定心夹紧机构的设计分析
- 格式:docx
- 大小:3.42 MB
- 文档页数:7
摘要随着不规则形状零件在现代制造业中的广泛应用,如何保证这类零件的加工精度就显得尤为重要。
本文通过分析机械零件的结构特点和加工要求,制定了一套较合理的夹具设计,从而为保证该零件的加工精度将提供一种经济实用的工艺装备,具有一定的实用价值。
对于夹具设计来说,最重要的就是定位、夹紧方案的确定。
针对机械这个零件加工要求的特点,确定了只能用定位、夹紧的办法来加工该零件。
通过对各种定位夹紧装置的分析比较,选择并组合了一套既能够满足加工要求的,又比较简洁的装置。
同时,通过对一系列定位误差和夹紧力的计算,验证了该零件的加工是可以保证其要求的精度的,它的加工误差在规定的范围内。
通过夹紧力的计算,也验证了零件在被夹紧的前提下,它受到的夹紧力也并不大,满足夹具设计所要求的既要保证一定的夹紧力不使工件在加工过程中发生位移,但同时又不能过大致使工件发生变形。
关键词:工艺装备夹具设计;定位;夹紧AbstractWith the wide application of the irregular form part in the modern manufacturing industry, how to guarantee the machining accuracy of this kind of part seems particularly important. Through analysing the top cover part of hay mover and processing demanding of the top cover part of hay mover of the gearbox,a jig which has reasonable characteristic has been designed.It can not only guarantee the machining accuracy of this part for a kind of economical and practical craft equip and it also has certain practical value. To design of the jig , the most important thing is to make a scheme of reservation and clamp.As for the process demand of this part of top cover of the hay mover gearbox, through comparing of various kinds of reservations and clamps,a not only can satisfy with the demand of manufacturing and also very compactible device had been designed.Keywords: process equipment;fixture design;deposition;clamping目录摘要.......................................................................................................... 错误!未定义书签。
浮动夹紧双向定心夹紧机构1 引言在进行批量生产的自动机床或组合机床生产线上,经常遇到一些以毛坯表面作定位基准的不规则的回转体类零件。
由于这类零件其本身存在着铸造误差,所以很难保证其对中和均匀夹紧的要求,这是工程技术人员都在努力探讨的问题。
我们经过大量的实践,设计了浮动夹紧双向定心夹紧机构,解决了以毛坯表面作定位基准时的浮动夹紧问题。
该机构在大批量生产中有着十分重要的现实意义。
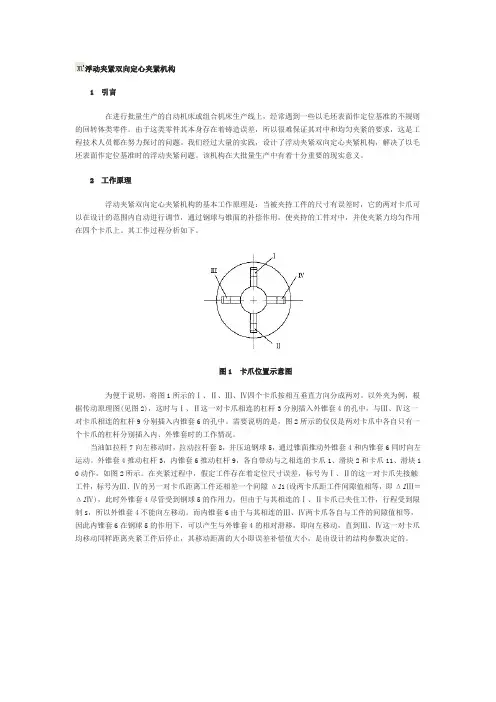
2 工作原理浮动夹紧双向定心夹紧机构的基本工作原理是:当被夹持工件的尺寸有误差时,它的两对卡爪可以在设计的范围内自动进行调节,通过钢球与锥面的补偿作用,使夹持的工件对中,并使夹紧力均匀作用在四个卡爪上。
其工作过程分析如下。
图1 卡爪位置示意图为便于说明,将图1所示的Ⅰ、Ⅱ、Ⅲ、Ⅳ四个卡爪按相互垂直方向分成两对。
以外夹为例,根据传动原理图(见图2),这时与Ⅰ、Ⅱ这一对卡爪相连的杠杆3分别插入外锥套4的孔中,与Ⅲ、Ⅳ这一对卡爪相连的杠杆9分别插入内锥套6的孔中。
需要说明的是,图2所示的仅仅是两对卡爪中各自只有一个卡爪的杠杆分别插入内、外锥套时的工作情况。
当油缸拉杆7向左移动时,拉动拉杆套8,并压迫钢球5,通过锥面推动外锥套4和内锥套6同时向左运动。
外锥套4推动杠杆3,内锥套6推动杠杆9,各自带动与之相连的卡爪1、滑块2和卡爪11、滑块1 0动作,如图2所示。
在夹紧过程中,假定工件存在着定位尺寸误差,标号为Ⅰ、Ⅱ的这一对卡爪先接触工件,标号为Ⅲ、Ⅳ的另一对卡爪距离工件还相差一个间隙Δl1(设两卡爪距工件间隙值相等,即ΔlⅢ=ΔlⅣ),此时外锥套4尽管受到钢球5的作用力,但由于与其相连的Ⅰ、Ⅱ卡爪已夹住工件,行程受到限制s,所以外锥套4不能向左移动。
而内锥套6由于与其相连的Ⅲ、Ⅳ两卡爪各自与工件的间隙值相等,因此内锥套6在钢球5的作用下,可以产生与外锥套4的相对滑移,即向左移动,直到Ⅲ、Ⅳ这一对卡爪均移动同样距离夹紧工件后停止,其移动距离的大小即误差补偿值大小,是由设计的结构参数决定的。
夹紧机构设计全文共四篇示例,供读者参考第一篇示例:夹紧机构设计是一种常见的机械设计方案,它一般用于夹紧或固定两个物体,保证它们之间的连接不松动。
夹紧机构设计可以用于各种领域,比如制造业、建筑业、汽车工业等等。
在不同的应用场景下,夹紧机构设计有不同的设计原则和要求,本文将重点介绍夹紧机构设计的基本原理、常见类型以及设计要点。
一、夹紧机构设计的基本原理夹紧机构设计的基本原理是利用一定的力学原理,通过外力使两个物体之间产生一定的摩擦力或压力,从而实现夹紧或固定的作用。
常见的夹紧机构设计原理包括:1. 摩擦原理:通过增加两个物体之间的摩擦力,实现夹紧或固定的作用。
这种原理适用于不需要精确夹紧的场合,比如木工制品的组装。
以上是夹紧机构设计的基本原理,不同实际应用场景中,设计人员可以根据具体情况选择合适的设计原理。
夹紧机构设计根据其结构和工作原理的不同,可以大致分为以下几种常见类型:1. 螺纹夹紧:通过旋转螺纹,使夹紧力产生,从而实现夹紧或固定的作用。
这种类型的夹紧机构设计在机械制造领域应用广泛。
在进行夹紧机构设计时,设计人员需要注意以下几个要点:1. 确定夹紧力:根据连接物体的重量和工作环境的要求,确定夹紧力的大小。
夹紧力过大容易损坏物体,过小则无法确保连接的牢固。
2. 选择合适的夹紧机构类型:根据连接物体的形状和工作环境的要求,选择合适的夹紧机构类型。
不同类型的夹紧机构有不同的工作原理和适用范围,需要根据具体情况进行选择。
3. 考虑安全性:在进行夹紧机构设计时,设计人员需要考虑工作中可能出现的安全隐患,并设计相应的安全保护措施,确保使用过程中不会发生意外事故。
4. 考虑便捷性:在进行夹紧机构设计时,设计人员需要考虑操作的便捷性,设计出易于使用和维护的夹紧机构,提高工作效率和使用便利性。
以上是夹紧机构设计的要点,设计人员在进行具体设计时,可以根据这些要点进行参考,确保设计出合理、实用的夹紧机构。
总结:第二篇示例:夹紧机构在机械领域中是非常重要的一种机构,它可以在零件加工、装配、运输等过程中确保零件的夹紧和固定,从而保证加工质量和生产效率。
定心对中斜楔式定心夹紧机构的结构哎,说到定心对中斜楔式定心夹紧机构,你可能会想,“这是什么东西?听起来像个高科技设备。
”不过,别担心,我会把这事儿给你讲明白。
其实啊,这东西简单来说就是一个帮助夹紧工件的工具,它能保证工件在加工过程中不歪不斜,保持在正确的位置。
这就像我们拿着手机打字,手得稳,打出来的字才准,对吧?不过这里讲的不是手机,而是那种精密机械加工中的关键设备。
先来说说它的名字。
定心对中这四个字呢,简直就像是它的“个性标签”。
你看,定心嘛,就是让东西能保持在准确的位置,像给车轮装上方向盘一样,没它怎么能往前走?对中呢,那就更好理解了,意思就是让工件和夹具之间的“配合”更加完美。
斜楔式?哎呀,别看这名字一堆技术词,实际上它就像我们把两块木板斜着对接在一起,斜楔就是利用了这个斜面的原理,把夹具牢牢地固定住,让工件在加工过程中“稳如老狗”。
我就不禁想起了那些精密的机械操作了。
工厂里的师傅们面对的是各种各样的零件,从小到螺丝钉大到金属板,啥都有。
要想保证加工出来的每一个部件都精准无误,那就得有一套“神器”来确保它不乱位。
这个定心夹紧机构就是其中的佼佼者,几乎可以说是工厂里“万金油”的角色——稳定、靠谱、又能让工作事半功倍。
不过呢,你要说它到底怎么发挥作用的,那可就有一番技术含量了。
它的工作原理其实挺有意思的。
你知道,当我们把斜楔放进夹具的缝隙里,工件就会随着楔子的压紧而固定住,这个力道啊,简直让人惊叹。
就好比我们用力压住一个软气球,气球周围的空气就会被压紧,而气球本身的形状也会稳定下来。
这种夹紧的方式,不但省时省力,而且特别精准。
再聊聊它的优势。
它的稳定性特别好。
试想一下,如果一个工件在加工过程中老是跑偏,那就惨了,得重新调整位置,甚至可能还得浪费一大堆时间和原材料。
而有了这个定心对中斜楔式夹紧机构,工件就稳稳地“待”在原地,没那么容易动弹,像粘在了地面一样。
它不挑工作件形状,可以夹持多种类型的工件,从复杂的零件到简单的平面,都能应付自如。
定心夹紧机构主要是利用其斜面移动时所产生的压力直接或间接的夹紧工件。
将工件装入,推动斜楔大头,夹紧工件;加工完毕,推动斜楔小头,使工件松开。
生产中很少单独使用斜楔夹紧机构。
但由斜楔与其他机构组合而成的夹紧机构却在生产中得到广泛应用。
斜楔夹紧机构:工作原理:结构简单、操作方便,但夹紧行程短,传力系数小,自锁能力差。
斜楔夹紧机构:斜楔夹紧机构的特点(1)夹紧力的计算若以FQ力作用于斜楔的大端,则楔块产生的夹紧力F J 为:F J =F Q /(tan +tan( + ))式中:F J ——斜楔对工件产生的夹紧力(N);——斜楔升角;F Q ——作用在斜楔大端的原始作用力(N);——斜楔与工件间的摩擦角;——斜楔与夹具体间的摩擦角。
1φα2φα1φ2φ(2)自锁条件当用人力作用于斜楔时,要求斜楔能实现自锁。
其自锁条件为:α1φ2φ≤ +一般为了自锁可靠,手动夹紧机构取=60~80。
由于手动单一斜楔夹紧机构的夹紧力小,波动大,敲击费时费力,因此,直接用斜楔夹紧工件的情况很少,而普遍应用斜楔与其它机构组合对工件实现夹紧。
是指螺旋副与其他元件(压板、垫片、螺钉等等)相结合,对工件实施夹紧的机构。
螺旋夹紧机构在生产中使用极为普遍,螺旋夹紧机构结构简单,具有较大的夹紧行程,且自锁性能好,是手动夹紧中用的最多的一种夹紧机构。
斜楔夹紧机构:螺旋夹紧机构的特点常用的夹紧形式有:单个螺旋夹紧机构 螺旋压板夹紧机构定心夹紧机构能使工件的定位与夹紧同时完成,例如车床上的三爪卡盘、弹簧夹头等。
其特点是定位与夹紧是同一个元件,利用该元件的等速趋近或退离,完成工件的定位夹紧或松开。
液性塑料心轴定心夹紧机构1-夹具体;2-加压螺钉;3-栓塞;4-密封圈;5-薄壁弹性套;6-止动螺钉;7-螺钉;8-端盖;9-螺塞;10-钢球;11、12-调整螺钉;13-过渡盘1.定心夹紧机构主要适用于几何形状对称,并以对称轴线、对称中心或对称瞳面为工序基准的工件的定位夹紧。
弹性定心夹紧机构根据弹簧筒夹定心夹紧机构的原理设计制造了如图5所示的弹性定心夹紧机构。
图5 弹性定点夹紧机构1.螺母2.垫圈3.可胀套4.心轴弹性定心夹紧机构的可胀套外圆D(g6)的小按油缸内孔直径系列制造,长度L≥1.25D~1.5D(D为可胀套外圆直径)。
可胀套沿轴心线分别从两相反方向割开三条槽均布于圆周上;可胀套内孔与心轴配磨,并涂色检查,保证接触面积在80%以上,并且可胀套装于心轴上,精磨外圆达到D(g6)的公差要求,保证可胀套外圆与心轴两中心孔的同轴度达到0 .005mm。
可胀套内孔锥度采用16°使得定心刚性好,精度高,便于普通外圆磨床磨削,自锁力好,但拆卸松开时,需借外力才能取出定心夹紧机构。
在加工油缸筒时,只需在油缸筒两端放入相应直径系列的弹性定心夹紧机构,旋转螺母,使心轴产生轴向移动,使可胀套六爪张开,以油缸内孔定心并夹紧;然后用顶针顶住中心孔,便能在车床上一次性加工出外圆、端面及割槽。
该弹性定心夹紧机构产生的夹紧力可根据弹簧夹头的夹紧力计算公式进行近似的计算。
无轴向定位时,径向夹紧力总和为式中:α--可胀套锥角;--心轴与可胀套间摩擦角;φ1R--消耗于簧瓣变形的力;k--当可胀套为6爪时,k=40;d—胀套直径(mm);l--可胀套根部至锥面中点的距离(mm);h--可胀套根部的壁厚(mm);Δ--弹性定心夹紧机构放入油缸筒内的间隙(mm);Q--轴向拉紧力(N)。
经过实践,使用该定心夹紧机构加工的油缸筒外圆与内孔的同轴度在0.02mm之内,油缸端面与内孔轴心轴的跳动在0.02mm内,达到图纸要求。
该定心夹紧机构只需采用一般材料如HT200和45#钢制造加工,也只需一般的热处理工艺,制造方便,简单可靠,成本低廉夹紧力计算(参考夹具设计手册)式中φ1 -- 弹簧套与夹具体锥面间的摩擦角,取:tanφ1=0.15;φ2 -- 弹簧套与工件间的摩擦角,取:tanφ2=0.2;α-- 弹簧套半锥角,α=6°;D -- 工件孔径;F d -- 弹性变形力,按下式计算:式中C -- 弹性变形系数,当弹簧套瓣数为3、4、6时,其值分别为300、100、20;d -- 弹簧套外径;l -- 弹簧套变形部分长度;t -- 弹簧套弯曲部分平均厚度;Δ-- 弹簧套(未胀开时)与工件孔之间的间隙。
高效螺纹管车床定心夹紧结构设计
邱岩;于雯秋
【期刊名称】《机械研究与应用》
【年(卷),期】2024(37)2
【摘要】文章重点对石油行业管体夹紧及定心结构的设计方案进行分析试验。
为
了在结构性能最优与工艺能力最佳中达到平衡,探讨了管体加工定心及夹紧形式的
研究现状、优缺点及国内外同类机床的经典案例,同时对石油管定心夹紧结构的决
定性技术和夹紧零件结构合理性和关键技术问题进行了研究,创新设计了液压卡盘
供油结构,并运用MSC.ADAMS软件对该结构进行了运动学仿真,进一步验证了管
体定位及夹紧结构的可实现性、可靠性,所研究内容对加工管螺纹时消除“黑皮扣”现象具有重要意义。
【总页数】4页(P91-93)
【作者】邱岩;于雯秋
【作者单位】沈阳机床股份有限公司
【正文语种】中文
【中图分类】TH78.2
【相关文献】
1.车床离心力夹紧松开自定心卡盘装置
2.浮动夹紧双向定心夹紧机构
3.一种自动定心夹紧车床夹具的设计
4.一种轴承套圈车床用高效自动夹紧机构的设计
5.定心夹
紧机构夹紧误差计算
因版权原因,仅展示原文概要,查看原文内容请购买。