关于可动率
- 格式:ppt
- 大小:8.46 MB
- 文档页数:34


自动化设备的稼动率与可动率引言概述:自动化设备的稼动率与可动率是衡量设备运行效率和生产效益的重要指标。
稼动率是指设备实际运行时间与总运行时间的比值,反映了设备的利用率;可动率是指设备在正常运行状态下的时间与总运行时间的比值,反映了设备的可靠性。
本文将从五个方面详细阐述自动化设备的稼动率与可动率。
正文内容:一、设备维护保养1.1 定期维护:定期对设备进行检查、清洁、润滑等保养工作,确保设备的正常运行。
1.2 预防性维护:根据设备的使用寿命和工作环境,提前进行维护,预防设备故障的发生。
1.3 故障维修:及时处理设备故障,减少停机时间,提高设备的可动率。
二、设备升级改造2.1 技术更新:定期更新设备的软件和硬件,提高设备的稼动率和可动率。
2.2 自动化改造:引入自动化控制系统,减少人为操作,提高设备的运行效率。
2.3 能源优化:通过改进设备的能源利用方式,降低能源消耗,提高设备的可动率。
三、设备运行监控3.1 实时监测:使用传感器和监控系统对设备的运行状态进行实时监测,及时发现异常情况。
3.2 数据分析:对设备的运行数据进行统计和分析,找出问题的根源,采取相应的措施。
3.3 预警预测:基于历史数据和模型,预测设备的运行状态和故障概率,提前进行维护和修理。
四、人员培训与管理4.1 培训计划:制定培训计划,提高员工对设备操作和维护的技能和知识水平。
4.2 岗位责任:明确设备操作和维护的责任人员,确保设备的正常运行和维护工作的及时完成。
4.3 绩效考核:建立设备运行效率和生产效益的考核机制,激励员工积极参与设备运行和维护。
五、备件管理与库存控制5.1 备件采购:根据设备的维护需求和故障率,合理采购备件,确保备件的及时供应。
5.2 库存管理:建立备件库存管理制度,控制库存数量和周转周期,降低库存成本。
5.3 备件更换:根据设备维护计划和备件使用寿命,及时更换老化和损坏的备件,确保设备的可动率。
总结:自动化设备的稼动率与可动率对于企业的生产效益和竞争力至关重要。
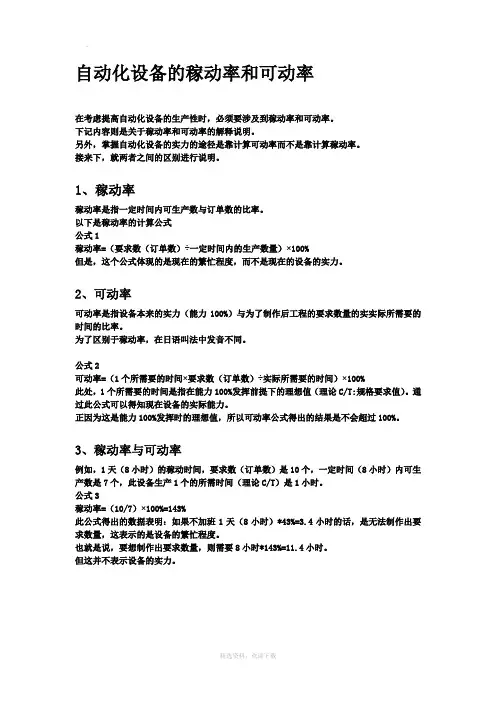
自动化设备的稼动率和可动率在考虑提高自动化设备的生产性时,必须要涉及到稼动率和可动率。
下记内容则是关于稼动率和可动率的解释说明。
另外,掌握自动化设备的实力的途径是靠计算可动率而不是靠计算稼动率。
接来下,就两者之间的区别进行说明。
1、稼动率稼动率是指一定时间内可生产数与订单数的比率。
以下是稼动率的计算公式公式1稼动率=(要求数(订单数)÷一定时间内的生产数量)×100%但是,这个公式体现的是现在的繁忙程度,而不是现在的设备的实力。
2、可动率可动率是指设备本来的实力(能力100%)与为了制作后工程的要求数量的实实际所需要的时间的比率。
为了区别于稼动率,在日语叫法中发音不同。
公式2可动率=(1个所需要的时间×要求数(订单数)÷实际所需要的时间)×100%此处,1个所需要的时间是指在能力100%发挥前提下的理想值(理论C/T:规格要求值)。
通过此公式可以得知现在设备的实际能力。
正因为这是能力100%发挥时的理想值,所以可动率公式得出的结果是不会超过100%。
3、稼动率与可动率例如,1天(8小时)的稼动时间,要求数(订单数)是10个,一定时间(8小时)内可生产数是7个,此设备生产1个的所需时间(理论C/T)是1小时。
公式3稼动率=(10/7)×100%=143%此公式得出的数据表明:如果不加班1天(8小时)*43%=3.4小时的话,是无法制作出要求数量,这表示的是设备的繁忙程度。
也就是说,要想制作出要求数量,则需要8小时*143%=11.4小时。
但这并不表示设备的实力。
换句话说,此公式计算的是为了制作出要求数(订单数)所需的时间(一定时间*百分之几)(能够得知一定时间内能完成,还是不加班则完成不了)。
公式4可动率=(1×10÷11.4)×100%=88%1个所需要时间是1小时,要求数(订单数)是10个,生产10个所需要的实际时间是稼动率计算出的结的11.4小时,而设备的实力就是公式4算出的88%,所以12%是设备故障等的原因造成的损耗,导致能力没有得到全部发挥。
自动化设备的稼动率与可动率稼动率和可动率是衡量自动化设备运行效率和可靠性的重要指标。
稼动率指设备在一定时间内实际运行时间与总运行时间的比值,反映了设备的利用率。
可动率指设备在一定时间内正常运行时间与总运行时间的比值,反映了设备的可靠性和稳定性。
为了提高自动化设备的稼动率和可动率,以下是一些常见的措施和方法:1. 设备维护保养:定期进行设备的维护保养工作,包括清洁、润滑、紧固等。
维护保养可以有效预防设备故障和损坏,提高设备的可靠性和稳定性。
2. 故障预防和及时处理:通过定期巡检和设备状态监测,及时发现设备故障和异常情况,并采取相应的维修和处理措施,避免故障扩大和影响设备的正常运行。
3. 操作员培训和技能提升:提供专业的培训和技能提升机会,使操作员熟练掌握设备的操作和维护知识,减少操作错误和设备故障的发生。
4. 设备更新和升级:根据生产需求和技术发展,及时更新和升级设备,提高设备的自动化程度和性能,降低故障率,提高设备的可靠性和稳定性。
5. 数据分析和优化:通过对设备运行数据的收集和分析,找出设备运行中存在的问题和瓶颈,进行优化和改进,提高设备的稼动率和可动率。
6. 预防性维护计划:制定合理的预防性维护计划,包括定期更换易损件、检查设备状态、清洁设备等,以减少设备故障和停机时间,提高设备的可靠性和稳定性。
7. 设备运行监控系统:建立设备运行监控系统,实时监测设备的运行状态和性能指标,及时发现设备故障和异常情况,提供及时的报警和处理措施,保证设备的正常运行。
8. 设备备件管理:合理管理设备备件,确保备件的及时供应和充足库存,减少因备件不足而导致的设备停机时间,提高设备的可靠性和稳定性。
通过以上措施和方法的综合应用,可以有效提高自动化设备的稼动率和可动率,保证设备的正常运行,提高生产效率和产品质量,降低生产成本,提升企业竞争力。

自动化设备的稼动率与可动率引言概述:自动化设备在现代工业生产中扮演着重要的角色,稼动率与可动率是衡量设备运行效率的重要指标。
稼动率指的是设备在一定时间内运行的时间与总时间的比值,而可动率则是设备在该时间内真正发挥作用的时间与总时间的比值。
本文将从五个方面详细阐述自动化设备的稼动率与可动率。
一、设备故障率对稼动率与可动率的影响1.1 设备故障率高会导致稼动率下降:设备故障率高意味着设备经常出现故障停机,导致设备无法正常运行,从而降低了稼动率。
1.2 设备故障率高会减少可动率:设备故障率高意味着设备在运行时会频繁出现故障,无法保持稳定的运行状态,从而减少了设备的可动时间,降低了可动率。
1.3 解决设备故障率高的方法:定期维护设备、提高设备的质量、加强设备的监控与管理等方法可以有效降低设备故障率,提高稼动率与可动率。
二、设备换线时间对稼动率与可动率的影响2.1 设备换线时间长会降低稼动率:设备换线时间长意味着设备在生产过程中需要停机进行换线操作,从而降低了设备的运行时间,影响了稼动率的提高。
2.2 设备换线时间长会减少可动率:设备换线时间长意味着设备在生产过程中需要停机进行换线操作,无法持续发挥作用,从而减少了设备的可动时间,降低了可动率。
2.3 解决设备换线时间长的方法:优化生产计划,减少换线频率;改进设备结构,简化换线操作;提高操作人员的技能水平等方法可以有效减少设备换线时间,提高稼动率与可动率。
三、设备维修时间对稼动率与可动率的影响3.1 设备维修时间长会降低稼动率:设备维修时间长意味着设备在生产过程中需要停机进行维修操作,从而降低了设备的运行时间,影响了稼动率的提高。
3.2 设备维修时间长会减少可动率:设备维修时间长意味着设备在生产过程中需要停机进行维修操作,无法持续发挥作用,从而减少了设备的可动时间,降低了可动率。
3.3 解决设备维修时间长的方法:建立完善的设备维修计划,定期检查设备;提前采购备件,减少维修时间;培训维修人员,提高维修效率等方法可以有效减少设备维修时间,提高稼动率与可动率。