C70型梳棉机针布配置实例分析
- 格式:pdf
- 大小:2.09 MB
- 文档页数:4
梳棉针布选配的探讨胡建凡【期刊名称】《纺织导报》【年(卷),期】2012(000)009【总页数】2页(P57-58)【作者】胡建凡【作者单位】光山白鲨针布公司【正文语种】中文作为棉纺厂的心脏工序梳棉是从棉卷(筵棉)经梳棉机的梳理、除杂、均匀混合后在道夫针布上凝聚成单纤维状的棉网然后输出成条的工序其质量的好坏将直接影响到成纱质量优劣。
针布又称为梳棉机的心脏重要性不言而喻。
只有针对不同的产品结构和纺纱要求来对针布进行合理的选配才能发挥梳棉机应有的效能。
现代金属针布的发展趋势除了“矮、浅、尖、薄、密、小”外新齿形、精抛光、硬镀层等先进的工艺也得到广泛的应用。
选配的时候首先要对金属针布标示的含义有较全面的认识以锡林针布为例具体标示如图1和表1。
梳棉机针布的选配是以锡林针布为中心然后再选择其它针布来相配套。
选配的时候要考虑到锡林、道夫、盖板针布间的相互配套及规格参数间的相互影响。
选配过程中一般要考虑以下因素。
机型不一样很多因素也不一样直径小的锡林滚筒包上同样型号的针布后针布的工作角相对锡林滚筒直径大的就会变大影响梳理的效果故选配的时候滚筒直径越小工作角也应该越小。
如克洛斯洛尔系列40英寸滚筒和立达C60系列32英寸滚筒选配锡林针布的工作角应该比正常50英寸锡林的工作角小5°~10°。
另外新型高产梳棉机为了达到梳理度针布的密度也适当加密。
如纤维种类、长度、含杂、强力、摩擦力、油剂、静电等,一般纯棉以20高度系列为主,化纤和纤维素纤维以25高度系列为主,高产时为了加强分梳也可考虑20高度系列。
纤维较长时锡林针布的齿距也应该相应放大,纤维较长、含油剂、静电较大等情况还要考虑针布前角的变化,以利于纤维在梳理过程中的释放转移。
锡林速度与选择锡林针布的前角有直接关系,产量越高锡林速度越快,离心力越大,向道夫转移纤维越有利,可选择更大前角以加强分梳。
一般情况下300 r/min以下锡林速度选25°前角的较多,330 ~ 420 r/min选30°前角的较多,420 ~550 r/min选30°~35°前角的较多,550 r/min以上选35°~40°前角的较多,以适应不同速度和产量的需要。
【技术】高产梳棉机新型梳理器材提升质量优势分析(下)固定盖板梳针上的纤维无离心力,受针尖配置影响,锡林控制纤维的离心力和纤维经过针齿的挤压力,相互作用产生分梳。
固定盖板与锡林针齿接触分梳,特点是:固定盖板分配系数为零,纤维不集聚,不产生交替转移分梳,没有均匀作用。
但是,其在接触分梳的过程中,会使部分纤维发生位移,从而产生混合作用。
后固定盖板作用对棉束起到分解作用,为梳理提供良好的纤维取向度,减小棉束,减轻盖板的梳理负担,提高梳理质量。
前固定盖板,对经锡林盖板区梳理的纤维再次梳理,提高纤维梳理度和伸直度,改善棉网清晰度。
固定盖板目前存在的问题:(1)后固定盖板嵌杂挂花,致使分梳作用下降;(2)固定盖板的梳理作用不明显;(3)与隔距工艺配合不当,会造成大杂变为小杂;(4)部分存在纤维损伤的问题;(5)在隔距设定时,由于固定盖板的针面为直面,两针面最紧点在中间位置,隔距过紧时,存在渐开隔距不利于梳理质量的提高。
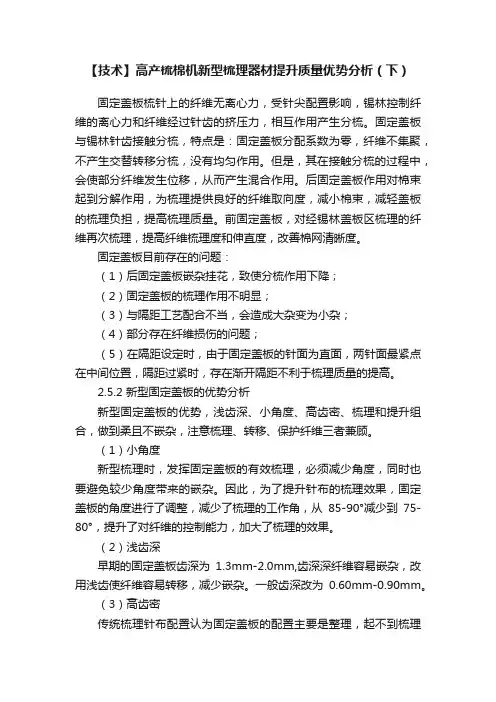
2.5.2 新型固定盖板的优势分析新型固定盖板的优势,浅齿深、小角度、高齿密、梳理和提升组合,做到柔且不嵌杂,注意梳理、转移、保护纤维三者兼顾。
(1)小角度新型梳理时,发挥固定盖板的有效梳理,必须减少角度,同时也要避免较少角度带来的嵌杂。
因此,为了提升针布的梳理效果,固定盖板的角度进行了调整,减少了梳理的工作角,从85-90°减少到75-80°,提升了对纤维的控制能力,加大了梳理的效果。
(2)浅齿深早期的固定盖板齿深为1.3mm-2.0mm,齿深深纤维容易嵌杂,改用浅齿使纤维容易转移,减少嵌杂。
一般齿深改为0.60mm-0.90mm。
(3)高齿密传统梳理针布配置认为固定盖板的配置主要是整理,起不到梳理作用,一般采用稀齿配置。
新型的固定改板,其密度有大幅度的增加,传统的140-450齿/(25.4mm)2,现在增加到140-860齿/(25.4mm)2,梳理的效果明显提升。
(4)弧齿面新型固定盖板工作面齿底有圆形齿底设计成为负底齿,有效提高排杂能力。
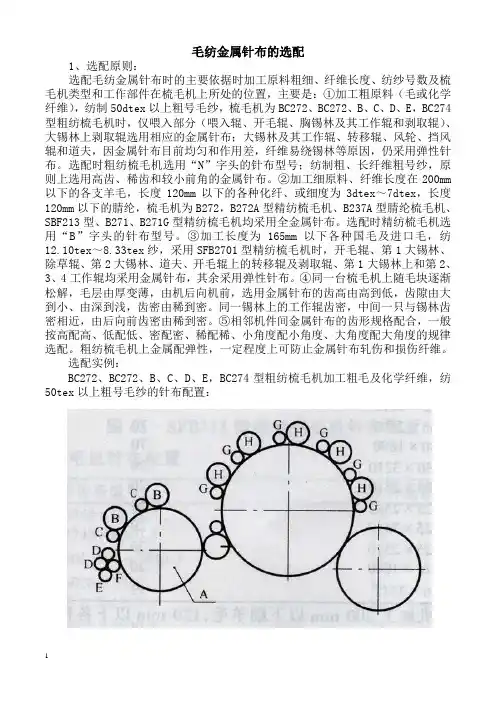
毛纺金属针布的选配1、选配原则:选配毛纺金属针布时的主要依据时加工原料粗细、纤维长度、纺纱号数及梳毛机类型和工作部件在梳毛机上所处的位置,主要是:①加工粗原料(毛或化学纤维),纺制50dtex以上粗号毛纱,梳毛机为BC272、BC272、B、C、D、E,BC274型粗纺梳毛机时,仅喂入部分(喂入辊、开毛辊、胸锡林及其工作辊和剥取辊)、大锡林上剥取辊选用相应的金属针布;大锡林及其工作辊、转移辊、风轮、挡风辊和道夫,因金属针布目前均匀和作用差,纤维易绕锡林等原因,仍采用弹性针布。
选配时粗纺梳毛机选用“N”字头的针布型号;纺制粗、长纤维粗号纱,原则上选用高齿、稀齿和较小前角的金属针布。
②加工细原料、纤维长度在200mm 以下的各支羊毛,长度120mm以下的各种化纤、或细度为3dtex~7dtex,长度120mm以下的腈纶,梳毛机为B272,B272A型精纺梳毛机、B237A型腈纶梳毛机、SBF213型、B271、B271G型精纺梳毛机均采用全金属针布。
选配时精纺梳毛机选用“B”字头的针布型号。
③加工长度为165mm以下各种国毛及进口毛,纺12.10tex~8.33tex纱,采用SFB2701型精纺梳毛机时,开毛辊、第1大锡林、除草辊、第2大锡林、道夫、开毛辊上的转移辊及剥取辊、第1大锡林上和第2、3、4工作辊均采用金属针布,其余采用弹性针布。
④同一台梳毛机上随毛块逐渐松解,毛层由厚变薄,由机后向机前,选用金属针布的齿高由高到低,齿隙由大到小、由深到浅,齿密由稀到密。
同一锡林上的工作辊齿密,中间一只与锡林齿密相近,由后向前齿密由稀到密。
⑤相邻机件间金属针布的齿形规格配合,一般按高配高、低配低、密配密、稀配稀、小角度配小角度、大角度配大角度的规律选配。
粗纺梳毛机上金属配弹性,一定程度上可防止金属针布轧伤和损伤纤维。
选配实例:BC272、BC272、B、C、D、E,BC274型粗纺梳毛机加工粗毛及化学纤维,纺50tex以上粗号毛纱的针布配置:部件序号针布齿条型号单件重量/kgA B C D E F G H NT5530×6415NW5530×6415NS5530×6415NT6020×7315NT5530×6415NT6020×7315NS3630×3212NT5530×64153010.563681112纺制各号纱时的针布配置:部件序号针布齿条型号单件重量/kgABCDEFGHI 部件序号BT5020×10015BW4225×4212BS4225×4212BR4225×4212BR4230×3210BR4525×2510BT5520×5415(6215)BM3540×3710BM3555×2885BT5030×3718BT4525×2512针布齿条型号2.51181033333437375735单件重量/kgJ K L M N P BT4525×2510BC3812×1810BC3812×1810BD4235×2590BD4230×1890BW4230×3210BW4525×2510BW4525×2512BW4525×2110BW4525×2510BW4525×1810BS3630×321235105105707020202020202011B272A型精纺梳毛机加工200mm以下细羊毛,120mm以下各种化纤,纺制各号纱时的针布配置:部件序号针布齿条型号单件重量/kgA B C D EF GH IJKLMBT5020×10015BW4225×4212BS4225×4212BR4225×4212BR4230×3210BR4525×2510BT5520×5415(6215)BM3540×3710BM3555×2885BT5030×3718BC3512×1810BC3812×1810BD4235×2590BD4230×1890BW4525×2512BW4525×2110BW4525×2510BW4525×1810BS3630×32122.51181033333437379010510570702020202011SFB213型精纺梳毛机加工200mm以下细羊毛,120mm以下各种化纤纺各号纱时的针布配置:SFB213型精纺梳毛机针布配置部件序号针布齿条型号单件重量/kgA B C D EF GH IJKLMBT3740×6030-3BT3740×8340-3BT50(-6)×7840-3BT6020×7315嵌条1.5×2.5BT3740×6030-3BT3740×8340-3BT5240×4230-3BM3642×4010BM3642×5510BM3642×4080BM3642×4080BW4525×2512嵌条1.5×1.8BT3630×3212BW4525×2110BW4525×1810BC3812×1810BD4230×189035341810814132.5×5171718181079×518×318×810468B271型精纺梳毛机加工200mm以下细羊毛,120mm以下各种化纤,纺制各号纱时的针布配置:部件序号针布齿条型号单件重量/kgA B C BT5020×10050BT5107×8515BT5020×85152.51138DEFGHIJK 部件序号BW3540×3710BM3555×2885BR4230×3210BR4525×2510BW4525×2512BW4525×2110BW4230×3212BW4525×2510BW4525×2512BW4525×2110BW4225×2510BW4525×1810BS3630×3212BC3515×3215针布齿条型号343425252020202020202020985单件重量/kgL M N BC4012×2512BD4235×3214BD4530×2110BC3512×1810BC3812×1810BD4235×2590BD4230×18908555551051057070B271G改造型精纺梳毛机加工200mm以下细羊毛,120mm以下各种化纤,纺各号纱时(纺64支洗净毛、56支粗毛、70支细毛时效果更佳)的针布配置:部件序号针布齿条型号单件重量/kgBC D E F G H IJ K BT3740×6030-3BT3740×8330-3BM3642×4080BM3642×5580BM3642×4080BM3642×5580BC3812×1810BC3512×1810BD4230×1890BD4235×2590BR4525×2510嵌条1.5×1.8BR4230×3210嵌条1.5×1.8BT5240×4230-3BW4525×2110BW4525×2512BW4525×1810BW4525×2510BS3630×3212909232323232110110707025252525352020202011SFB2701型精纺梳毛机纺12.10tex~8.33tex毛纱,165mm以下各种国毛及进口毛或各种化纤时的针布配置:部件序号针布齿条型号单件重量/kgB CDE F G H IBC3740×6030-3BC3740×8330-3BM3642×4010BM3642×5580BM3642×4080BM3642×5580BC4230×1890BD4535×2590BS50(-6)×7840-3BR5615×7040-3BW5240×422510310432323232223169152439部件序号针布齿条型号单件重量/kgA B C D E F G H I J K L BT5520×5415(6215)BR4225×4212BT5030×3718BR4525×2510BC3812×1890BD4230×1890BS4525×4212BW4225×4212BS3630×3212BW4525×2110BW4525×1810BT5020×100153311903310570911920202.5部件序号针布齿条型号单件重量/kgABCDEFGHIJ部件序号NT6020×8815NT6020×7315NT6020×7315NT5420×5612NW5420×5612NS5420×5612NS5420×5612NC5430×4210NC4230×4210NC5430×4210NC4230×4210NC5430×4210针布齿条型号2.87.012.425.410.511.55.247.129.614.18.937.6单件重量/kgK L M N P Q R NC4230×4210NC5430×4210NC4230×4210NC5430×4210NC4230×4210NC5430×3210NC4230×3210NC5430×3210NC4230×3210NC5430×3210NC4230×3210NC5430×3210NC4230×3210NC5430×3210NC4230×321023.79.46.05.63.537.623.747.129.614.18.99.45.95.63.5部件序号针布齿条型号齿密/齿.(25.4mm)-2单件重量/kgA B C D E F G H I J K LBT8015×9620BT5500×8112-3BT4715×5525-3BW4730×3621-3BW4730×3618-3BR4720×3621-3BC4720×3621-3BR4720×3621-3BC3815×2511BD5040×2510BW5040×2510BW3810×3213336647851008585852462582581552414563532162601262701504215部件序号针布齿条型号齿密/齿.(25.4mm)-2A B BT3740×6040-3BT3740×8440-3BT3740×6030-3271936五、绢纺针布选配:绢纺制绵工艺由于所用机械不同,基本可分为二类:用圆型梳棉机精梳的称圆梳制绵工艺,也称老工艺;用直型梳机精梳的称直型精梳制绵工艺,也称新工艺;该设备主要采用金属针布。
新型梳棉机配置梳理器材浅析王 勇(孚日集团股份有限公司棉纺二厂,山东潍坊 261500)摘要:为适应高速高产对新型梳棉机的要求,介绍JWF1213型、TC10型梳棉机的特点及研发理念;详细分析高产梳棉机对梳理器材在材质、淬火硬度、齿密、纤维层等方面的要求。
指出:随着梳棉机产量的提高,对针布材质、刺辊和锡林转速及金属针布齿条齿密、后固定齿条盖板针布更换周期、回转盖板弹性针布针尖的处理和道夫转移率等进行合理地选择配置,可延长针布更换周期、减少工作量,有利于质量和产量的提高。
关键词:梳棉机;高速高产;JWF1213型;TC10型;梳理器材;针布中图分类号:TS103.82+1 文献标志码:B 文章编号:1001-9634(2019)01-0032-02Brief Analysis of New Carding Machine with Carding AccessoriesWANG Yong(No.2Cotton Spinning Plant of Sunvim Group Co.,Ltd.,Weifang 261500,China)Abstract:To meet the requirements of high-speed and high-yield for new carding machine,thecharacteristics and R&D philosophy of the carding machine JWF1213and TC10.The require-ments of carding accessories for high-yield carding machine in material,quenching hardness,tooth density and fiber layer are analyzed indetail.It is pointed out that with the increase of car-ding output,the material of card clothing,the speed of taker-in and cylinder,density of metalcard clothing,the replacement cycle of back stationary flat card clothing,the handling of thewire point of the rotating flexible top and doffer transfer rate should be reasonably selected andconfigured to prolong the replacement cycle of card clothing,reduce the workload,and improvethe quality and output.Key Words:carding machine;high speed and high yield;JWF1213;TC10;carding accessories;clothing收稿日期:2018-06-28作者简介:王 勇(1986—),男,山东高密人,高级技师,主要从事清梳联工艺改进方面的研究。

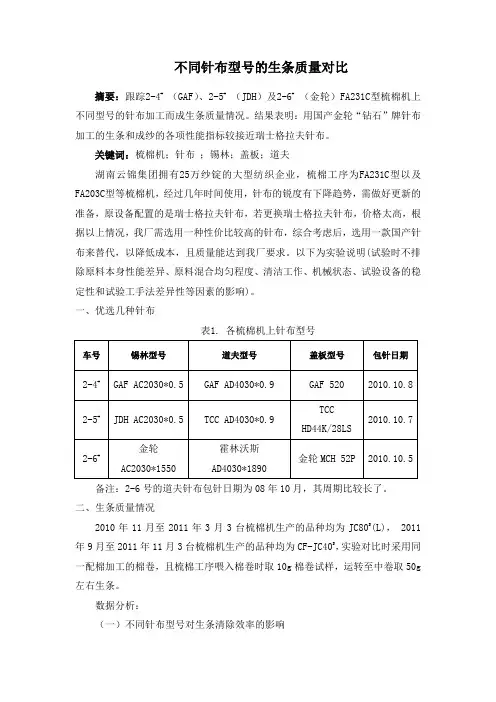
不同针布型号的生条质量对比摘要:跟踪2-4#(GAF)、2-5#(JDH)及2-6# (金轮)FA231C型梳棉机上不同型号的针布加工而成生条质量情况。
结果表明:用国产金轮“钻石”牌针布加工的生条和成纱的各项性能指标较接近瑞士格拉夫针布。
关键词:梳棉机;针布;锡林;盖板;道夫湖南云锦集团拥有25万纱锭的大型纺织企业,梳棉工序为FA231C型以及FA203C型等梳棉机,经过几年时间使用,针布的锐度有下降趋势,需做好更新的准备,原设备配置的是瑞士格拉夫针布,若更换瑞士格拉夫针布,价格太高,根据以上情况,我厂需选用一种性价比较高的针布,综合考虑后,选用一款国产针布来替代,以降低成本,且质量能达到我厂要求。
以下为实验说明(试验时不排除原料本身性能差异、原料混合均匀程度、清洁工作、机械状态、试验设备的稳定性和试验工手法差异性等因素的影响)。
一、优选几种针布表1. 各梳棉机上针布型号备注:2-6号的道夫针布包针日期为08年10月,其周期比较长了。
二、生条质量情况2010年11月至2011年3月3台梳棉机生产的品种均为JC80S(L), 2011年9月至2011年11月3台梳棉机生产的品种均为CF-JC40S,实验对比时采用同一配棉加工的棉卷,且梳棉工序喂入棉卷时取10g棉卷试样,运转至中卷取50g 左右生条。
数据分析:(一)不同针布型号对生条清除效率的影响表1.不同针布型号生条的清除效率(%)由上表1.和图1.显示:2-4#(GAF)与2-6# (金轮)平均清除效率较接近,两者均要比2-5#(JDH)具优势;2011年9月至2011年11月因品种的改变清除效率普遍低于前几个月。
(二)不同针布型号对生条中纤维长度的影响表2.生条中纤维的有效长度(mm)由上表2.和图2.显示:每月平均有效长度基本一致,点线波动规律相近;2011年9月至2011年11月因品种的改变纤维有效长度普遍低于前几个月。
(三)不同针布型号对生条中短绒含量的影响表3. 生条中每克纤维16mm短绒含量(%)由上表3.和图3.显示:2-4#(GAF)与2-6# (金轮)短绒含量较接近,两者均比2-5#(JDH)稍低;2011年9月至2011年11月因品种的改变短绒含量普遍高于于前几个月。


梳棉工艺设计及生条质量控制1 梳棉在纺纱工程中作用与地位(1)“清、钢、浆”历来被认为棉纺工程中是三个最关键的工序,特别是梳棉工序。
(2)“梳棉是纺织厂的心脏”“梳得如何就纺得如何”是长期生产实践形成的共识。
(3)梳棉是形成并奠定半成品结构的基础,是影响后工序生产及成纱质量最要紧的工序之一。
2 梳棉工序质量操纵目标(1)纤维分离度,马上纤维束分解成单纤维状态;------顺利实现牵伸的基础;------纤维与结杂的充分分离是去除结杂的基础;----- 纤维以单纤维状态实现更充分混合(2)尽可能去除棉结与杂质------普梳工艺基本上是除杂的最后一道关口;------精梳品种还与精梳工序有关,这是清梳联短绒率较高对精梳品种的影响精梳小于普梳的原因所在。
但关于减轻精梳负担,实现高效能精梳关系也十分密切。
(3)操纵短绒增长率----短绒率与成纱质量密切有关:短绒增加,条干恶化,常发性纱疵增加,飞花增多,粘缠挂堵多,使短粗节纱疵增加(10万米纱疵),有人认为,短绒每增加3%,条干CV恶化1%。
----随着高产梳棉机产量的提高,短绒增加导致质量下降的问题日渐突出。
梳棉工序质量操纵还应包含生条条干、生条重量、落棉操纵等等问题,限于时间关系,此处不再赘述。
要紧是以上3个方面3 梳棉工艺路线(1)过去一种比较典型的说法是:“紧隔距、强分梳、好转移”这条工艺路线是以提高梳棉机分梳、除杂能力为核心的,尽管也提到转移问题,但不够突出,“好转移”的目标不够明确。
这条工艺路线在提高梳棉机分梳质量。
清除结杂,提升梳棉机单产方面发挥了很大的作用。
(2)近年来(2007年全国梳理质量会议)提出的工艺路线是“梳理转移适度、结杂短绒兼顾”。
这条工艺路线应该说是对近年来高产梳棉机工艺实践的总结,比较全面的提出了正确处理梳理与转移、结杂与短绒关系,合懂得决充分梳理与短绒操纵这对矛盾的原则。
比较全面的反映了对梳理工艺核心的认识。
(3)梳棉机的梳理度并非越大越好,转移率过大或者大小也会对质量造成不利影响,务必适中掌握。
盖板针布主要针布主要的分析盖板针布主要针布主要的分析纺织行业不断的发展,首先纺织机械发展为其创造了条件,在纺织发展过程中梳棉机恰当哦机器重要的作用,梳棉机的不断发展,不但要提高产量,但更重要的是纤维分梳成单纤维状态,才能保证成纱质量。
而且梳棉机关键是锡林河盖板之间的分梳好,可以说是纺好纱必须选用好针布。
盖板针布的主要设计与制造一分析,从上世纪60年代,日本轻其轻器材器材公司植针排列将斜纹改为缎纹,使横向针距1.1mm改为0.9mm左右,这样提高了分梳效能。
80年代初,瑞士格拉芙公司创造了错位移动植针排列,使横向针尖距以下改到0.4mm-0.35mm,使盖板针布横向密度大大提高。
21世纪初意大利斯达克公司将横向针尖距改到0.32mm,这样就为高产梳棉机提供了强分梳的条件,保证了梳理纤维质量,但盖板针布纵向针尖距一直是等距离,没有明显进步.20世纪90年代初,格拉芙公司制造出1/3针面逐步增加密度,2/3针面为米去的双曲针布,者对对分梳有很好的作用。
2000年初,意大利斯柯达西公司应金星针布公司的要求,采用电脑控制将盖板针布植针纵向排列由稀到密逐步调整,也就是说植针排列减少一个常数针距,这样使盖板针布纵向距离逐步减少,是纤维的分梳逐步加强,符合我们分梳原理要求。
如减少盖板踵趾差,也能使分梳逐步加强。
如果我们仅以不发展,取消踵趾差(即踵趾差为0),就能进行强分梳为提高分梳效能创造了更好的条件。
可以说盖板植针机排列已进入一个新的阶段。
一、植针机植针机是生产盖板针布的主要设备,盖板针布的规格和型号都是有植针机来完成的。
但是在设计型号规格尺寸、排列形式时必须考虑植针机能否进行生产。
我国的三种植针机;;1、老式植针机,该机不断改进,现克生产所有的一般型号的盖板针布,时候国内目前做多的盖板针布生产设备。
2、二十世纪八十年代瑞士格拉芙公司的植针机,八十年代中期的无锡纺织器材厂引进该设备,改机最高速度高达320针/分,比普通植针机提高15%左右的生产能力。
第45卷第4期 2017年4月
挥tj}僻挝禾
Cotton Textile Technology 【49】
C70型梳棉机针布配置实例分析 陈玉峰 (光山白鲨针布有限公司,河南信阳,465450) 摘要: 探讨C70型梳棉机的针布配置。分析了C70型梳棉机锡林、道夫、盖板、刺辊和固定盖板等针布 配置特点,并与传统配置针布规格进行了对比。实例介绍了配置驼峰锡林和刺辊针布、每排渐密活动盖板、高齿 深齿直齿形横纹道夫、导板式棉网清洁器等。认为:通过优化配置针布,解决了纤维控制和释放、梳理和转移、气 流疏导和充分排杂、充分梳理和减少纤维损伤之间的矛盾,有利于C7O型梳棉机实现高速高产高质高效。 关键词: C70型梳棉机;梳理面积;锡林;道夫;针布 中图分类号:TS104.2 3 文献标志码:B 文章编号:1000—7415(2017)04—0049—04
Example Analyses of C70 Carding Machine Card Clothing C0nfiguratiOn
CHEN Yufeng (Guangshan White Shark Card Clothing Co.,Ltd.,Henan Xinyang,465450)
Abstract Card clothing configuration of C7O carding machine was discussed.Card clothing configuration characteristics of C70 carding machine cylinder,doffer,flat,licker-in,stationary flat and SO on were analyzed and compared with traditional card clothing specification.Examples of Tuofeng cylinder and licker-in card clothing, density-increased free flat,high—tooth deep—tooth doffer,guide plate web cleaner and SO on were introduced.It is considered the contradictions between fiber control and release,carding and transfer,flow channel and fully ex— haust impurities,fully combing and reduce fiber inj ury were resolved by optimizing card clothing configuration.It is beneficial tO realize higher speed,higher production,higher quality and higher efficient of C70 carding machine. Key Words C70 Carding Machine,Carding Area,Cylinder,Doffer,Card Clothing
C70型梳棉机采取了增加锡林幅宽,减小锡 林和道夫直径,多刺辊或单刺辊模块化组和,增加 活动盖板数量、导板和反齿固定盖板棉网清洁等 技术创新,实现了高产高效,台时产量5O kg~ 160 kg。这些进步对梳理过程中的纤维运动、气 流疏导、杂质排除等都有一定的要求。合理配置 各针布,对实现高产、高质和高效具有重要意义。
1 C70型梳棉机针布配置需考虑的问题 C70型梳棉机工作幅宽为1 500 mm,锡林与 盖板积极梳理区面积增加近5O%;抬高了锡林高 度,降低了刺辊和道夫位置,减少了传统机型大漏 底纤维控制区的空间,使锡林与道夫、锡林与刺辊
作者简介:陈玉峰(1975一),男,高级工程师,chengyufeng9186@ 163.COITI 收稿日期:2016-11-30
三角区气流运动加剧,影响纤维的转移。当采用 814 mlTl小直径锡林、680 Inm直径道夫、锡林速 度550 r/min ̄900 r/min、刺辊速度1 200 r/min 以上时,纤维在梳理过程中受离心力影响趋向齿 尖运动,附面层气流运动加剧,影响排杂和纤维转 移。应针对不同的纤维采取不同的刺辊梳理模 块。产量增加后,固定盖板和棉网清洁器要承担 排除大量的短绒和杂质功能,需要在数量和结构 上加大排除尘杂短绒的空间【1]。配置适合自动磨 针需求的齿形,否则会造成针布损伤。IGS自动 磨针系统包括IGS-Top自动磨盖板系统和IGS— Classic自动磨锡林系统。
2梳理针布配置实例与分析 2.1 C70型梳棉机针布配置实例 针布配置应根据所纺纤维品种进行配置,从 【50 1 择跬 技术 Cotton Textile Technology 第45卷 第4期
2017年4月
齿形、角度、齿密以及齿尖和盖板植针形式等进行 有效的组合。在高速梳理过程中,应保证梳理排 杂兼顾、效率和质量兼顾.实现高速高产。具体针 布配置实例见表1。 表1 C70型梳棉机针布配置实例 项目 纺粘胶棉针布及配置 纺棉针布及配置 锡林p-2040S×0.4.BB-965 P一1840CX 0.4-965 道夫 M一46301×0.1一C 307 M一4530×0.卜C 307 盖板 RSTOM-48/0 RST()M一55/0 刺辊一 vJ25010v_12-8—36 VJ25010V—l2—8—36 剌辊二 VN5020—12—120 VN5020—12—120 刺辊二三 VN5030f}16—210 VN5030B-I 6-210 同定盖板前2后4 前2后4 棉网清洁器前2后2插板可调 前2后2插板可调 2.2 C70型梳棉机针布配置实例对比分析 2.2.1 P系列驼峰齿锡林针布的配置分析 锡林 减小后.锡林速度没定为550 r/rain 以上.纤维离心力随锡林速度提高而增加的幅度超 过了纤维摩擦 随锡林速度提高而增加的幅度,故 纤维趋于齿尖运动的趋势随锡林转速的提高而增 表2 I,系列锡林针布与普通锡林针布规格参数对比 加,同时高速高产后锡林针面负荷增加 。因此, 加强梳理,提高穿刺效果.降低针面负荷。减少纤维 下沉齿底,也是梳棉机高速高产后针布配置的一个 关键。与普通高速高产梳棉机相比,C7o型梳棉机 在锡林针布配置上,采取更优化的P系列1.8 mm、 2.0 mm驼峰齿针布配置能对J二述问题进行有效 控制。从而保证梳理质量。P系列锡林 ‘布与普通 锡林针布规格参数对比见表2。 P系列锡林针布配置在“矮浅尖薄密小”的基 础上,改进了齿尖齿形,提高了穿刺能力.同时平 顶齿便于在线磨针系统的维护。囟形特点:背边 上采用小夹角直边设计,保持强抓取分梳性能;针 齿1 2处加弧形流线,托持纤维;浅齿隙、大尚距、 小夹角、流线形控制纤维,增强排杂;齿底改为圆 弧形,减少纤维在齿底固定部位转移的作用力,减 少了对针布的磨损。综合来看, 尖薄利于穿刺, 5O。1 作角对纤维控制强. 顶面积小便 维护, 较传统锡林针布比具有优势.利丁实现C70型梳 棉机高速高质。
沣:齿街均为950齿/(25._nlII1):,” 均为0.4 mm。 2.2.2刺辊模块针布配置分析 【、70 梳棉机的刺辊速度一般存 l 200 r/mi ̄1~1 800 r/min,刺辊二、三速度更高, 2 000 r,/tlli11左右。高速刺辊易对纤维造成损 伤。 70型梳棉机幅宽增加,使梳理纤维量增加, 剌辊的梳理强度相应地也在增加,故减少纤维损 伤成为_r刺辊针布配置的核心。 (、7O型梳棉机喂棉箱中集成的精细开松辊带 表3 C70型梳棉机刺辊针布与传统刺辊针布配置对比 有喂人槽,速度可调节,确保 柔和而有效的纤维 开松。分离良好的纤维束为有效梳理、减少棉结 杂质、延长针布使用寿命创造了良好的条件。刺 辊配置较为灵活,主要有单刺辊梳针式、单刺辊驼 峰齿刺辊针布、_+刺辊密齿刺辊针布,利于高产巾 的柔和开松,减少了对纤维的损伤。具体配置与 传统刺辊配置对比见表3。
沣:总高均为5 nlFIl。 刺辊速度高会影响对纤维的控制,其工作角 一般在70。~8()。,主要控制刺辊高速后纤维向针 尖运动的趋向。传统低速刺辊针布配置r作角一 般在8O。~9O。。 尖厚度偏溥配置的 时有斜 第45卷 第4期 2017年4月
棉 技术
Cotton Textile Technology 【51】
顶,利于提高穿刺能力。齿深较传统针布浅,便于 纤维向锡林转移。 C70型梳棉机部分刺辊应用驼峰形针布,改 善了刺辊与锡林之间纤维的转移效果。由于纤维 及杂质都保持在刺辊锯齿针布表面,从而可以使 刺辊除杂数量增加,使不成熟纤维、死纤维在梳棉 的早期喂入阶段被排除。驼峰形刺辊针布可以使 纤维在梳理过程中受到柔和处理,使下游工序产 品的棉结显著减少,进一步提高产品质量。 2.2.3活动盖板针布配置分析 C70型梳棉机的活动盖板配置:总盖板99 表4 C70型梳棉机盖板针布与传统盖板针布配置对比 根,工作盖板32根,ACI为48。C60/C601型梳 棉机总盖板79根,工作盖板22根,ACI为33。 对应工作宽度1 000 mm、总盖板84根、工作盖板 28根的梳棉机,其ACI为28;工作宽度 1 280 mm、总盖板84根、工作盖板28根的梳棉 机,其ACI为35.8。C70型梳棉机根据主要梳理 力的增强和纤维分梳特点,改变了以往SPACE— TOP渐密植针,配置了Resist—O—TOP系列RS— T0M一48/0或RSTOM一55/O的针布配置。具体 配置参数见表4。
注:植针齿密均为5 mm×8 mm。 渐进的排列方式,使得每行列的针齿之间不 存在笔直的沟槽,有利于分离短纤维、杂质,同时 减少棉结的产生;这种排列方式影响了所谓的自 由区,缓和了梳理力的分布,对齿的作用力分布产 生了积极的影响。横向最密植针、工作角和针高 的变化主要是为了减少盖板间脉冲式梳理力剧增 造成的盖板梳针损伤、乱针等问题;横向齿密减少 虽影响梳理度,但排杂通道增加,减少了盖板嵌杂 的几率;活动盖板根数的增加弥补了横向齿密减 少造成的梳理度下降问题,为C70型梳棉机高速 高产提供了有利的条件;针高增加后,动角增大, 缓冲力增大,减少了对盖板针布根部的冲击,回弹 力增强,对延长盖板针布的使用寿命有利,同时便 于IGS机上磨针系统的维护和保养。盖板边夹 改变传统合金钢材质为铝合金材质,减少了梳理 过程中的变形,为梳理隔距精准创造了条件。 2.2.4道夫针布配置分析 在锡林针布和道夫针布针齿之间,纤维发生 分梳转移,道夫针布的型号规格和表面状态直接 影响其对纤维的抓取、握持、释放能力,进而影响 道夫转移分梳效果,特别是直接影响后弯钩纤维 产生的数量_3]。C70型梳棉机高速高产后,给锡 林与道夫三角区带来气流冲击,容易造成纤维网 下落。用传统思路增加横纹或者弧齿道夫容易增 加小纱疵,对高质量的纱线不利;用高齿密道夫可 解决控制纤维问题,但气流疏导和下泄会造成棉 网脱落。C7O型梳棉机配置直齿折边横纹道夫针 布有效地避免了上述问题,提高了转移率。传统 道夫规格与C7O型道夫规格具体配置对比如下。 其中,传统道夫齿密306齿/(25.4 mm) ~550 齿/(25.4 mm) ,侧面齿形光洁,道夫表面无处理 技术;C7o型道夫齿密在306齿/(25.4 ram) ~ 400齿/(25.4 mm) ,道夫侧面有横纹和沟槽,表 面有机械抛光、涂层等技术。 道夫 传统道夫 C70型道夫 工作角/(。) 60~65 60 齿形 直齿 直齿,齿底多变 针高/mm 3.5~4.5 4.0~5.0 齿深/mm 1.9~2.4 2.0~2.6 齿尖/mm 0.1O~0.13 0.11~O.15 基部高度 /ram 1.2~1.4 1.0~1.3 C70型梳棉机道夫侧面抓取能力、握持能力 比传统的道夫针布高,减少了飞花和掉网;直齿设 计不影响转移;齿背为直背折边弧齿变形设计的 针布可提高齿身抗轧功能;齿高增加,容纤量增 大,利于齿密减少,疏导气流下泄。在梳理过程 中,工作角稳定在6O。利于抓取和转移;增加齿 深,可增加齿内纤维容量,疏导气流,减少锡林针 面负荷;齿顶面积、抓取和抗轧相结合减少嵌杂; 齿形设计多样,结合纤维性能,抓取转移控制释放 相互结合…。 2.2.5 固定盖板针布和棉网清洁器配置分析 C70型梳棉机受制于锡林直径减少,活动盖