。
下面将对FANUC主轴驱动系统的故障进行分析。
首先,主轴驱动系统可能出现的故障之一是主轴不转或无转矩。
可能的原因有:1.电源问题:检查电源是否正常供电,确保电压和电流符合要求。
2.主轴电机故障:检查主轴电机是否正常工作,是否有异常声音或烧毁的痕迹。
3.控制器问题:检查控制器的电路和连接是否正常,是否有松动或腐蚀现象。
4.传感器问题:检查主轴转速传感器和主轴转矩传感器是否正常工作,是否有损坏或连接不良。
5.主轴刹车故障:检查主轴刹车是否正常松开或闭合,是否有异常磨损或损坏。
另外,主轴驱动系统可能出现的故障之二是主轴转速不稳定。
可能的原因有:1.电源波动:检查电源供电是否稳定,排除电源波动的影响。
2.主轴电机故障:检查主轴电机是否存在转子偏磁、线圈短路或断路等问题,及时修复或更换电机。
3.控制器参数设置问题:检查控制器的参数设置是否正确,包括速度环和电流环的设置。
4.传感器问题:检查主轴转速传感器的连接是否良好,是否有松动或腐蚀现象。
最后,主轴驱动系统可能出现的故障之三是主轴振动过大。
可能的原因有:1.主轴松动:检查主轴端部是否存在松动现象,检查主轴轴承是否磨损或损坏。
2.主轴轴承故障:检查主轴轴承是否存在异响、振动或发热等现象,及时更换或修复。
3.主轴不平衡:检查主轴是否存在不平衡现象,进行动平衡校正。
4.机床结构问题:检查机床整体结构是否牢固,是否存在共振或变形现象。
通过以上的故障分析,对于FANUC主轴驱动系统的故障可以根据具体情况进行相应的排查和解决。
及时检修和维护主轴驱动系统,保证其正常运行,是保障机床加工质量和生产效率的重要环节。
FANUC常见伺服报警及解决方法SV0301:APC报警:通信错误1、检查反馈线,是否存在接触不良情况。
更换反馈线;2、检查伺服驱动器控制侧板,更换控制侧板;3、更换脉冲编码器。
SV0306:APC报警:溢出报警1、确认参数No.2084、No.2085是否正常;2、更换脉冲编码器。
SV0307:APC报警:轴移动超差报警1、检查反馈线是否正常;2、更换反馈线。
SV0360:脉冲编码器代码检查和错误(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
SV0364:软相位报警(内装)1、检查脉冲编码器是否正常;2、更换脉冲编码器。
3、检查是否有干扰,确认反馈线屏蔽是否良好。
SV0366:脉冲丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;2、更换脉冲编码器。
SV0367:计数丢失(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰;3、更换脉冲编码器。
SV0368:串行数据错误(内装)报警1、检查反馈线屏蔽是否良好;2、更换反馈线;3、更换脉冲编码器。
SV0369:串行数据传送错误(内装)报警1、检查反馈线屏蔽是否良好,是否有干扰源;2、更换反馈线;3、更换脉冲编码器。
SV0380:分离型检查器LED异常(外置)报警1、检查分离型接口单元SDU是否正常上电;2、更换分离型接口单元SDU。
SV0385:串行数据错误(外置)报警1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0386:数据传送错误(外置)1、检查分离型接口单元SDU是否正常;2、检查光栅至SDU之间的反馈线;3、检查光栅尺。
SV0401:伺服准备就绪信号断开1、查看诊断No.358,根据No.358的内容转换成二进制数值,进一步确认401报警的故障点。
2、检查MCC回路;3、检查EMG急停回路;4、检查驱动器之间的信号电缆接插是否正常;5、更电源单元。
同步控制中SV0407:误差过大报警1、检查同步控制位置偏差值;2、检查同步控制是否正常。
FANUC交流伺服驱动系统故障维修30例例231.工作数小时后出现剧烈振动的故障维修故障现象:某采用FANUC 0T数控系统的数控车床,开机时全部动作正常,伺服进给系统高速运动平稳、低速无爬行,加工的零件精度全部达到要求。
当机床正常工作5~7h后(时间不定),Z轴出现剧烈振荡,CNC报警,机床无法正常工作。
这时,即使关机再起动,只要手动或自动移动Z轴,在所有速度范围内,都发生剧烈振荡。
但是,如果关机时间足够长(如:第二天开机),机床又可以正常工作5~7h,并再次出现以上故障,如此周期性重复。
分析与处理过程:该机床X、Z分别采用FANUC 5、10型AC伺服电动机驱动,主轴采用FANUC 8SAC主轴驱动,机床带液压夹具、液压尾架和15把刀的自动换刀装置,全封闭防护,自动排屑。
因此,控制线路设计比较复杂,机床功能较强。
根据以上故障现象,首先从大的方面考虑,分析可能的原因不外乎机械、电气两个方面。
在机械方面,可能是由于贴塑导轨的热变形、脱胶,滚珠丝杠、丝杠轴承的局部损坏或调整不当等原因引起的非均匀性负载变化,导致进给系统的不稳定。
在电气方面,可能是由于某个元器件的参数变化,引起系统的动态特性改变,导致系统的不稳定等等。
鉴于本机床采用的是半闭环伺服系统,为了分清原因,维修的第一步是松开Z轴伺服电动机和滚珠丝杠之间的机械联接,在Z轴无负载的情况下,运行加工程序,以区分机械、电气故障。
经试验发现:故障仍然存在,但发生故障的时间有所延长。
因此,可以确认故障为电气原因,并且和负载大小或温升有关。
由于数控机床伺服进给系统包含了CNC、伺服驱动器、伺服电动机等三大部分,为了进一步分清原因,维修的第二步是将CNC的X轴和Z轴的速度给定和位置反馈互换(CNC的M 6与M8、M7与M9互换),即:利用CNC的X轴指令控制机床的Z轴伺服和电动机运动,CNC的Z轴指令控制机床的X轴伺服和电动机运动,以判别故障发生在CNC或伺服。
FANUC交流速度控制单元有多种规格,早期的交流伺服为模拟式,目前一般都使用数字式伺服,在数控机床中,常用的规格型号有以下几种:1)与FANUC交流伺服电动机AC0、5、10、20M、20、30、30R等配套的模拟式交流速度控制单元。
它是FANUC最早的AC伺服产品,速度控制单元采用正弦波PWM控制,大功率晶体管驱动。
在结构形式上,可以分单轴独立型、双轴一体型、三轴一体型三种基本结构。
单轴独立型速度控制单元,常用的型号有A06B-6050-H102/H103/H104/H113等;双轴一体型速度控制单元,常用的型号有A06B-6050-H201/H202/H203等;三轴一体型速度控制单元,常用的型号有A06B-6050-H401/H402/H403/H404等,多与FANUC 11、0A、0B等系统配套使用。
2)与FANUC交流S (L、T)系列伺服电动机配套的S (L、C)系列数字式交流伺服驱动器,它是FANUC中期的AC伺服产品,驱动器采用全数字正弦波PWM控制,IGBT驱动。
其中,S系列用量最广,规格最全;L 系列只有单轴型结构,常用的型号有A06B-6058-H001-H007/H102/H103等;C系列有单轴型、双轴型两种结构,常用的单轴型有A06B-6066-H002-H006等规格,常用的双轴型有A06B-6066-H222~H224/H233、H234、H244等规格。
作为常用规格,S系列有单轴型、双轴型、三轴型三种结构,常用的单轴型有A06B-6058-H001~H007/H023/H025等;常用的双轴型有A06B-6058-H221~H231/H251-H253等规格;常用的三轴型有A06B-6058-H331-H334等规格;多与FANUC 0C、11、15系统配套使用。
3)与FANUC α/αC/αM/αL系列伺服电动机配套的FANUC α系列数字式交流伺服驱动器,它是FANUC 当前常用的AC伺服产品,驱动器带有IPM智能电源模块,采用全数字正弦波PWM控制,IGBT驱动。
FANUC α系列数字式交流速度控制单元有如下两种基本结构形式:①各驱动公用电源模块(PSM)、伺服驱动单元(SVM)为模块化安装的结构形式,驱动器可以是单轴型、双轴型与三轴型三种结构。
常用的单轴型有A06B-6079-H101~H106等,常用的双轴型有A06B-6079-H201~H208等规格,常用的三轴型有A06B-6079/6080-H301~H307等规格,多与FANUC 0C、15A/B、16A/B、18A、20、21系统配套使用。
②电源与驱动器一体化(SVU型)的结构形式,各驱动器单元可以独立安装,有单轴型、双轴型两种结构,常用的单轴型有A06B-6089-H10l~H106等规格,常用的双轴型有A06B-6089-H201~H210等规格,多与FANUC 0C、0D、15A/B、16A/B、18A、20、21系统配套使用。
4)与FANUC β系列伺服电动机配套的FANUC β系列数字式交流伺服驱动器,它亦是FANUC当前常用的AC伺服产品,采用电源与驱动器一体化(SVU型)的结构,驱动器带有IPM智能电源模块,采用全数字正弦波PWM控制,IGBT驱动。
可以使用PWM接口、I/OLink接口,亦可以采用光缆接口。
型号为A06B-6093-H101~H104/H151~H154//H111-H114,多与FANUC 0TD、PM01等经济型数控系统配套使用。
5)与FANUC αi系列伺服电动机配套的FANUCα i系列伺服驱动器是FANUC公司的最新产品,它在FANUC α系列的基础上作了性能改进。
产品通过特殊的磁路设计与精密的电流控制以及精密的编码器速度反馈,使转矩波动极小,加速性能优异,可靠性极高。
电动机内装有脉冲/转极高精度的编码器,作为速度、位置检测器件,使系统的速度、位置控制达到了极高的精度。
α i系列驱动器由电源模块(PSM)、伺服驱动器(SVM)、主轴驱动器(SPM)等组成,伺服驱动与主轴驱动共用电源模块,组成伺服/主轴一体化的结构。
伺服驱动模块有单轴型、双轴型、三轴型三种基本规格。
标准型(FANUC αi系列)为200VAC输入,常用的单轴型有A06B-6114-H103~H109等,双轴型有A06B-6114-H201-H211等,三轴型有A06B-6114-H301~H304等。
高电压输入型(FANUC α i(HV)系列)为400VAC 输入,常用的单轴型有A06B--6124-H102~H109等,双轴型有A06B-6124-H201-H211等,目前尚无三轴型结构。
FANUC αi系列交流数字伺服配套的数控系统主要有FANUC 0i、FANUC 15i/150i、FANUC16i/18i/l60i/180i/20i/21i等。
1.模拟式交流速度控制单元的故障检测与维修FANUC模拟式交流速度控制单元的故障诊断与维修方法与直流速度控制单元类似。
对于“CRT无报警显示的故障维修”的分析、处理方法与直流PWM速度控制单元一致,参见前述。
(1)速度控制单元上的指示灯报警与直流PWM速度控制单元一样,FANUC模拟式交流速度控制单元亦设有报警指示灯,这些状态指示灯的含义见表5-7。
表5-7 速度控制单元状态指示灯一览表在正常的情况下,一旦电源接通,首先PRDY灯亮,然后是VRDY灯亮,如果不是这种情况,则说明速度控制单元存在故障。
出现故障时,根据指示灯的提示,可按以下方法进行故障诊断。
1)VRDY灯不亮。
速度控制单元的VRDY灯不亮,表明速度控制单元未准备好,速度控制单元的主回路断路器(参见图5-13、图5-14、图5-15)NFBl、NFB2跳闸,故障原因主要有以下几种:①主回路受到瞬时电压冲击或干扰。
这时,可以通过重新合上断路器NFBl、NFB2,再进行开机试验,若故障不再出现,则可以继续工作;否则,根据下面的步骤,进行检查。
②速度控制单元主回路的三相整流桥DS的整流二极管有损坏(可以参照图5-13、图5-14、图5-15主回路原理图,通过万用表检测)。
③速度控制单元交流主回路的浪涌吸收器ZNR有短路现象(可以参照图5-13、图5-14、图5-15主回路原理图,通过万用表检测)。
④速度控制单元直流母线上的滤波电容器C1~C4有短路现象(可以参照图5-13、图5-14、图5-15主回路原理图,通过万用表检测)。
⑤速度控制单元逆变晶体管模块TMl~TM3有短路现象(可以参照图5-13、图5-14、图5-15主回路原理图,通过万用表检测)。
⑥速度控制单元不良。
⑦断路器NBFl、NBF2不良。
图5-13、图5-14、图5-15分别为常用的单轴、双轴、三轴型交流速度控制单元主回路原理图,其余型号的原理与此相似。
2)HV报警。
HV为速度控制单元过电压报警,当指示灯亮时代表输入交流电压过高或直流母线过电压。
故障可能的原因如下:①输入交流电压过高。
应检查伺服变压器的输入、输出电压,必要时调节变压器变比。
②直流母线的直流电压过高。
应检查直流母线上的斩波管Q1、制动电阻RM2、二极管D2以及外部制动电阻是否损坏。
③加减速时间设定不合理。
故障在加减速时发生,应检查系统机床参数中的加减速时间设定是否合理。
④机械传动系统负载过重。
检查机械传动系统的负载、惯量是否太高;机械摩擦阻力是否正常。
3)HC报警。
HC为速度控制单元过电流报警,指示灯亮表示速度控制单元过电流。
可能的原因如下:①主回路逆变晶体管TMl~TM3模块不良。
②电动机不良,电枢线间短路或电枢对地短路。
③逆变晶体管的直流输出端短路或对地短路。
④速度控制单元不良。
为了判别过电流原因,维修时可以先取下伺服电动机的电源线,将速度控制单元的设定端子S23短接,取消TG报警,然后开机试验。
若故障消失,则证明过电流是由于外部原因(电动机或电动机电源线的连接)引起的,应重点检查电动机与电动机电源线,若故障保持,则证明过电流故障在速度控制单元内部,应重点检查逆变晶体管TMI~TM3模块。
4)OVC报警。
OVC为速度控制单元过载报警,指示灯亮表示速度控制单元发生了过载,其可能的原因是电动机过流或编码器连接不良。
5)LV报警LV为速度控制单元电压过低报警,指示灯亮表示速度控制单元的各种控制电压过低,其可能的原因如下:①速度控制单元的辅助控制电压输入ACl8V过低或无输入。
②速度控制单元的辅助电源控制回路故障。
③速度控制单元的+5V熔断器熔断。
④瞬间电压下降或电路干扰引起的偶然故障。
⑤速度控制单元不良。
6)TG报警。
TG为速度控制单元断线报警,指示灯亮表示伺服电动机或脉冲编码器断线、连接不良:或速度控制单元设定错误。
7)DC报警。
DC为直流母线过电压报警,与其相关的原因主要是直流母线的斩波管Q1、制动电阻RM2、二极管以及外部制动电阻不良。
维修时应注意:如果在电源接通的瞬间就发生DC报警,这时不可以频繁进行电源的通、断,否则易引起制动电阻的损坏。
(2)系统CRT上有报警的故障 FANUC模拟式交流伺服通常与FANUC0A/B、FANUCl0/11/12等系统配套使用,当伺服发生报警时,在CNC上一般亦有相应的报警显示。
在不同的系统中,报警号及意义如下。
1)FANUC-0系统的报警①4N0报警:报警号中的N代表轴号(如:1代表X轴:2代表Y 轴等,下同),报警的含义是表示n轴在停止时的位置误差超过了设定值。
②4N1报警:表示n轴在运动时,位置跟随误差超过了允许的范围。
⑧4N3报警:表示n轴误差寄存器超过了最大允许值(±32767);或D/A转换器达到了输出极限。
④4N4报警:表示n轴速度给定太大。
⑤4N6报警:表示n轴位置测量系统不良。
⑥940报警:它表示系统主板或速度控制单元线路板故障2)FANUCl0/11/12系统的报警①SV00报警:测速发电动机断线报警。
②SV01报警:表示伺服内部发生过电流(过负载)报警,原因同OVC报警。
③SV02报警:速度控制单元主回路断路器跳闸。
④SV03报警:表示伺服内部发生异常电流报警,原因同HC报警。
⑤SV04报警:表示驱动器发生过电压报警,原因同HV报警。
⑥SV05报警:表示来自电动机释放的能量过高,发生再生放电回路报警,原因同DC报警。
⑦SV06报警:电源电压过低报警,原因同LV报警⑧SV08报警:停止时位置偏差过大。
⑨SV09报警:移动过程中,位置跟随误差过大。
⑩SVl0报警:漂移量补偿值(PRMl834)过大。
⑾SVll报警:位置偏差寄存器超过了最大允许值(±32767);或D/A转换器达到了输出极限。
⑿SVl2报警:指令速度超过了512KP/s。