第6章数控机床伺服系统
- 格式:ppt
- 大小:3.20 MB
- 文档页数:96
第六章数控系统的概念及组成6.1 概述通常所说的数控系统是指数控装置与伺服系统的集成,即伺服系统是数控系统的执行系统。
数控装置发出速度和位移命令,伺服系统控制执行件按指令速度和方向运动。
6.1.1 伺服系统的概念及组成伺服意指“伺服、服从”,即随动之意。
伺服系统接受来自数控装置的命令,经过放大和转换,驱动数控机床上的执行件(主轴、刀架或工作台)实现预期的运动,并将运动结果负反馈进行偏差控制,完成精确地运动。
按ISO标准,伺服系统是一种以伪造和速度作为控制变量的自动控制系统,其中包含功率放大和反馈,从而使得输出变量的值紧密地响应输入量的值。
它与一般机床进给系统有着本质的区别:一般机床进给系统的作用在于保证切削过程能够继续进行,不能控制执行件的位移和轨迹;伺服系统将指令信息加以转换和放大,不仅能控制执行件的速度和方向,而且能精确控制其位置,以及几个执行件按一定的规律合成的轨迹。
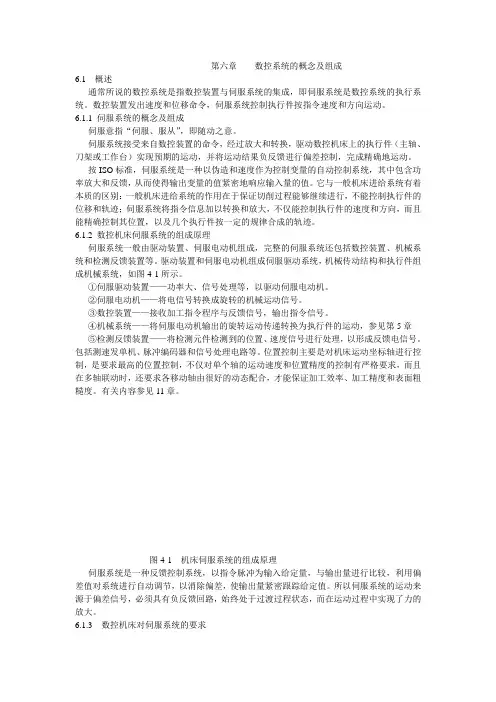
6.1.2 数控机床伺服系统的组成原理伺服系统一般由驱动装置、伺服电动机组成,完整的伺服系统还包括数控装置、机械系统和检测反馈装置等。
驱动装置和伺服电动机组成伺服驱动系统,机械传动结构和执行件组成机械系统,如图4-1所示。
①伺服驱动装置——功率大、信号处理等,以驱动伺服电动机。
②伺服电动机——将电信号转换成旋转的机械运动信号。
③数控装置——接收加工指令程序与反馈信号,输出指令信号。
④机械系统——将伺服电动机输出的旋转运动传递转换为执行件的运动,参见第5章⑤检测反馈装置——将检测元件检测到的位置、速度信号进行处理,以形成反馈电信号。
包括测速发单机、脉冲编码器和信号处理电路等。
位置控制主要是对机床运动坐标轴进行控制,是要求最高的位置控制,不仅对单个轴的运动速度和位置精度的控制有严格要求,而且在多轴联动时,还要求各移动轴由很好的动态配合,才能保证加工效率、加工精度和表面粗糙度。
有关内容参见11章。
图4-1 机床伺服系统的组成原理伺服系统是一种反馈控制系统,以指令脉冲为输入给定量,与输出量进行比较,利用偏差值对系统进行自动调节,以消除偏差,使输出量紧密跟踪给定值。
第5章 位置检测装置习题及答案1.伺服系统中常用的位置检测装置有几种?各有什么特点?答:伺服系统中常用的位置检测装置有:旋转变压器、感应同步器、脉冲编码器和光栅,各检测装置的特点如下:旋转变压器:又称同步分解器,是利用电磁感应原理的一种模拟式测角器件,是一种旋转式的小型交流电动机,在结构上和二相绕线式异步电动机相似,由定子和转子组成,分有刷和无刷两种。
其特点是坚固、耐热、耐冲击、抗干扰、成本低,是数控系统中较为常用的位置传感器;感应同步器:感应同步器是从旋转变压器发展而来的直线式感应器,相当于一个展开的多级旋转变压器。
踏实利用滑尺上的励磁绕组和定尺上的感应绕组之间相对位置的变化而产生电磁耦合的变化,从而发出相应的位置信号来实现位移检测的,其特点为:精度高,工作可靠,抗干扰能力强,维修简单、寿命长,测量距离长,工艺好、成本低、便于成批生产;脉冲编码器:脉冲编码器分为光电式、接触式和电磁感应式三种。
数控机床主要使用光电式脉冲编码器。
光电式脉冲编码器按编码方式又分为绝对值式和增量式两种,常用的为增量式脉冲编码器,其优点是结构简单、成本低、使用方便,缺点是有可能由于噪声或其它外界的干扰产生计数误差,若因停电、刀具破损而停机,事故排除后不能再找到事故发生前执行部件的正确位置;光栅:在高精度数控机床和数显系统中,常使用光栅作为位置检测装置。
它是将机械位移或模拟量转变为数字脉冲,反馈给CNC或数显装置来实现闭环控制的。
计量光栅分为圆光栅和长光栅两种。
圆光栅用于测量转角位移,长光栅用于测量直线位移,由于激光技术的发展,光栅制作的精度有了很大的提高,现在光栅精度可以达到微米级甚至亚微米级。
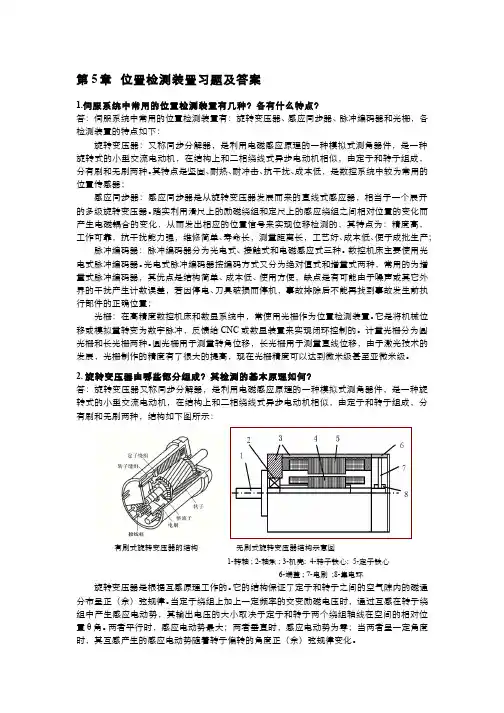
2. 旋转变压器由哪些部分组成?其检测的基本原理如何?答:旋转变压器又称同步分解器,是利用电磁感应原理的一种模拟式测角器件,是一种旋转式的小型交流电动机,在结构上和二相绕线式异步电动机相似,由定子和转子组成,分有刷和无刷两种,结构如下图所示:有刷式旋转变压器的结构无刷式旋转变压器结构示意图1-转轴 ; 2-轴承 ; 3-机壳; 4-转子铁心; 5-定子铁心6-端盖 ; 7-电刷 ;8-集电环旋转变压器是根据互感原理工作的。