
按所要浇注的产品类别确定新旧料的比例。一般产品新料比例不低于50%。按配料表和新料比例备好合金和边料。
所用合金牌号:60铬或金属铬;电解镍;电解锰;75硅;60钼。备用的新料必须干净无油污和杂质、无密封容器。
穿戴好劳保,注意边料和模头扎伤手
确认配料是否准确
穿戴好劳保,注意边料和模头扎1、开始功率控制在50%慢慢加大功率。2、待熔到70%时加入检查水压正常
穿戴好劳保,注意边料和模头扎伤手
防止触电,送电后必须管好主机柜门
确认启动正常
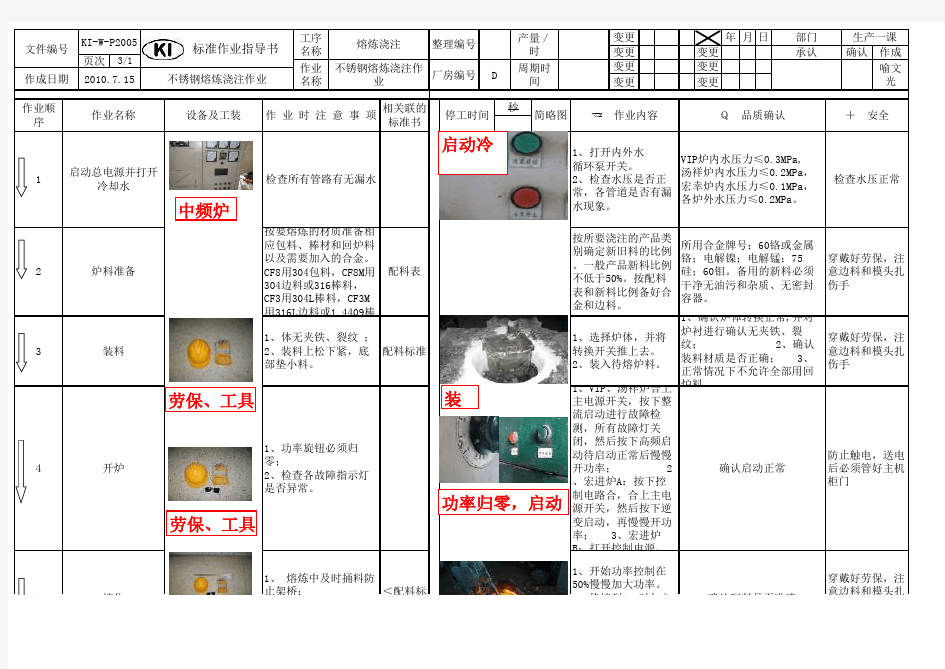
VIP炉内水压力≤0.3MPa,汤祥炉内水压力≤0.2MPa,宏幸炉内水压力≤0.1MPa,各炉外水压力≤0.2MPa。
1、确认炉体转换正常,并对
炉衬进行确认无夹铁、裂
纹; 2、确认装料材质是否正确; 3、
正常情况下不允许全部用回
炉料。1、打开内外水循环泵开关。
2、检查水压是否正常,各管道是否有漏水现象。
1、选择炉体,并将转换开关推上去。
2、装入待熔炉料。1、VIP、汤祥炉合上主电源开关,按下整流启动进行故障检测,所有故障灯关闭,然后按下高频启动待启动正常后慢慢
开功率; 2、宏进炉A:按下控制电路合,合上主电源开关,然后按下逆变启动,再慢慢开功率; 3、宏进炉B:打开控制电源,配料表
<配料标准>
1、 熔炼中及时捅料防止架桥;
启动总电源并打开
冷却水
3检查所有管路有无漏水
1、体无夹铁、裂纹 ;
2、装料上松下紧,底部垫小料。
2炉料准备按要熔炼的材质准备相应包料、棒材和回炉料以及需要加入的合金。CF8用304包料,CF8M用304边料或316棒料,CF3用304L棒料,CF3M 用316L边料或1.4409棒
3/1
KI-W-P2005整理编号
厂房编号停工时间
周期时间D
文件编号作成日期 标准作业指导书
2010.7.15页次
变更变更不锈钢熔炼浇注作业
工序名称
不锈钢熔炼浇注作业作业
名称
熔炼浇注产量/时变更年变更? 作业内容Q 品质确认
变更生产一课作成
确认承认月日部门变更
+ 安全
简略图
喻文光
变更配料标准开炉
装料
秒
设备及工装
相关联的标准书
熔化作业顺序
作 业 时 注 意 事 项41
1、功率旋钮必须归零;
2、检查各故障指示灯是否异常。
作业名称
5启动冷
装
功率归零,启动
中频炉
劳保、工具
劳保、工具
确认配料是否准确
意边料和模头扎伤手,防止钢水飞溅烫伤
50%慢慢加大功率。2、待熔到70%时加入所需的铬、镍和钼铁。
<配料标准>
止架桥;
2、边料不结实时降低功率熔炼。
熔化
5
生产一课变更年月日部门所用除渣剂必须干燥无水分,钢水化学成份合格加入的CaSiMn必须干燥,铝线无氧化。变更喻文光
变更熔炼浇注作业
产量/时熔炼浇注整理编号3/2
作业名称
作业顺序作 业设备及工装
96预脱氧
作成日期
2010.7.15
熔炼浇注作业标准工序名称页次
变更承认确认作成
文件编号KI-W-P2005 标准作业指导书
厂房编号
D
周期时间变更简略图
? 作业内容
变更
变更<化学成分标准>
注意所加入炉料和合金完全熔化后才能取样。1、如空气湿度过大或阴雨天
时锰铁和硅铁需烘干后使用; 2、应先加锰铁后加硅铁。+ 安全
作 业 时 注 意 事 项相关联的标准书
停工时间秒
Q 品质确认
1、熔至8分满待炉料完全熔化后,温度升至1580℃时除去浮渣取样做成份分析;
2、如首检不合格,则需按成分要求调整;
3、成份分析合格后用回炉料熔所加入硅铁和锰铁必须干燥。<化学成分标准>
待熔到8分满时按配方加入锰铁和硅铁。1、钢液温度升到所需熔炼温度。开功率的情况下加入Casimn 或铝线,CaSiMn必须和钢水直接接触;加入量约为钢水量的0.2%;
2、 然后关掉功率加入80~120克除渣剂
浇注
1、壳模叉出至浇注完成不超过10秒;
2、浇注时先快(产品)后慢(模头);
3、做到“与炉共舞”防止钢水溅出。
工艺参数表和铸造工艺卡
除渣、终脱氧
除渣温度必须达到1600°C以上,高温产品熔炼温度需比浇注温度高20-30度;特殊产品必须高温熔炼。
取样作炉前分析
78
穿戴好劳保,防止钢水飞溅烫伤
必须穿戴好劳保,防止钢水飞溅烫伤。浇注过程中如有壳模漏水,应马上停止浇注放到最近的砂池中,待凝固后清理。
穿戴好劳保,防止钢水飞溅烫伤
穿戴好劳保,防止钢水飞溅烫伤
确认成份合格、钢水表面无渣上浮才浇注;部分厚大件放铁架冷却。1、测量温度达到要求后调整功率准备出钢;
2、用钢叉快速叉出壳模至出钢口;
3、转动炉体将钢水灌入壳模中;
4、大件产品采用抬包二次浇注。
预脱
取样
终脱氧
浇注
加盖冷却
电子称
光谱仪、试样
劳保、工
测温
11冷却装框
普通不锈钢产品需待产品外表颜色变白后方可装框;
1、产品装框是需轻拿轻放,防止碰伤;
2、装框后普通产品直接推入冷却房放入
水中冷却;
3、对于易产生冷裂和变形的产品需在自然条件下在冷却一小时后然后放入水中冷
对于有漏水的产品需单独摆放。穿戴好劳保,防
止砸伤和烫伤
确认停炉顺序无误,确认外水电源关闭。
1、所有炉在停炉之前都必须先功率归
2、VIP、汤祥炉在功率归零后先按下整流启动按钮关闭变频器,然后关闭主电源,待5分钟后关闭
3、宏进炉A:功率归零后按下变频停止,再按下主电路分,然后按下控制电路分,待5分钟后关闭内外水电源; 宏进炉B:功率归零后,按下主电路分然后关闭控制电源,待作成日期
2010.7.15
熔炼浇注作业标准3、确认关闭主电源后才能关闭内外水电源。
停炉
101、功率表必须归零后方可按下变频器开关;作业顺序作 业设备及工装
作 业 时 注 意 事 项熔炼浇注作业
2、确认变频器关闭后才能关闭主电源;
熔炼浇注相关联的标准书
停工时间秒
厂房编号
文件编号KI-W-P2005 标准作业指导书
工序名称页次3/3作业名称
部门年月生产一课变更变更日产量/时变更确认作成
喻文光
整理编号承认变更变更变更D
周期时间检查外水是否正
常流动? 作业内容
Q 品质确认
+ 安全
简略图
变更
冷却装框
劳保、工
中频炉
关闭主电源
功率
关闭