汽车发动机连杆选材与工艺设计
随着汽车制造工业的发展,对于汽车发动机的动力性能及可靠性要求越来越高,而连杆的强度、刚度对提高发动机的动力性及可靠性至关重要,因此国内外各大汽车公司对汽车发动机连杆的选材及制造技术的研究都非常重视。
连杆是汽车发动机中的主要传力部件之一,其大小经活塞销与活塞连接,大头与曲轴颈相连接,燃烧室中受压缩的油气混合气体经点火燃烧后急剧膨胀,以很大的力传给曲轴,推动曲轴旋转。连杆部件一般有连杆体、连杆盖和螺栓等所组成。在发动机工作过程中,连杆要承受膨胀气体的作用,连杆除应具有足够的强度和刚度外,还应尽量减小连杆自身的重量,以减小惯性力的作用,另外还要注意提高连杆的抗疲劳强度。连杆杆身一般都采用从大头到小头逐步变小的工字型截面形状。
连杆的选材目前来说主要分为以下几种:
①:碳素钢和合金钢
碳素调质钢和合金调质钢是连杆用钢的传统钢种,通常小功率的发动机采用碳素调质钢,大功率的发动机采用合金调质钢。碳素钢调质硬度一般在229~269HBS,合金钢可达到300HBS,但最高不超过330HBS。碳素钢抗拉强度可达到800MPa以上,冲击韧度在60J/cm2以上;合金调质钢抗拉强度可达到900MPa以上,冲击韧度在80J/cm2以上。调质钢连杆用于要求连杆有较高强度和韧性的大功率柴油机。
调质钢连杆的制造工艺是:棒料经过剪切,热锻成形,调试处理,强力喷丸、机械加工,装配与检测。我国在调质钢应用方面与国外差距不大,但在锻造技术方面与国外还有一定的差距。
②:非调质钢
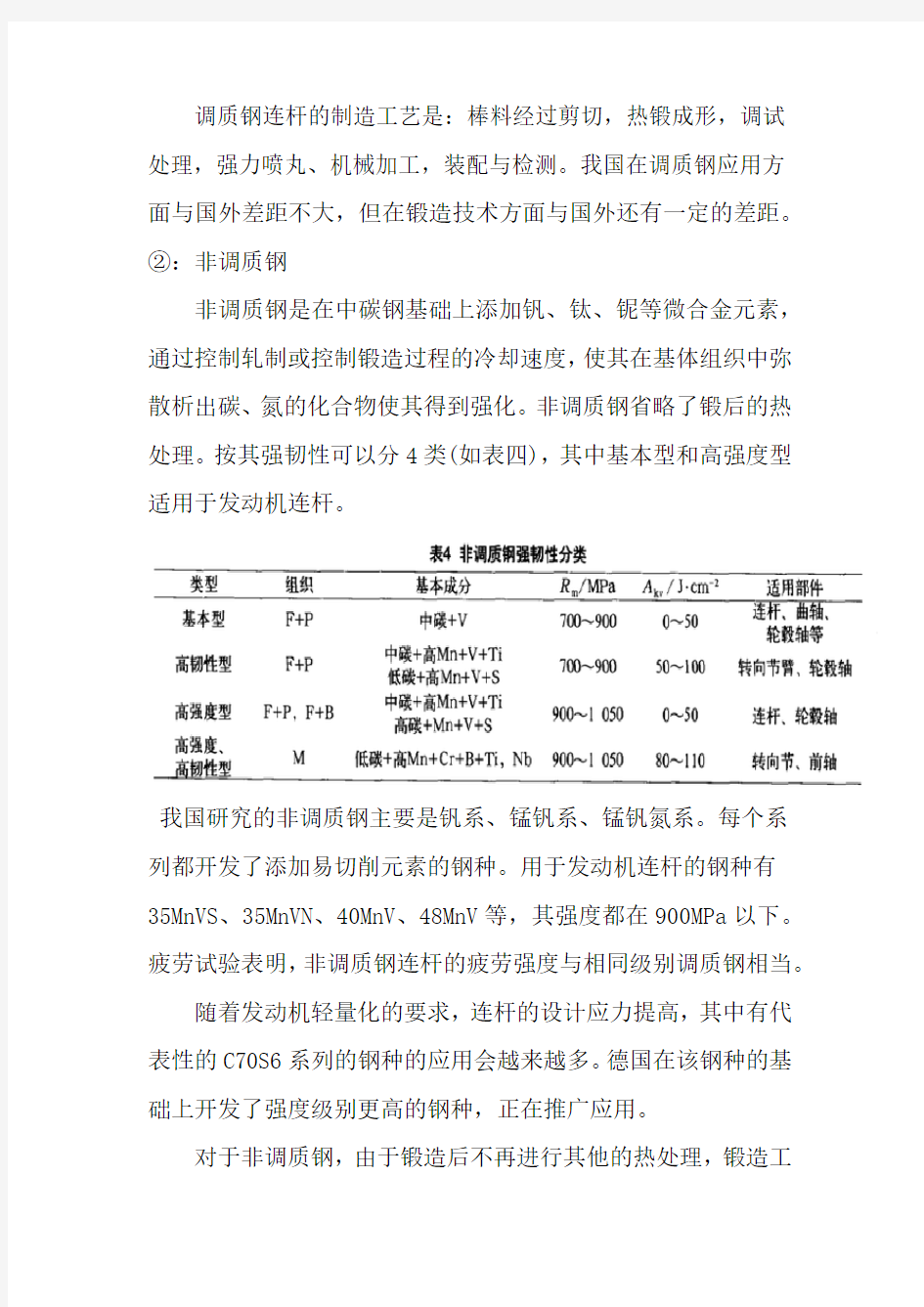
非调质钢是在中碳钢基础上添加钒、钛、铌等微合金元素,通过控制轧制或控制锻造过程的冷却速度,使其在基体组织中弥散析出碳、氮的化合物使其得到强化。非调质钢省略了锻后的热处理。按其强韧性可以分4类(如表四),其中基本型和高强度型适用于发动机连杆。
我国研究的非调质钢主要是钒系、锰钒系、锰钒氮系。每个系
列都开发了添加易切削元素的钢种。用于发动机连杆的钢种有
35MnVS、35MnVN、40MnV、48MnV等,其强度都在900MPa以下。疲劳试验表明,非调质钢连杆的疲劳强度与相同级别调质钢相当。
随着发动机轻量化的要求,连杆的设计应力提高,其中有代表性的C70S6系列的钢种的应用会越来越多。德国在该钢种的基础上开发了强度级别更高的钢种,正在推广应用。
对于非调质钢,由于锻造后不再进行其他的热处理,锻造工
序决定了连杆的最终性能,因此控制锻造加热温度和锻造后的冷却速度是保证非调质钢连杆性能的重要环节。一般要求采用感应加热,锻造后要有控冷装置。
③:粉末冶金连杆
粉末冶金连杆的强度、韧性能达到锻钢连杆的水平,是通过以下两个方面得到保证的,一是通过锻造提高粉坯的密度,二是通过添加合金元素,使粉末锻造连杆具有足够的淬透性,保证热处理后零件的质量。
粉末烧结锻造连杆锻后的金相组织为珠光体——铁素体组织,锻后的热处理与锻钢连杆的热处理相同。一般是进行调质处理,也可锻造后空冷再直接进行切削加工,这点与非调质钢的性质一样,要在金属粉末中添加可弥散强化基体的合金元素,保证锻后空冷零件的金相组织具有足够的强韧性。
④:钛合金连杆
用钛合金制造发动机连杆主要考虑的是轻量化,金属钛的密度为4.5g/cm3,仅为钢铁材料的58%,因此用钛合金制造发动机连杆,可大幅度降低发动机连杆的质量。
金属钛的抗拉强度比较低,仅有250~300MPa,生产中要添加合金元素来强化基体,通常是添加铝和钒。因此,影响钛合金的强度和硬度的主要因素是合金中铝和钒的含量,铝、钒的含量越高,钛合金的强度、硬度越高。
钛合金的切削性能较差,通常要添加易切削元素硫和稀土,
形成硫和稀土的化合物以解决切削问题。通常添加易切削元素对钛合金的疲劳性能没有不利的影响,但屈服强度在850MPa以上的钛合金,添加易切削元素会降低高负荷下合金的疲劳强度,这是因为在高负荷的情况下,易切削合金中的硫化物会促进疲劳裂纹的萌生和扩展,降低了材料的疲劳的性能。
对于一般的调质钢,其加工工艺路线一般为:
不同钢种的连杆的加工工艺路线有所不同,具体的加工工艺路线可以参见上面连杆选材中的详细说明。
下面我们来讨论一下汽车发动机连杆所做选材的理由,加工工艺设计与选择的理由(以常见的合金调质钢为例):首先根据连杆的受力特点:连杆在工作当中受交变的抗压应力、又受弯曲应力,这样的受力特点就要求连杆的心部具有较高的强度和韧性,以抵抗工作过程当中的冲击载荷,考虑到合金调质钢经过调质处理,其综合性能是最好的,韧性和强度性能都比较不错,所以,合金调质钢可以作为汽车发动机连杆的选材。根据选材,我们不难确定连杆的加工工艺路线,其中最为关键的一
个步骤是调质处理(淬火加高温回火),这一步骤对于连杆最终的力学性能起到了至关重要的作用。为了提高连杆的疲劳寿命,采用喷丸强化处理,消除连杆表面的缺陷并造成连杆表面的压应力。由于经过调质处理,使用时的组织为回火索氏体(回火S),具有较好的强度、硬度及韧性,满足汽车发动机连杆的力学性能要求。
参考文献:
[1]曹正. 汽车发动机连杆材料的现状及发展趋势[J]. 汽车工艺与材料,2007,01:7-10.
[2]郭俊才,蒋炎坤,罗健夫. 汽车发动机的现状及发展趋势[J]. 武汉汽车工业大学学报,1998,04:17-20.
发动机作为汽车的动力源泉,就像人的心脏一样。不过不同人的心脏大小和构造差别不大,但是不同汽车的发动机的内部结构就有着千差万别,那不同的发动机的构造都有哪些不同?下面我们一起了解一下。 ●汽车动力的来源 汽车的动力源泉就是发动机,而发动机的动力则来源于气缸内部。发动机气缸就是一个把燃料的内能转化为动能的场所,可以简单理解为,燃料在汽缸内燃烧,产生巨大压力推动活塞上下运动,通过连杆把力传给曲轴,最终转化为旋转运动,再通过变速器和传动轴,把动力传递到驱动车轮上,从而推动汽车前进。 ●气缸数不能过多
一般的汽车都是以四缸和六缸发动机居多,既然发动机的动力主要是来源于气缸,那是不是气缸越多就越好呢?其实不然,随着汽缸数的增加,发动机的零部件也相应的增加,发动机的结构会更为复杂,这也降低发动机的可靠性,另外也会提高发动机制造成本和后期的维护费用。所以,汽车发动机的汽缸数都是根据发动机的用途和性能要求进行综合权衡后做出的选择。像V12型发动机、W12型发动机和W16型发动机只运用于少数的高性能汽车上。 ●V型发动机结构 其实V型发动机,简单理解就是将相邻气缸以一定的角度组合在一起,从侧面看像V字型,就是V型发动机。V型发动机相对于直列发动机而言,它的高度和长度有所减少,这样可以使得发动机盖更低一些,满足空气动力学的要求。而V型发动机的气缸是成一个角度对向布置的,可以抵消一部分的震动,但是不
好的是必须要使用两个气缸盖,结构相对复杂。虽然发动机的高度减低了,但是它的宽度也相应增加,这样对于固定空间的发动机舱,安装其他装置就不容易了。 ●W型发动机结构 将V型发动机两侧的气缸再进行小角度的错开,就是W型发动机了。W型发动机相对于V型发动机,优点是曲轴可更短一些,重量也可轻化些,但是宽度也相应增大,发动机舱也会被塞得更满。缺点是W型发动机结构上被分割成两个部分,结构更为复杂,在运作时会产生很大的震动,所以只有在少数的车上应用。 ●水平对置发动机结构
年产3000 吨丙烯氰合成工段换热器工艺设计
目录 一、设计说明 (3) 1.1 概述 (3) 1.2丙烯腈生产技术的发展概况 (3) 1.2.1国外的发展情况 (3) 1.2.2国内的发展情况 (4) 1.3 世界X围内产品的生产厂家、产量 (6) 1.4世界X围内生产该产品的所有工艺及其分析 (7) 1.4.1环氧乙烷法 (7) 1.4.2 乙炔法 (7) 1.4.3丙烯氨氧化法 (7) 1.5设计任务 (8) 二、生产方案 (8) 2.1 工艺技术方案及原理 (8) 2.2 主要设备方案 (9) 2.2.1催化设备 (9) 2.2.2控制系统 (10) 三、物料衡算和热量衡算 (10) 3.1 生产工艺及物料流程 (10) 3.2 小时生产能力 (14) 3.3 物料衡算和热量衡算 (14) 3.3.1反应器的物料衡算和热量衡算 (14) 3.3.2废热锅炉的热量衡算 (17) 3.3.3空气饱和塔物料衡算和热量衡算 (18) 3.3.4 氨中和塔物料衡算和热量衡算 (21) 3.3.5换热器物料衡算和热量衡算 (27) 3.3.6丙烯蒸发器热量衡算 (32) 3.3.7丙烯过热器热量衡算 (33) 3.3.8氨蒸发器热量衡算 (33) 3.3.9气氨过热器 (34) 3.3.10 混合器 (34) 3.3.11 空气加热器的热量衡算 (35) 3.3.12吸收水第一冷却器 (36) 3.3.13 吸收水第二冷却器 (36) 四、主要设备的工艺计算 (37) 4.1 空气饱和塔 (37) 4.2 水吸收塔 (40) 4.3 合成反应器 (43) 4.4 废热锅炉 (45) 五、环境保护要求 (46) 5.1丙烯腈生产中的废水和废气及废渣的处理 (46) 六、参考文献 (50) 1设计说明
精心整理项目二十典型零件材料及热处理工艺选择 【内容简介】 本项目主要介绍轴类、齿轮类、弹簧类、箱体类选材及热处理工艺。 【学习目标】 (1)熟悉轴类零件、齿轮类零件、弹簧类零件、箱体类零件的技术要求、失效形式; (2)掌握轴类零件、齿轮类零件、弹簧类零件、箱体类零件的选材及热处理工艺。 §20.1 轴主要用于支撑传动零件并传递运动和动力。 工作条件和失效形式为: ● ● ● 性能要求: ? ? ? 1.机床主轴 当载荷和转速 钢,受冲击和交变载荷较大时,可选用20CrMnTi 渗碳钢。 备料—锻造—正火—机械粗加工—调质—机械半精加工—局部淬火+回火—粗磨——花键高频淬火+回火—精磨 2.航空发动机涡轮轴 这类轴在高温、高速和重载下工作,常用40CrNiMoA、18CrNiW钢等。 工艺路线为: 备料—模锻—正火+高温回火—机械粗加工—调质—机械精加工—磁力探伤—检验—发蓝§20.2齿轮类零件的选材及热处理工艺安排
精心整理 受力情况: ?由于传递扭矩,齿根部受交变弯曲应力; ?齿面相互接触滚动、滑动,承受大的接触应力并产生强烈的摩擦。 ?在换挡、启动和啮合不良时,轮齿承受一定的冲击载荷。 齿轮应满足的要求: ●高的弯曲疲劳强度和接触疲劳强度; ●齿面具有较高的硬度和耐磨性; ●齿轮心部具有足够的强度和韧性。 1.机床齿轮 工作平稳无强烈冲击,转速也不高。、42SiMn 等。 工艺路线一般为: 2.汽车、拖拉机、摩托车齿轮 频繁 +低温回火—机械精加工3. 除要求高的耐疲劳性外,还要求齿轮心部具有 或18Cr2Ni4WQA钢制造。 备料—模锻—正火+高温回火—机械粗加工—渗碳—高温回火—机械半精加工—淬火+低温回火—机械精加工
金属材料热处理原理与工艺课程设计40Mn发动机连杆螺栓热处理工艺设计 院、部: 学生姓名: 学号: 指导教师:职称 专业: 班级: 完成时间:
摘要 综述了发动机连杆螺栓的工作环境,使用性能,失效形式,连杆螺栓材料的选择,热处理工艺等。主要就连杆螺栓的热处理工艺做了详细的分析,通过大量的实验得出了连杆螺栓材料热处理后的金相组织图等资料。分别对球化退火、淬火、回火过程中组织、硬度的的变化做了分析。并就实验中出现的问题作了分析,以供参考。 关键词:连杆螺栓热处理;等温退火;淬火;回火;问题分析
目录 摘要............................................................................................................................................. I 前言. (1) 1 连杆螺栓的使用性能 (1) 2 材料选择及技术要求 (1) 2.1.螺栓的热处理工艺规范 (2) 2.2材料的选择 (2) 3 热处理工艺及目的 (3) 3.1退火 (3) 3.2正火 (3) 3.3淬火 (4) 3.4回火 (4) 4 设计说明 (4) 4.1失效形式 (4) 4.2工作要求 (4) 4.3结构钢40M N的化学成分 (5) 4.3.1 主要特性 (5) 4.3.2 材料分析 (5) 4.3.3 力学性能要求 (6) 4.3.4 基于材料的零件设计 (6) 4.5热处理工艺说明 (7) 5 设计方案 (8) 5.1正火 (8) 5.2调质处理 (8) 5.3回火的制定 (9) 6 螺栓的热处理质量检测 (9) 6.1硬度计 (9) 6.2外观检测与金相组织检验 (9) 7 螺栓热处理回火缺陷的原因及解决方案 (10) 参考文献 (11)
年产30万吨合成氨脱碳 工艺项目 可行性研究报告 指导教师:姚志湘 学生:魏景棠
目录 第一章总论 (3) 1.1 概述 (3) 1.1.1 项目名称 (3) 1.1.2 合成氨工业概况 (3) 1.2 项目背景及建设必要性 (4) 1.2.1 项目背景 (4) 1.2.2 项目建设的必要性 (4) 1.2.3 建设意义............................................................................. 错误!未定义书签。 1.2.4 建设规模 (4) 第二章市场预测 (6) 2.1国内市场预测 (6) 2.2 产品分析 (6) 第三章脱碳方法及种类.. (7) 3.1 净化工序中脱碳的方法. (7) 3.1.1 化学吸收法 (7) 3.1.2 物理吸收法 (8) 3.1.3 物理化学吸收法................... (8) 3.1.4 固体吸收法 (10) 3.2碳酸丙烯酯(PC)法脱碳基本原理 (10) 3.2.1 PC法脱碳技术国内外的情况 (10) 3.2.2 发展过程 (10) 3.2.3 技术经济 (11) 3.2.4 工艺流程 (11) 3.2.5 存在的问题及解决方法 (12) 3.2.6 PC脱碳法发展趋势 (13)
第一章项目总述 2.1 概述 1.1.1项目名称 年产30万吨合成氨脱碳工段工艺设计 1.1.2合成氨工业概况 1898年,德国A.弗兰克等人发现空气中的氮能被碳化钙固定而生成氰氨化钙(又称石灰氮),进一步与过热水蒸气反应即可获得氨: CaCN2+3H2O(g)→2NH3(g)+CaCO3 在合成氨工业化生产的历史中,合成氨的生产规模(以合成塔单塔能力为依据)随着机械、设备、仪表、催化剂等相关产业的不断发展而有了极大提高。50年代以前,最大能力为200吨/日,60年代初为400吨/日,美国于1963年和1966年分别出现第一个600t/d 和1000t/d的单系列合成氨装置,在60-70年代出现1500-3000t/d规模的合成氨。 世界上85%的合成氨用做生产化肥,世界上99%的氮肥生产是以合成氨为原料。虽然全球一体化的发展减少了用户的选择范围,但市场的稳定性却相应地增加了,世界化肥生产的发展趋势是越来越集中到那些原料丰富且价格便宜的地区,中国西北部有蕴藏丰富的煤炭资源,为发展合成氨工业提供了极其便利的条件。 2.2 项目背景及建设必要性 1.2.1 项目背景 我国是一个人口大国,农业在国民经济中起着举足轻重的作用,而农业的发展离不开化肥。氮肥是农业生产中需要量最大的化肥之一,合成氨则是氮肥的主要来源,因而合成氨工业在国民经济中占有极为重要的位置。 我国合成氨工业始于20世纪30年代,经过多年的努力,我国的合成氨工业得到很大的发展,建国以来合成氨工业发展十分迅速,从六十年代末、七十年代初至今,我国陆续引进了三十多套现代化大型合成氨装置,已形成我国特有的煤、石油、天然气原料并存和大、中、小规模并存的合成氨生产格局。目前我国合成氨产能和产量己跃居世界前列。 但是,由于在我国合成氨工业中,中小型装置多,技术基础薄弱,国产化水平低,远远不能满足农业生产和发展的迫切需要,因此,开发新技术的同时利用计算机数学模型来提高设汁、生产、操作和管理等的核算能力,促进设计、管理和生产操作的优化,从而推动合成氨工业发展,提升整体技术水平,己成为国内当前化学工程科研、工程设计的重要课题。
典型轴类零件的数控加工工艺设计(doc 29页)
摘要 数控技术是用数字信息对机械运动和工作过程进行控制的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造的渗透形成的机电一体化产品,即所谓的数字化装备。 本次设计就是进行数控加工工艺设计典型轴类零件,主要侧重于该零件的数控加工工艺和编程,包括完成该零件的工艺规程,主要工序工装设计,并绘制零件图、夹具图等。 通过本次毕业设计,对典型轴类零件的设计又有了深的认识。从而达到了巩固、扩大、深化所学知识的目的,培养和提高了综合分析问题和解决问题的能力以及培养了科学的研究和创新能力。 关键词:数控技术典型轴类零件加工工艺毕业设计
1.引言 数控技术集传统的机械制造技术、计算机技术、成组技术与现代控制技术、传感检测技术、信息处理技术、网络通讯技术、液压气动技术、光机电技术于一体,是现代先进制造技术的基础和核心。数控车床己经成为现代企业的必需品。随着数控技术的不断成熟和发展及市场日益繁荣,其竞争也越来越激烈,人们对数控车床选择也有了更加广阔的范围,对数控机床技术的掌握也越来越高。随着社会经济的快速发展,人们对生活用品的要求也越来越高,企业对生产效率也有相应的提高。数控机床的出现实现了广大人们的这一愿望。数控车削加工工艺是实现产品设计、保证产品的质量、保证零件的精度,节约能源、降低消耗的重要手段。是企业进行生产准备、计划调度、加工操作、安全生产、技术检测和健全劳动组织的重要依据。也是企业对高品质、高品种、高水平,加速产品更新,提高经济效益的技术保证。这不但满足了广大消费者的目的,即实现了产品多样化、产品高质量、更新速度快的要求,同时推动了企业的快速发展,提高了企业的生产效率。 数控工艺规程的编制是直接指导产品或零件制造工艺过程和操作方 法的工艺文件,它将直接影响企业产品质量、效益、竞争能力。本文通过对典型轴类零件数控加工工艺的分析,对零件进行编程加工,给出了对于典型零件数控加工工艺分析的方法,对于提高制造质量、实际生产具有一定的意义。根据数控机床的特点,针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切削用量的选择,确定加工顺序和加工路线,数控加工程序编制。通过整个工艺的过程的制定,充分体现了数控设备在保证加工精度,加工效率,简化工序等方面的优势。 本人以严谨务实的认真态度进行了此次设计,但由于知识水平与实际经验有限。在设计中会出现一些错误、缺点和疏漏,诚请各位评审老师提出批评和指正。
1引言 盐酸,又称氢氯酸,是氯化氢的水溶液。亦是氯碱企业中最基本的无机酸和化工原料之一,也是氯碱厂做好氯气产品生产能力平衡的关键产品和大宗的化学合成法产品。 氯碱,即氯碱工业,也指使用饱和食盐水制氯气氢气烧碱的方法。工业上用电解饱和NaCl 溶液的方法来制取NaOH 、Cl 2和H 2,并以它们为原料生产一系列化工产品,称为氯碱工业。 工业上利用氢气与氯气合成的方法生产氯化氢,因此盐酸是氯碱工业的重要产品。 1.1盐酸概况 1.1.1物理性质 盐酸是无色液体,具有腐蚀性,是氯化氢的水溶液(工业用盐酸会因有杂质三价铁盐而略显黄色)。氯化氢分子量36.46,密度大于空气,标准状态下的密度为1.639g /L ,临界温度为51.54℃,临界压力为8314kPa 。氯化氢气体在水中的溶解度很大,随着氯化氢的分压的升高而增加,随着温度的上升而降低。 在化学上人们把盐酸和硫酸、硝酸、氢溴酸、氢碘酸、高氯酸合称为六大无机强酸,有刺激性气味。由于浓盐酸具有挥发性,挥发出的氯化氢气体与空气中的水蒸气作用形成盐酸小液滴,所以会看到酸雾。 主要成分:氯化氢,水。 熔点(℃):-114.8(纯HCl) 沸点(℃):108.6(20%恒沸溶液) 相对密度(水=1):1.20 相对蒸气密度(空气=1):1.26 饱和蒸气压(kPa):30.66(21℃) 溶解性:与水混溶,浓盐酸溶于水有热量放出。溶于碱液并与碱液发生中和反应。能与乙醇任意混溶,溶于苯。 氯化氢在101.3kPa 压力下,沸点为—85℃,凝固点为—114.2℃。 氯化氢的比热容在常压下15℃时为0.8124kJ /kg ℃,在0—1700℃范围内,可按下式计算(其误差为1.5%) 50.7557511.2505C T -=+?10 (8-1),式中,T 为绝对温度K 。 15℃时盐酸的密度与浓度之间的关系
1 绪论 1.1炼焦煤气中回收苯族烃的意义 炼焦化学工业是煤炭综合利用的专业。煤在炼焦时除了有75%左右变成焦炭外,还有25%左右生成各种化学品及煤气,为了便于说明将煤炭炼焦时的产品列出如下:(单位:2 /Nm g) 75%25% 250~450 80~120 30~45 8~16 6~30 2~2.5 1.0~ 2.5 8~12 0.4~0.6? ? ? ? ? ? ? ←??????→? ??????? 2水煤汽焦油汽粗苯氨 焦炭煤荒煤气硫化氢 其它硫化物(CS,噻吩等) 氰化物 萘 吡啶盐基 由此看来,从荒煤气中粗苯的含量来看,回收粗苯是十分必要的。 焦炉煤气经硫铵工段后进入粗苯工段,进行苯族烃的回收并制取粗苯,目前我国焦化工业生产的苯类产品仍占很重要的地位。 1.2粗苯的性质 粗苯是多种芳烃族和和其它多种碳氢化合物组成的复杂混合物,粗苯的主要成分是苯、二甲苯、甲苯及三甲苯等,此外,还含有一些不饱和化合物,硫化物及少量的酚类和吡啶碱类。在用洗油回收煤气中的苯族烃时,则尚有少量轻质馏分掺杂在其中。 粗苯是谈黄色的透明液体,比水轻,不溶于水。在贮存时,由于轻质不饱和化合物的氧化和聚合所形成的树脂状物质能溶于粗苯使其着色并很快地变暗。在常温下,粗苯的比重是0.891~0.92kg/L。粗苯是易燃易爆物质,闪点12℃.粗苯蒸汽在空中的浓度达到1.4~7.5%(体积)范围内时,及形成爆炸性的混合物。 粗苯质量的好坏以实验室蒸馏时180℃前蒸馏出量的百分数来确定,粗苯的沸点范围是75~200℃,180℃前溜出量越多,粗苯质量越好;在180℃后的溜出物则为溶剂油。 粗苯易燃易爆,要求工段必须严禁烟火,并对电动机加以防爆。 粗苯的组成取决于炼焦配煤的组成及炼焦产物在炭化室内热解程度,粗苯各组分的平均含量见下表(表1-1)。
电子科技大学。。。。。。学院 实验报告 (实验)课程名称典型轴类零件的数控车削工艺与加工 学生:……… 学号:10 指导教师://// 日期:6-13周
电子科技大学 实验报告 学生:。。。。。。学号:11 指导教师:、、、 实验地点:工程训练中心114 实验时间:6-13周 一、实验室名称:工程训练中心 二、实验项目名称:典型轴类零件的数控车削工艺与加工 三、实验学时:32 四、实验原理: 用Mastercam软件设计图形并绘图,运用G代码,将工艺文件编制成数控加工程序,输入数控车床,加工出零件。 五、实验目的: (一)掌握轴类零件的结构特点、实际应用; (二)学习Mastercam软件绘图并进行粗工与精工程序编制; (三)掌握工艺制造工艺,学习对工程手册的使用; (四)掌握典型零件的毛培制造、热处理、机加工方法; (五)将传统加工与现代制造技术有机结合,合理制定数控加工工艺,正确使用数控设备及刀夹量具。 六、实验容: (一)、学习轴类零件的功用、结构特点及技术要求 轴类零件是机器中经常遇到的典型零件之一。它主要用来支承传动零部件,传递扭矩和承受载荷。轴类零件是旋转体零件,其长度大于直径,一般由同心轴的外圆柱面、圆锥面、孔和螺纹及相应的端面所组成。根据结构形状的不同,轴类零件可分为光轴、阶梯轴、空心轴和曲轴等。 轴的长径比小于5的称为短轴,大于20的称为细长轴,大多数轴介于两者之间。 轴用轴承支承,与轴承配合的轴段称为轴颈。轴颈是轴的装配基准,它们的精度和表面质量一般要求较高,其技术要求一般根据轴的主要功用和工作条件制定,通常有以下几项:1、尺寸精度 起支承作用的轴颈为了确定轴的位置,通常对其尺寸精度要求较高(IT5~IT7)。装配传动件的轴颈尺寸精度一般要求较低(IT6~IT9)。
年产45万吨乙醇精馏工段工艺设 计 The Process Design of Ethanol Refining Section of 450 kt/a
目录 摘要 ....................................................................................................................... Abstract ................................................................................................................引言 .......................................................................................................................第一章绪论....................................................................................................... 1.1 国内乙醇工业的发展现状 ....................................................................................... 1.2 精馏塔的相关概述 ................................................................................................... 1.2.1精馏原理及其在化工生产上的应用..................................................................... 1.2.2精馏塔对塔设备的要求......................................................................................... 1.2.3常用板式塔类型及本设计的选型......................................................................... 1.2.4本设计所选塔的特性.............................................................................................第二章工艺流程选择与原材料的计算............................................................. 2.1 乙醇精馏工艺流程的概述 ....................................................................................... 2.2 乙醇原料的计算 ..................................................................................................... 2.2.1理论玉米秸秆葡萄糖消耗量................................................................................. 2.2.2实际玉米秸秆耗量 .................................................................................................第三章精馏设备的设计内容............................................................................. 3.1 塔板的工艺设计 ....................................................................................................... 3.1.1精馏塔全塔物料衡算............................................................................................. 3.1.2理论塔板数的确定 ................................................................................................. 3.1.3精馏塔操作工艺条件及相关物性数据的计算..................................................... 3.1.4塔板主要工艺结构尺寸的计算.............................................................................
汽车发动机的曲柄连杆机构 【概述】 曲柄连杆机构是汽车发动机实现工作循环,完成能量转换的传动机构,用来传递力和改变运动方式。工作中,曲柄连杆机构在做功行程中把活塞的往复运动转变成曲轴的旋转运动,对外输出动力,而在其他三个行程中,即进气、压缩、排气行程中又把曲轴的旋转运动转变成活塞的往复直线运动。总的来说曲柄连杆机构是发动机借以产生并传递动力的机构。通过它把燃料燃烧后发出的热能转变为机械能。 发动机工作时,曲柄连杆机构直接与高温高压气体接触,曲轴的旋转速度又很高,活塞往复运动的线速度相当大,同时与可燃混合气和燃烧废气接触,曲柄连杆机构还受到化学腐蚀作用,并且润滑困难。可见,曲柄连杆机构的工作条件相当恶劣,它要承受高温、高压、高速和化学腐蚀作用。 【组成】 曲柄连杆机构的主要零件可以分为三组,即机体组、活塞连杆组和曲轴飞轮组。 机体组 机体是构成发动机的骨架,是发动机各机构和各系统的安装 基础,其内、外安装着发动机的所有主要零件和附件,承受各种 载荷。因此,机体必须要有足够的强度和刚度。发动机的机体组 主要由气缸体、曲轴箱、气缸盖和气缸垫等零件组成。 气缸体 气缸体是发动机各个机构和系统的装配基体,并由它来保持 发动机各运动部件相互之间的准确位置关系。气缸体上部的圆柱 形空腔称为气缸,下半部为支承曲轴的曲轴箱,其内腔为曲轴运 动的空间。在气缸体内部铸有许多加强筋,冷却水套和润滑油道 等。 一、气缸体的工作条件、要求及材料 (1)应具有足够的强度和刚度、耐磨损和耐腐蚀、适当冷却 ?发动机中最大的零件 ?承受拉、压、弯、扭等机械负荷 ?承受高温燃气很大的热负荷 ?发动机大部分零件安装在机体上 (2)力求结构紧凑、质量轻 ?尽量减小整机的重量(发动机最大的零件) ?加强肋(减小质量、保证刚度与强度) (3)机体材料 ?一般高强度灰铸铁或球墨铸铁、合金铸铁 ?为了减轻质量、加强散热采用铝合金 二、气缸体的分类 (一)按结构形式 根据气缸体与油底壳安装平面的位置不同,通常把气缸体
轴类零件的材料与热处理 一般轴类零件常用中碳钢,如45钢,经正火、调质及部分表面淬火等热处理,得到所要求的强度、韧性和硬度。 对中等精度而转速较高的轴类零件,一般选用合金钢(如40Cr等),经过调质和表面淬火处理,使其具有较高的综合力学性能。对在高转速、重载荷等条件下工作的轴类零件,可选用20CrMnTi、20Mn2B、20Cr等低碳合金钢,经渗碳淬火处理后,具有很高的表面硬度,心部则获得较高的强度和韧性。对高精度和高转速的轴,可选用38CrMoAl 钢,其热处理变形较小,经调质和表面渗氮处理,达到很高的心部强度和表面硬度,从而获得优良的耐磨性和耐疲劳性。 附:钢的淬火与回火是热处理工艺中很重要的、应用非常广泛的工序。淬火能显著提高2钢的强度和硬度。如果再配以不同温度的回火,即可消除(或减轻)淬火内应力,又能得到强度、硬度和韧性的配合,满足不同的要求。所以,淬火和回火是密不可分的两道热处理工艺。
车床主轴加工工艺过程分析 ⑴ 主轴毛坯的制造方法 锻件,还可获得较高的抗拉、抗弯和抗扭强度。 ⑵ 主轴的材料和热处理 45钢,普通机床主轴的常用材料,淬透性比合金钢差,淬火后变形较大,加工后尺寸稳定性也较差,要求较高的主轴则采用合金钢材料为宜。 ①毛坯热处理 采用正火,消除锻造应力,细化晶粒,并使金属组织均匀。 ②预备热处理 粗加工之后半精加工之前,安排调质处理,提高其综合力学性能 ③最终热处理 主轴的某些重要表面需经高频淬火。 最终热处理一般安排在半精加工之后,精加工之前,局部淬火产生的变形在最终精加工时得以纠正。 加工阶段的划分 ①粗加工阶段
用大的切削用量切除大部分余量,及时发现锻件裂纹等缺陷。 ②半精加工阶段 为精加工作好准备 ③精加工阶段 把各表面都加工到图样规定的要求。 粗加工、半精加工、精加工阶段的划分大体以热处理为界。 工序顺序的安排 毛坯制造——正火——车端面钻中心孔——粗车——调质——半精车表面淬火——粗、精磨外圆——粗、精磨圆锥面——磨锥孔。 在安排工序顺序时,还应注意下面几点:①外圆加工顺序安排要照顾主轴本身的刚度,应先加工大直径后加工小直径,以免一开始就降低主轴钢度。 ②就基准统一而言,希望始终以顶尖孔定位,避免使用锥堵,则深孔加工应安排在最后。但深孔加工是粗加工工序,要切除大量金属,加工过程中会引起主轴变形,所以最
丙烯腈合成工段的工艺设计 前言 毕业设计是培养学生运用理论知识进行实际设计能力的重要实践教学环节,是理论与实际结合的重要连接点。在教师指导下毕业设计可以培养我们独立思考,运用所学到的基本理论并结合生产实际的知识,综合的分析和解决工程实际问题的能力。 本次毕业设计所设计的内容为年产6万吨丙烯腈合成工段的工艺设计,通过认真细听老师课堂上讲解和任务布置,我们了解到了为完成设计需要查找资料的方向,并进行了细心的查阅,掌握了基本的理论知识。对于刚进行设计的人来说,学会收集、理解、熟悉和使用各种资料,正是设计课程需要培养的重要方面,化工设计非常强调标准规范。但是并不是限制设计的创造和发展,因此遇到与设计要求有矛盾时,经过必要的手续可以放弃标准而服从设计要求。通过设计应知道如何查取数据知道如何查找资料对丙烯腈合成工段的工艺设计有了一个全新的 认识,知道如何选取相关数据参数,建立一个工程概念,知道工程和理论的区别。对于物料衡算和热量衡算、主要设备的工艺计算(反应器)等都有一个全新的认识和了解,知道如何使用手册和资料,认识工程。
一、产品的性状、用途、国内外市场情况 1.1 丙烯腈简介 丙烯腈是一种重要的有机合成单体,在丙烯产品系列中居第二,仅次于聚丙烯,是三大合成材料(纤维、橡胶、塑料)的重要化工原料,主要用来生产聚丙烯腈纤维(腈纶)、丙烯腈- 丁二烯-苯乙烯(ABS)塑料、苯乙烯(AS)塑料、丙烯酰胺等。丙烯腈在合成纤维、合成树脂等高分子材料中占有显著地位,应用前景广阔。除此之外,丙烯腈聚合物与丙烯腈衍生物也广泛应用于建材及日用品中 1.2 丙烯腈物化性质 1.2.1 丙烯腈物理性质 无色或淡黄色液体,有特殊气味,分子量:53.06 沸点:77.3℃冰点:-83.5 ℃生成热:184.2 kJ/mol(25℃) 燃烧热:1761.5 kJ/mol 聚合热:72.4 kJ/mol 蒸汽压:11.0KPa(20℃) 闪点:0℃自燃点:481℃爆炸极限:在空气中 3.0%~17%(体积)油水分配系数:辛醇/水分配系数的对数值为-0.92 毒性:剧毒,毒作用似氢氰酸溶解性:溶于丙酮、苯、四氯化碳、乙醚、乙醇等有机溶剂,微溶于水 1.2.2 丙烯腈化学性质 丙烯腈由于分子结构带有C=C双键及-CN键,所以化学性质非常活泼,可以发生加成、聚合、腈基及氢乙基化等反应。聚合反应和加成反应都发生在丙烯腈的C=C 双键上,纯丙烯腈在光的作用下能自行聚合,所以在丙烯腈成品及丙烯腈生产过程中,通常要加少量阻聚剂,如对苯酚甲基醚(阻聚剂MEHQ)、对苯二酚、氯化亚铜和胺类化合物等。除发生自聚外,丙烯腈还能与苯乙烯、丁二烯、乙酸乙烯、丙烯酰胺等发生共聚反应,由此可制得合成纤维、塑料、涂料和胶粘剂等。丙烯腈经电解加氢偶联反应可以制得已二腈。氰基反应包括水合反应、水解反应、醇解反应等,丙烯腈和水在铜催化剂存在下,可以水合制取丙烯酰胺。氰乙基化反应是丙烯腈与醇、硫醇、胺、氨、酰胺、醛、酮等反应;丙烯腈和醇反应可制取烷氧基丙胺,烷氧基丙胺是液体染料的分散剂、抗静电剂、纤维处理剂、表面活性剂、医药等的原料。丙烯腈与氨反应可制得1,3 丙二胺,该产物可用作纺织溶剂、聚氨酯溶剂和催化剂。 1.3 丙烯腈的用途
《汽车制造工艺学》课程设计 班级: 姓名: 学号: 日期: 淮阴工学院交通工程学院
《汽车制造工艺学》课程设计任务书题目: 内容:(1)零件图 1张 (2)机械加工工艺规程卡片 1套 (3)课程设计说明书 1份原始资料:零件图样1张; 生产纲领为60000件/年; 每日1班 年月
《汽车制造工艺学》课程设计说明书设计题目: 班级: 姓名: 学号: 指导教师:
摘要 连杆是活塞式发动机和压缩机的重要零件之一,其大头孔与曲轴连接,小头孔通过活塞销与活塞连接,其作用是使活塞的往复运动转变成曲轴的旋转运动,它是柴油机关键传动件之一。连杆要承受内燃机的爆发力、压缩力和连杆往复运动的惯性力、拉伸力。因此对连杆的强度、刚度有很高的要求。又连杆与曲轴和活塞销连接,并且它们之间存在相对转动,因此对连杆大小头孔的加工要求是很高的。本文主要论述了连杆的加工工艺及其夹具设计。连杆的尺寸精度、形状精度以及位置精度的要求都很高,而连杆的刚性比较差,容易产生变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工工序分开。逐步减少加工余量、切削力及内应力的作用,并修正加工后的变形,就能最后达到零件的技术要求。 关键词:连杆加工工艺夹具设计 内容: 1.课程设计任务书1份 2.工艺卡片1套 3.机械加工工艺过程卡片1份 4.机械加工工序卡片1份 5.零件图1份 6.夹具装配图1份 7.课程设计说明书1份
目录 一、任务书 二、零件工艺性分析 2.1零件技术条件分析 2.2毛坯选择以及加工 2.3机械加工工艺路线确定 2.4连杆的机械加工工艺过程分析 2.4.1工艺过程的安排 2.4.2定位基准的选择 2.4.3确定合理的夹紧方法 2.5连杆基本加工工序 2.5.1连杆两端面的加工 2.5.2连杆大、小头孔的加工 2.5.3连杆螺栓孔的加工 2.5.4连杆体与连杆盖的铣开工序 2.5.5大头侧面的加工 2.6工序尺寸以及公差的的计算 2.6.1切削用量的选择原则 a)粗加工时切削用量的选择原则 b)精加工时切削用量的选择原则 2.6.2确定各工序的加工余量 2.6.3确定工序尺寸及其公差 三、XX号工序加工说明书 3.1工序尺寸精度分析 3.2确定加工余量 3.3夹具、定位如CAD图
齿轮材料的选择及其热处理工艺 1、齿轮材料的选择原则 齿轮材料的种类很多,在选择时应考虑的因素也很多,下述几点可供选择材料时参考: 1)齿轮材料必须满足工作条件的要求。例如,用于飞行器上的齿轮,要满足质量小、传递功率大和可靠性高的要求,因此必须选择机械性能高的合金银;矿山机械中的齿轮传动,一般功率很大、工作速度较低、周围环境中粉尘含量极高,因此往往选择铸钢或铸铁等材料;家用及办公用机械的功率很小,但要求传动平稳、低噪声或无噪声、以及能在少润滑或无润滑状态下正常工作,因此常选用工程塑料作为齿轮材料。总之,工作条件的要求是选择齿轮材料时首先应考虑的因素。 2)应考虑齿轮尺寸的大小、毛坯成型方法及热处理和制造工艺。大尺寸的齿轮一般采用铸造毛坯,可选用铸钢或铸铁作为齿轮材料。中等或中等以下尺寸要求较高的齿轮常选用锻造毛坯,可选择锻钢制作。尺寸较小而又要求不高时,可选用圆钢作毛坯。 齿轮表面硬化的方法有:渗碳、氨化和表面淬火。采用渗碳上艺时,应选用低碳钢或低碳含金钢作齿轮材料;氨化钢和调质钢能采用氮化工艺;采用表面淬火时,对材料没有特别的要求。 3)正火碳钢,不论毛坯的制作方法如何,只能用于制作在载荷平稳或轻度冲击下工作的齿轮,不能承受大的冲击载荷;调质碳钢可用于制作在中等冲击载荷下工作的齿轮。 4)合金钢常用于制作高速、重载并在冲击载荷下工作的齿轮。 5)飞行器中的齿轮传动,要求齿轮尺寸尽可能小,应采用表面硬化处理的高强度合金钢。 6)金属制的软齿面齿轮,配对两轮齿面的硬度差应保持为30~50HBS或更多。当小齿轮与大齿轮的齿面具有较大的硬度差(如小齿轮齿面为淬火并磨制,大齿轮齿面为常化或调质);且速度又较高时,较硬的小齿轮齿面对较软的大齿轮齿面会起较显著的冷作硬化效应,从而提高了大齿轮齿面的疲劳极限。因此,当配对的两齿轮齿面具有较大的硬度差时,大齿轮的接触疲劳许用应力可提高约20%,但应注意硬度高的齿面,粗糙度值也要相应地减小。 2、齿轮材料的选择 齿轮齿条是现代机械中应用最广泛的一种机械传动零件。齿轮传动通过轮齿互相啮合来传递空间任意两轴间的运动和动力,并可以改变运动的形式和速度。齿轮传动使用范围广,传动比恒定,效率较高,使用寿命。在机械零件产品的设计与制造过程中,不仅要考虑材料的性能能够适应零件的工作条件,使零件经久耐用,而且要求材料有较好的加工工艺性能和经济性,以便提高零件的生产率,降低成本,减少消耗。如果齿轮材料选择不当,则会出现零件的过早损伤,甚至失效。因此如何合理地选择和使用金属材料是一项十分重要的工作。 满足材料的机械性能,材料的机械性能包括强度、硬度、塑性及韧性等,反映材料在使用过程中所表现出来的特性。齿轮在啮合时齿面接触处有接触应力,齿根部有最大弯曲应力,可能产生齿面或齿体强度失效。齿面各点都有相对滑动,会产生磨损。齿轮主要的失效形式有齿面点蚀、齿面胶合、齿面塑性变形和轮齿折断等。因此要求齿轮材料有高的弯曲疲劳强度和接触疲劳强度,齿面要有足够的硬度和耐磨性,芯部要有一定的强度和韧性。 例如,在确定大、小齿轮硬度时应注意使小齿轮的齿面硬度比大齿轮的齿面硬度高30-50HBS,是因为小齿轮受载荷次数比大齿轮多,且小齿轮齿根较薄,强度低于大齿轮。为使两齿轮的轮齿接近等强度,小齿轮的齿面要比大齿轮的齿面硬一些。 另一方面,根据材料的使用性能确定了材料牌号后。要明确材料的机械性能或材料硬度,然后我们可以通过不同的热处理工艺达到所要求的硬度范围,从而赋予材料不同的机械性能。如材料为40Cr合金钢的齿轮,当840-860℃油淬,540-620℃回火时,调质硬度可达28-32HRC,可改善组织、提高综合机械性能;当860-880℃油淬,240—280℃回火时,硬度可达46-51HRC,则钢的表面耐磨性能好,芯部韧性好,变形小;当500-560℃氮化处理,氮化层0.15 -0.6mm时,硬度可达52-54HRC,则钢具有高的表面硬度、高的耐磨性、高的疲劳强度,较高的抗蚀性和抗胶合性能且变形极小;当通过电镀或表面合金化处里后,则可改善齿轮工作表面摩擦性能,提高抗腐蚀性能 3、齿轮常用材料 齿轮常用材料摘要:齿轮依靠结构尺寸材料强度承受载荷要求材料具有强度韧性耐磨性齿轮形状复杂齿轮精度要求要求材料工艺常用材料锻钢铸钢铸铁锻钢硬度分为大类HB称为软齿称为硬度HB工艺过程锻造毛坯正火粗车调质加工常用材料SiMnCr 液体动静压轴承常用轴壳配轴承轴承的密封类型精密轴承工序间防锈新工艺轴承寿命强化
. 毕业设计 题目:年产1万吨聚苯乙烯聚合车间工艺设计学院: 专业: 姓名: 学号: 指导老师: 完成时间:
设计说明 本次设计主要是针对年产1万吨聚苯乙烯聚合车间工艺的设计。设计的内容主要包括绪论、聚苯乙烯的聚合机理、聚合工艺介绍、物料衡算、反应釜的设计、热量衡算、自动控制等几部分。本设计采用的是热引发本体聚合的生产工艺,在确定工艺流程的基础上对以下几部分进行了设计计算:物料衡算、反应釜的设计、热量衡算等。本次设计年理论产值是一万吨经计算投料每小时需投入苯乙烯1288.8kg,甲苯175.69kg,每小时生成的聚苯乙烯计算后可知,年产量为1.08万吨。符合设计的要求。釜体容积14.33m3,釜体高度 3.18m。共需反应热为24000000KJ。 关键词:热引发本体聚合聚苯乙烯苯乙烯预聚釜聚合釜
Design Description This design is mainly aimed at the annual output of 10000 tons of polymerization polystyrene workshop process design. Design content mainly includes the introduction, polystyrene introduced the polymerization mechanism, polymerization process, material balance, the design of the reaction kettle, heat balance, automatic control and so on several parts. This design USES a thermal bulk polymerization production process, the technological process is determined on the basis of calculation in design of the following sections: the design of the material balance and the reaction kettle, heat balance, etc. The design theory of value is ten thousand tons of calculating charge per hour need for styrene 1288.8 kg, 175.69 kg, toluene per hour generated polystyrene after calculation, the annual output of 10800 tons. In line with the requirements of design. The kettle body volume of 14.33 m3, body height of 3.18 m. The total heat of reaction of 24000000 kJ. . Keywords:Heat cause Bulk polymerization polystyrene styrene The performed kettle Polymerization kettle
—汽车发动机连杆的热处理工艺设计 目录 摘要---------------------------------------------------------------------------------------------------(1)1.概述--------------------------------------------------------------------------------------------(2)1.1 前言-----------------------------------------------------------------------------------------------(2)1.2 使用性能-----------------------------------------------------------------------------------------(2) 1.3 失效形式---------------------------------------------------------------------------------------(2) 1.4 材料选择---------------------------------------------------------------------------------------(2) 1.4.1技术要求-----------------------------------------------------------------------------------(2) 1.4.2材料比较------------------------------------------------------------------------------------(3) 1.5热处理工艺及目的----------------------------------------------------------------------- ----(4) 1.5.1退火--------------------------------------------------------------------------------------------(4) 1.5.2正火-------------------------------------------------------------------------------------------(4) 1.5.3淬火----------------------------------------------------------------------------------------- (4) 1.5.4回火--------------------------------------------------------------------------------------------(5) 2.热处理工艺-------------------------------------------------------------------------------------(5) 2.1工艺路线------------------------------------------------------------------------------------- -(5) 2.1.1 等温退火---------------------------------------------------------------------------------(5) 2.1.2淬火----------------------------------------------------------------------------------------(5) 2.1.3回火-----------------------------------------------------------------------------------------(6) 3.实验结果及分析---------------------------------------------------------------------6) 3.1 组织及分析----------------------------------------------------------------------------------(6) 3.1.1原始组织----------------------------------------------------------------------------------- (6) 3.1.2 等温退火后组织---------------------------------------------------------------------------(7) 3.1.3淬火后组织----------------------------------------------------------------------------------(7) 3.1.4 回火后组织---------------------------------------------------------------------------------(8) 3.2 缺陷分析------------------------------------------------------------------------(8) 3.2.1过热-----------------------------------------------------------------------------------------(8) 3.2.2欠热-----------------------------------------------------------------------------------------(8) 3.2.3淬火裂纹-----------------------------------------------------------------------------------(8) 3.2.4脱碳组织-----------------------------------------------------------------------------------(8) 3.2.5热处理变形--------------------------------------------------------------------------------(9) 3.2.6软点-----------------------------------------------------------------------------------------(9) 3.2.7回火缺陷-----------------------------------------------------------------------------------(9) 4 . 总结--------------------------------------------------------------------------------(10) 5. 参考文献-------------------------------------------------------------------------(10) 6.致谢----------------------------------------------------------------------------------(10)