夹紧机构
- 格式:ppt
- 大小:1.33 MB
- 文档页数:52
自锁夹紧机构
自锁夹紧机构是一种机械部件,一般用于夹紧或锁定轴、齿轮、齿轮轴等机械零件。
其主要作用是使机械部件在运动中更加稳定,防止其松动或滑动。
自锁夹紧机构具有自动锁紧和自动解锁的功能,不需要外力干预即可完成夹紧和解夹紧操作。
其操作简单、可靠,广泛应用于各种机械设备中。
常见的自锁夹紧机构有螺旋形、锥形、球形等,不同结构的机构适用于不同的工作条件和工作环境。
在选择自锁夹紧机构时,需要根据具体的使用要求和机器设备的参数来进行选择。
总之,自锁夹紧机构是一种非常重要的机械部件,在工业生产中有着广泛的应用。
它的使用不仅可以提高机器设备的稳定性和安全性,还可以提高工作效率和生产质量。
- 1 -。
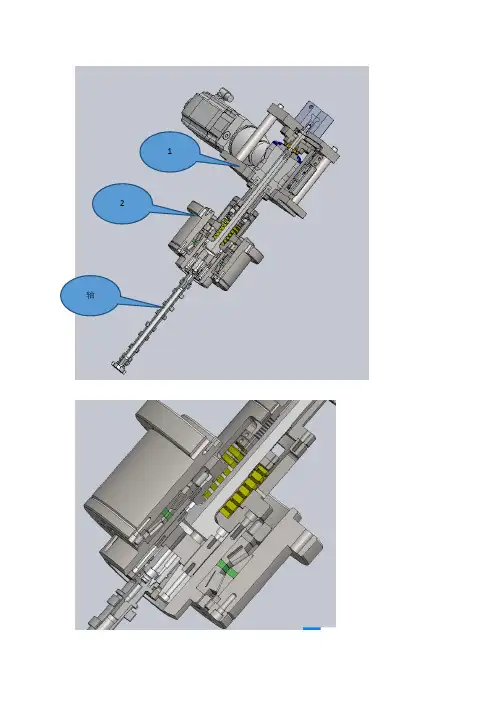
1
2
轴
旋转夹紧机构
1、固定形式:1.2板固定于大底板上
2、夹紧动作:油缸向上动作,推杆被弹簧顶起向上,弹性筒夹夹紧轴
3、松开动作:油缸向下动作,推杆将弹簧压缩,弹性筒夹松开轴
4、旋转动作:当轴夹紧时,经过斜角滚柱轴承连接,马达经过中空减速机连接夹紧轴,夹紧轴可以旋转。
创新点:
5、夹紧通过弹簧来实现,旋转的同时油缸杆不和旋转部分接触,有效的保护了油缸;
6、夹紧力可以调节-调节弹簧的压缩量
7、采用斜角滚柱轴承,可以使轴承受6T的压力,可以的应用于高精度压装旋转作业
固定底板 旋转夹紧机构 滚珠丝杆 伺服马达
供料转台
压力感应器
对中轴
一种大型压装机构
1、固定底板固定于台架上
2、压力产生:利用2颗伺服马达带动两根滚珠丝杆,同时动作产生压力
3、压装精度:光栅尺和伺服马达+滚珠丝杆构成的闭环系统;直线导轨导向
4、压装力的监控:压力感应器
5、利用转台进行供料
创新点
6、对于压装力需要6T长行程(大于600mm)的标准压机市面上很少,而此压机可以做到
行程800mm,压装力可达6T
7、通过2颗伺服马达联动免去了机械上的连锁运作造成的机械累计误差。
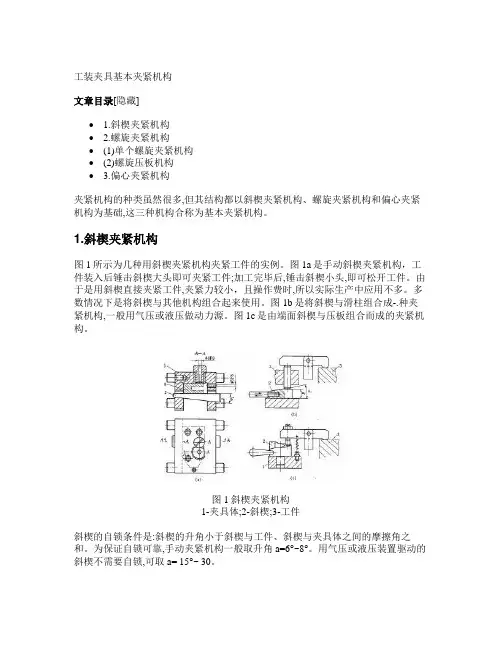
工装夹具基本夹紧机构文章目录[隐藏]• 1.斜楔夹紧机构• 2.螺旋夹紧机构•(1)单个螺旋夹紧机构•(2)螺旋压板机构• 3.偏心夹紧机构夹紧机构的种类虽然很多,但其结构都以斜楔夹紧机构、螺旋夹紧机构和偏心夹紧机构为基础,这三种机构合称为基本夹紧机构。
1.斜楔夹紧机构图1所示为几种用斜楔夹紧机构夹紧工件的实例。
图1a是手动斜楔夹紧机构,工件装入后锤击斜楔大头即可夹紧工件;加工完毕后,锤击斜楔小头,即可松开工件。
由于是用斜楔直接夹紧工件,夹紧力较小,且操作费时,所以实际生产中应用不多。
多数情况下是将斜楔与其他机构组合起来使用。
图1b是将斜楔与滑柱组合成-.种夹紧机构,一般用气压或液压做动力源。
图1c是由端面斜楔与压板组合而成的夹紧机构。
图1斜楔夹紧机构1-夹具体;2-斜楔;3-工件斜楔的自锁条件是:斜楔的升角小于斜楔与工件、斜楔与夹具体之间的摩擦角之和。
为保证自锁可靠,手动夹紧机构一般取升角a=6°~8°。
用气压或液压装置驱动的斜楔不需要自锁,可取a= 15°~ 30。
2.螺旋夹紧机构由螺钉、螺母、垫圈、压板等元件组成的夹紧机构,称为螺旋夹紧机构。
图2所示是应用这种机构来夹紧的实例。
图2螺旋夹紧机构螺旋夹紧机构的实质是绕在圆柱体上的斜楔,因此它不仅结构简单、容易制造,而且由于其升角很小,所以螺旋夹紧机构的自锁性能好,夹紧行程较大,是手动夹紧中用得最多的一种夹紧机构,只是夹紧动作较慢。
(1)单个螺旋夹紧机构图2a、b所示是直接用螺钉或螺母夹紧工件的机构,称为单个螺旋夹紧机构。
在图2a中,螺钉头直接与工件表面接触,螺钉转动时,可能损伤工件表面,或带动工件旋转。
克服这一缺点的方法是在螺钉头部装上如图4-39所示的摆动压块。
当摆动压块与工件接触后,由于压块与工件间的摩擦力矩大于压块与螺钉间的摩擦力矩,压块不会随螺钉- -起转动。
如图3a所示的端面是光滑的,用于夹紧已加工表面;图3b的端面有齿纹,用于夹紧毛坯面。
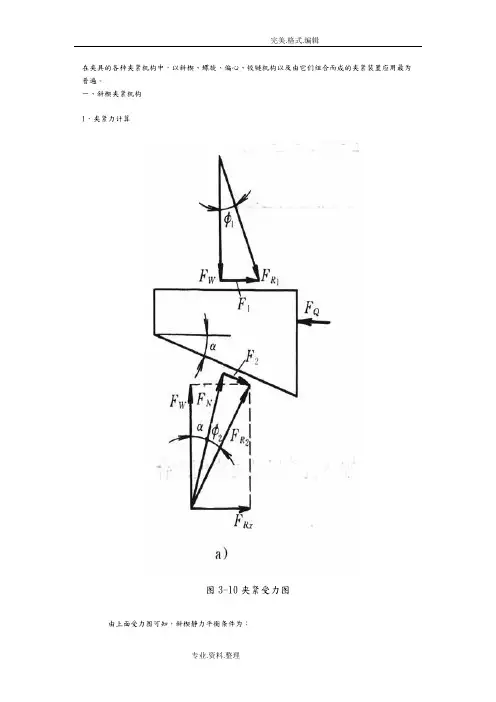
在夹具的各种夹紧机构中,以斜楔、螺旋、偏心、铰链机构以及由它们组合而成的夹紧装置应用最为普遍。
一、斜楔夹紧机构1.夹紧力计算图3-10夹紧受力图由上面受力图可知,斜楔静力平衡条件为:F1+FRX =FQ其中:F1=FW tanφ1 ; FRX=FW tan(α+φ2)代入上式计算得:式中:FW 斜楔对工件夹紧力α 斜楔升角FQ 原始作用力φ1 斜楔与工件之间的摩擦角φ2 斜楔与夹具体之间的摩擦角2.增力比计算增力比iF=夹紧力/原始作用力如果不考虑摩擦影响理想增力比(即忽略摩擦角):3.夹紧行程比计算图3-11 夹紧受力工件所要求的夹紧行程h与斜楔相应移动的距离s之比成为行程比iS。
由上图可知:夹紧行程=工件被夹紧行程h/斜楔移动距离S4.自锁条件图3-12自锁受力上图为原始作用力FQ停止作用后斜楔的受力情况。
斜楔楔入后,原始力去除,斜楔体自锁条件为F1>FRXFW tanφ1> FW tan(α-φ2)φ1> α-φ2或α〈φ1 +φ2因此自锁条件是斜楔升角小于斜楔与工件、与夹具体之间的摩擦角之和,钢件:f=0.1~0.15摩擦角φ=5°43′~8°30′,故α<10°~17°5.升角α的选择手动夹紧α=6°~8°,机动夹紧α≤12°,不需要自锁α=15°~30°6.结构设计包括:手动夹紧机构、气动或液压夹紧、斜楔与压板与螺旋等组合结构。
斜楔夹紧机构的计算见下表二、螺旋夹紧机构螺旋夹紧机构在生产中使用极为普遍。
螺旋夹紧机构结构简单、夹紧行程大,特别是它具有增力大、自锁性能好两大特点,其许多元件都已标准化,很适用于手动夹紧。
它主要有两种典型的结构形式。
1.单个螺旋夹紧机构下图a所示为GB/T2161-91六角头压紧螺钉,它是螺钉头部直接压紧工件的一种结构。
下图b所示在螺钉头部装上摆动压块,可防止螺钉转动时损伤工件表面或带动工件转动。
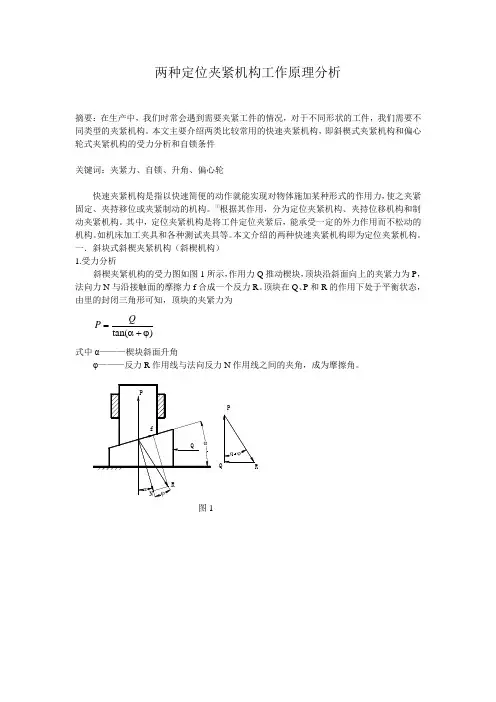
两种定位夹紧机构工作原理分析摘要:在生产中,我们时常会遇到需要夹紧工件的情况,对于不同形状的工件,我们需要不同类型的夹紧机构。
本文主要介绍两类比较常用的快速夹紧机构,即斜楔式夹紧机构和偏心轮式夹紧机构的受力分析和自锁条件关键词:夹紧力、自锁、升角、偏心轮快速夹紧机构是指以快速简便的动作就能实现对物体施加某种形式的作用力,使之夹紧固定、夹持移位或夹紧制动的机构。
①根据其作用,分为定位夹紧机构、夹持位移机构和制动夹紧机构。
其中,定位夹紧机构是将工件定位夹紧后,能承受一定的外力作用而不松动的机构。
如机床加工夹具和各种测试夹具等。
本文介绍的两种快速夹紧机构即为定位夹紧机构。
一.斜块式斜楔夹紧机构(斜楔机构)1.受力分析斜楔夹紧机构的受力图如图1所示,作用力Q 推动楔块,顶块沿斜面向上的夹紧力为P ,法向力N 与沿接触面的摩擦力f 合成一个反力R 。
顶块在Q 、P 和R 的作用下处于平衡状态,由里的封闭三角形可知,顶块的夹紧力为tan()Q P =α+ϕ 式中α———楔块斜面升角φ———反力R 作用线与法向反力N 作用线之间的夹角,成为摩擦角。
αQ RN fPαφQ RPαφ图1αR f P αφN Q P Q RφαγL e h P O 1O 2工件AFα图2 图32.自锁条件夹紧后。
顶块保持在夹紧状态,楔块不会自动松脱的现象,成为自锁。
②如图2所示,若顶块沿斜面向下相对滑动时,楔块将被推出。
这时,P 为主动力,Q 为支持力,摩擦力f 向上。
F 和法向力N 合成反力R 。
可得tan()Q P =ϕ-α由上式可知,若α>ϕ,则Q<0,即力Q 的方向与图中所示相反。
这时,只要存在力Q 就能使楔块松脱。
若α<ϕ,则力Q 与图示相同。
这时,顶块对楔块无论多大的反力也不会使楔块自动退出。
可见。
斜楔夹紧机构的自锁条件是:楔块斜面升角α小于摩擦角ϕ,即α<ϕ。
二.偏心轮式夹紧机构偏心轮夹紧机构的夹紧原理如图3所示,O 1是偏心轮的几何中心;O 2是偏心轮的转动中心;偏心轮半径为R ;A 是偏心轮夹紧支点,e 为偏心距。
《机械系统设计》课程期末考查课程设计说明书学科专业:机械设计制造及其自动化班级:1117441学号:111744125学生姓名:刘旋指导老师:徐刚2014年6月工件夹紧机构设计一、工件的夹紧将工件定位后的位置固定下来称为夹紧,夹紧的目的是保持工件在定位中所获得的正确位置,使其在外力(夹紧力、切削力、离心力等外力)作用下,不发生移动和振动。
图 9-33 液压夹紧的铣床夹具1 -压板2 -铰链臂3 -活塞杆4 -液压缸5 -活塞1.1 夹紧装置的组成夹紧装置由两个基本部分组成。
1.1.1动力装置夹紧力的来源于人力或者某种动力装置。
用人力对工件进行夹紧称为手动夹紧。
用各种动力装置产生夹紧作用力进行夹紧称为机动夹紧。
常用的动力装置有:液压、气动、电磁、电动和真空装置等。
1.1.2夹紧机构一般把夹紧元件和中间传递机构和成为夹紧机构。
1 )中间传递机构它是在动力装置与夹紧元件之间,传递夹紧力的机构。
其主要作用有:改变作用力的方向和大小;夹紧工件后的自锁性能,保证夹紧可靠,尤其在手动夹具中。
2 )夹紧元件是执行元件,它直接与工件接触,最终完成夹紧任务。
图 9-33 所示是液压夹紧的铣床夹具。
其中,液压缸 4 、活塞 5 、活塞杆 3 组成了液压动力装置,铰链臂 2 和压板 1 等组成了铰链压板夹紧机构,压板 1 是夹紧元件。
1.2对夹紧装置的基本要求( 1 )能保证工件定位后占据的正确位置。
( 2 )夹紧力的大小要适当、稳定。
既要保证工件在整个加工过程中的位置稳定不变,振动小,又要使工件不产生过大的夹紧变形。
夹紧力稳定可减少夹紧误差。
( 3 )夹紧装置的复杂程度与生产类型相适应。
工件的生产批量越大,允许设计越复杂、效率越高的夹紧装置。
( 4 )工艺性好,使用性好。
其结构应尽量简单,便于制造和维修;尽可能使用标准夹具零部件;操作方便、安全、省力。
二、夹紧力的确定设计夹具的夹紧机构时,所需夹紧力的确定包括夹紧力的作用点、方向、大小三要素。
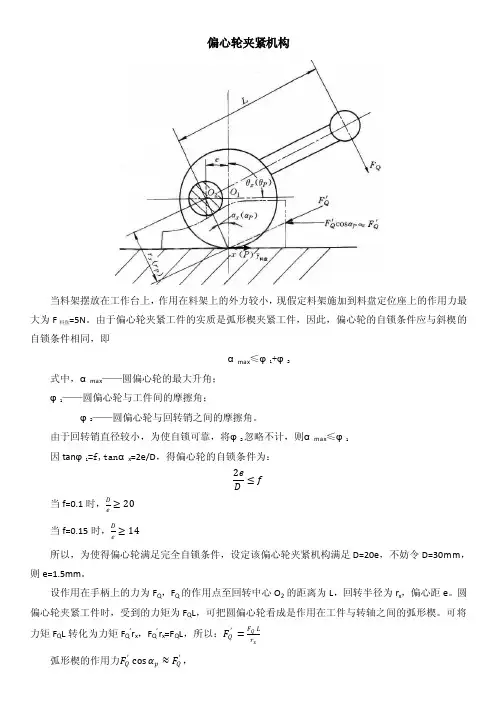
偏心轮夹紧机构当料架摆放在工作台上,作用在料架上的外力较小,现假定料架施加到料盘定位座上的作用力最大为F料盘=5N。
由于偏心轮夹紧工件的实质是弧形楔夹紧工件,因此,偏心轮的自锁条件应与斜楔的自锁条件相同,即αmax≤φ1+φ2式中,αmax——圆偏心轮的最大升角;φ1——圆偏心轮与工件间的摩擦角;φ2——圆偏心轮与回转销之间的摩擦角。
由于回转销直径较小,为使自锁可靠,将φ2忽略不计,则αmax≤φ1因tanφ1=f,tanαx=2e/D,得偏心轮的自锁条件为:2e≤fD≥20当f=0.1时,De≥14当f=0.15时,De所以,为使得偏心轮满足完全自锁条件,设定该偏心轮夹紧机构满足D=20e,不妨令D=30mm,则e=1.5mm。
设作用在手柄上的力为F Q,F Q的作用点至回转中心O2的距离为L,回转半径为r x,偏心距e。
圆偏心轮夹紧工件时,受到的力矩为F Q L,可把圆偏心轮看成是作用在工件与转轴之间的弧形楔。
可将力矩F Q L转化为力矩F Q’r x,F Q’r x=F Q L,所以:F Q′=F Q Lr x弧形楔的作用力F Q′cosαp≈F Q′,因此,与斜楔夹紧力公式相似,夹紧力F J =F Q ′tan φ1+tan (αx +φ2)=F Q L r x [tan φ1+tan (αx +φ2)] 查阅相关资料得,当θp =90°时,偏心轮夹紧机构的夹紧力最小,若此时能满足使用要求,则偏心轮上其他各点的夹紧力均能满足要求。
当θp =90°时,r p =R cos αp ,代入夹紧力公式,得F J =F Q L cos αp R [tan φ1+tan (αp+φ2)],代入各已知值化简得F J =Q 2e e 2+R 2≈25.4F Q 。
F Q ′=F Q Lr x ≥F 料盘=5N →F Q ≥F 料盘 e 2+R 2L ≈3 N ,此时,F J =76.2N ,满足夹紧要求。
钩形压板夹紧机构计算与压板夹紧图例前言本周夹具设计师手册为大家带来的是钩形压板夹紧机构计算与压板夹紧图例。
一、钩形压板夹紧机构图1回转式钩形压板的有关计算公式髀号 并苒虫式到岸压板网转国.油圈.置弃过 的行程 式中d-他形用或导向都分立桂[nOft —地摩吊板的回转*H5<:岫=碗砂网&(mm)式中P -初席压变]:操旋槽的安靛角,椎#构潞压桁片程0.阈曰=豺W口值靠、压板夹紧压板是用凸轮、螺母、螺钉或拉杆来夹紧的,压板可以用手退回,从工件上转离,或全部卸去以让开工件。
图3按反时针方向转动手柄时,凸轮下降到凹槽中,使压板转动,注意在夹紧位置处必须有挡块。
图槽在回转的两端起挡块作用。
图5在磨损后,手柄可移装到四个螺孔中的其他任何一个。
注意弹簧所用的保护套。
图把压板转动有时优于把压板退回。
图7这个可调高度的、用凸轮夹紧的压板是一种多用途压板。
注意对称销的用途。
压板是可回转的。
图8一个轻微的垂直力作用在手柄上,就可产生很有效的手柄夹紧作用来转动螺母,另一优点是手柄可保持在方便的位置。
注意弹簧所用的保护套。
注意左边独特的支点设计。
图10两个圆销不仅使压板和工件平行,而且也起止销作用。
这是一种浮动夹紧。
图用楔形凸轮来推动的压板是通过一个形槽控制的夹紧柱而动作。
图的配合公差必须保证偏心摆动。
图提起压板并向左推,使压板保持在工件的上面。
图14这是一个浮动、三支点、带摆式““形垫圈、可卸式的压板。
图15在摆销处的间隙可使压板浮动。
链条是防止"”形垫圈丢失。
图16注意这个可卸式压板上的摆式““形垫圈。
II图不同高度的工件可调头使用。
管道夹紧机构
管道夹紧机构是一种用于固定管道的装置,它能够有效地夹紧管道,确保其稳固地连接在一起。
这种机构通常由夹紧器和支撑器组成,能够提供足够的力量来保持管道的位置,并防止其松动或移动。
夹紧器是管道夹紧机构的核心部件,它通常由一对夹紧爪组成。
这些夹紧爪可以通过旋转或压紧的方式夹住管道,以确保其牢固地固定在所需的位置上。
夹紧器的设计通常考虑到管道的直径和材质,以确保能够提供足够的夹紧力,并适应不同尺寸和类型的管道。
支撑器则用于提供额外的支撑和稳定性。
它们通常安装在管道的两侧,通过连接到支架或其他结构上来固定管道。
支撑器的设计通常考虑到管道的重量和长度,以确保能够提供足够的支撑力,并防止管道发生下沉或变形。
管道夹紧机构的应用十分广泛。
在建筑和工程领域,它们被广泛用于固定各种类型的管道,如供水管道、燃气管道和暖气管道等。
此外,它们还用于工业生产中的管道系统,如化工厂、石油炼厂和发电厂等。
管道夹紧机构的优点在于其简单可靠的设计和易于安装的特点。
它们能够快速而准确地夹紧管道,并提供持久的固定效果。
此外,由于其结构简单,它们不需要额外的维护工作,并且能够在各种环境条件下正常工作。
管道夹紧机构是一种重要的装置,用于确保管道的稳定连接。
它们的设计和应用广泛,能够满足各种管道固定的需求。
通过使用管道夹紧机构,我们可以有效地保护管道的安全和稳定运行,为我们的生活和工作提供可靠的基础设施。
主轴内部刀具自动夹紧机构是数控机床特别是加工中心的特有机构。
图3为ZHS-K63加工中心主轴结构部件图,其刀具可以在主轴上自动装卸并进行自动夹紧,其工作原理如下:当刀具2装到主轴孔后,其刀柄后部的拉钉3便被送到主轴拉杆7的前端,在碟形弹簧9的作用下,通过弹性卡爪5将刀具拉紧。
当需要换刀时,电气控制指令给液压系统发出信号,使液压缸14的活塞左移,带动推杆13向左移动,推动固定在拉杆7上的轴套10,使整个拉杆7向左移动,当弹性卡爪5向前伸出一段间隔后,在弹性力作用下,卡爪5自动松开拉钉3,此时拉杆7继续向左移动,喷气嘴6的端部把刀具顶松,机械手便可把刀具取出进行换刀。
装刀之前,压缩空气从喷气嘴6中喷出,吹掉锥孔内脏物,当机械手把刀具装进之后,压力油通人液压缸14的左腔,使推杆退回原处,在碟形弹簧的作用下,通过拉杆7又把刀具拉紧。
冷却液喷嘴1用来在切削时对刀具进行大流量冷却。