庆鸿线切割加工参数设定
- 格式:pdf
- 大小:302.37 KB
- 文档页数:12
加工参数设置.txt两人之间的感情就像织毛衣,建立的时候一针一线,小心而漫长,拆除的时候只要轻轻一拉。
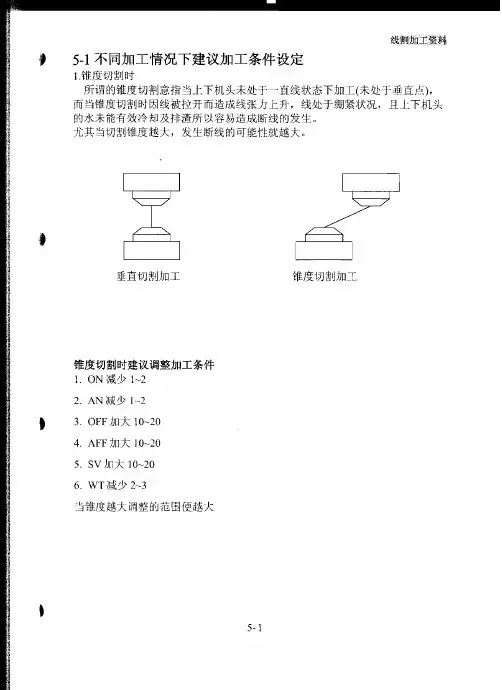
加工條件的選擇程序根據工件的材質及硬度選擇刀具;根據加工部位形狀選擇合適的刀具;根據加工餘量選擇粗加工條件;根據加工工件精度及表面粗糙度選擇精加工切削用量;加工條件的設定1.加工用具的選擇及其使用方法.A. 面銑刀此刀具是切削量最大的一種,其具有加工效率高,工件表面粗糙度低和耐高溫等優點,常用於加六面體和有大面台階的工件。
如果此刀用來粗逃模仁或模穴槽時,切忌不要用垂直下刀;斜向進刀;鏍旋進刀法加工,這樣容易損傷機台主軸的壽命及其機台的精度,因此只能從工件外側進刀銑削加工.B.粗銑刀為成型加工的重要刀具,其特點為切削量大,吃刀深,切削阻力小,多用於銑槽.銑台階,插孔的加工.C.精銑刀用此類刀具加工的工件,工件表面粗糙度低,且加工尺寸精確,在工件成型加工的最后過程用此類刀具,可以確保工件外觀漂亮以及尺寸正確.此類刀具多用於模座、模仁精加工使用.D.捨棄式銑刀採用高轉速.高速率.輕切削的方式加工.此刀在NC課使用較多,多用粗逃公.母模仁形狀逃料,大滑塊逃料等,此刀分為粗.細兩種,粗刀多用於逃料,精刀主要以精修底面為主.E.成型刀(斜度刀)針對工件側面有拔模徐斜度而使用的成型刀具,適用於工件側壁精修。
(主要有0.5∘、1∘、1.5∘、2∘、2.5∘、3∘、5∘、10 ∘)F.鎢鋼刀特點為硬度高、韌性差,可對熱處理后的工件進行加工.由於其韌性太差,在切削不當時極易損壞,一般採用高轉速輕切削的加工方式。
切削用量切削深度:一次進給中切削工件表面層度.單位:毫米.考慮到機台鋼性及刀具強度,粗加工時依所使的刀具廠牌、工件材料來決定切削深度,裕留一般為0.3~1.2mm,精加工時也依所使用刀具廠牌的韌性、尺寸精度來預留余量,一般為0.02~0.05mm,精加工時原則上修底不修邊,修邊不修底。

线切割操作方法一、简介线切割是一种常见的金属加工方法,通过使用电火花来切割材料。
它被广泛应用于制造业,特别是在模具制造和金属加工方面。
本文将介绍线切割的操作方法。
二、设备准备1. 线切割机:线切割机是执行线切割操作的关键设备。
在使用之前,需要确保机器状态良好,电路和线切割丝正确连接。
2. 工件:将待加工的金属工件放置在适当的位置上。
确保工件固定稳定,避免在切割过程中移动。
三、操作步骤1. 调整切割参数:根据工件的类型和要求,设置合适的切割参数。
这些参数包括放电电流、放电时间、脉冲间隔和冲击频率等。
2. 安装切割丝:将切割丝固定在切割机上,并确保其张紧度适中。
注意检查切割丝是否有损坏或磨损,如有需要及时更换。
3. 调整切割丝位置:根据工件的形状和要求,调整切割丝的位置。
确保切割丝与工件的接触面紧密,避免出现切割不均匀的情况。
4. 开始切割:启动线切割机,开始切割操作。
在切割过程中,保持切割丝与工件的接触面湿润,以提高切割效果。
5. 切割完成:一旦切割完成,关闭线切割机。
检查切割面的质量,如有需要,可以进行修整或磨削以满足要求。
四、操作注意事项1. 安全第一:在进行线切割操作时,必须穿戴好防护设备,如手套、护目镜和防护服等。
避免因操作不当而造成伤害。
2. 切割丝维护:定期检查和清洁切割丝,确保其保持良好的工作状态。
及时更换损坏或磨损严重的切割丝。
3. 切割参数选择:根据不同的工件材料和要求,选择合适的切割参数。
过高或过低的参数都可能导致切割质量下降。
4. 切割丝张紧度:切割丝的张紧度对切割效果有重要影响。
过紧或过松都可能导致切割不均匀或切割丝断裂。
5. 切割面质量检查:切割完成后,检查切割面的质量。
如有需要,可以进行后续的修整和打磨操作,以满足要求。
五、常见问题解答1. 为什么切割丝容易断裂?答:切割丝断裂可能是由于切割丝张紧度不合适、切割丝质量差或切割参数设置不当等原因造成的。
需要检查并解决问题。

操作图示核准:审核:2014年4月29日线切割操作说明书文件编号:MW-SOP-007版本:A0页次:1/1操作说明图片说明1.打开电源开关
2.确认各指示灯、电子尺、控制箱显示正常,机床导轮、钼丝、水泵工作正常。
3.作业前让机器空转1-3分钟,查看有无异常。
4.校表工件,使工件与钼丝的X及Y方向垂直度较好。
5.将钼丝调整到合适的松紧度。
6.调整冷却液位置至最佳。
7.加工完成,拆下工件,用风枪吹干净。
8.关闭总电源
9.附右图
制表:毛庆剑检查指示灯、电子尺、控制箱、
机床导轮、钼丝、
水泵
打开总电源开关 打开电源开关 校表工件 调整冷却液
关闭电源开关 关闭总电源 高整钼丝
2.电源开关 4. 机床导轮 5.水泵
3.控制箱 1.总电源开关 6.钼丝 7.调整冷却液 8.关闭电源开关 8.关闭总电源。

线切割操作规程一、引言线切割是一种常用的金属加工方法,通过电火花放电来实现对金属材料的切割。
为了确保线切割操作的安全性和效率,制定本操作规程,明确线切割的操作步骤、注意事项和安全措施。
二、适用范围本操作规程适用于所有进行线切割操作的工作人员。
三、操作步骤1. 设备准备a. 确保线切割设备处于良好工作状态,包括电源、控制器、导电液等。
b. 检查线切割刀具的磨损情况,如有磨损应及时更换。
c. 检查工作台面的平整度和稳定性,确保工件可以稳定放置。
2. 工件准备a. 根据工艺要求选择合适的工件材料,并进行必要的固定。
b. 清洁工件表面,确保无杂质和油污。
3. 参数设置a. 根据工艺要求,设置线切割设备的参数,包括放电电流、放电时间、脉冲间隔等。
b. 根据工件材料的厚度和硬度,调整导电液的浓度和温度。
4. 安全措施a. 穿戴好个人防护装备,包括防护眼镜、防护手套和防护服。
b. 确保操作环境通风良好,避免有害气体积聚。
c. 禁止在操作过程中戴手表、项链等会产生火花的物品。
5. 开始操作a. 将工件放置在工作台面上,并根据需要进行固定。
b. 打开线切割设备的电源,根据设备要求进行预热。
c. 根据设备界面的指示,设置好切割路径和切割速度。
d. 开始线切割操作,保持手稳定并沿着预定路径移动切割头。
6. 监控和调整a. 在操作过程中,及时观察切割情况,确保切割质量。
b. 如发现切割异常,如切割线偏离预定路径、切割速度过快或过慢等,应及时停止操作并进行调整。
7. 完成操作a. 完成线切割后,关闭线切割设备的电源。
b. 清理工作台面和设备,清除残留的导电液和金属屑。
c. 检查线切割设备和刀具的磨损情况,如有需要,进行维护和更换。
四、注意事项1. 在操作过程中,严禁将手指或其他物体靠近切割头,以免发生意外伤害。
2. 线切割操作应在专门的操作区域进行,禁止在无防护措施的环境下进行操作。
3. 线切割设备应经过专业人员的检查和维护,确保设备的正常工作。