窑尾预分解系统优化改造
- 格式:pdf
- 大小:158.12 KB
- 文档页数:2
熟料黄心料产生原因与对策黄心料,就是在窑内缺氧的还原气氛下生产出来的熟料。
预分解窑产生的黄心料可分为疏松性黄心料和致密性黄心料。
疏松黄心料结构疏松,熟料烧失量高,后期强度明显降低,它是在窑头温度低,窑尾存在还原气氛的条件下产生的;致密黄心料是在较强的还原气氛下,物料中的氧化铁被还原成低价的FeO,从而使熟料的颜色发生变化,致密黄心料的特征是升重较高,致密难磨。
我公司有一条2500t/d熟料生产线,窑规格为Ф4×60m,分解炉采用TDF炉,预热器为五级双系列,在生产过程中曾多次出现黄心料难题,技术人员通过分析找出产生黄心料的原因,及时采取相应的措施,解决了此问题。
一、产生黄心料的原因分析1.从煅烧的角度分析产生黄心料的原因(1)风、煤、料、窑速的配合不好。
2004年6月份,我公司当时生产任务较紧张,窑日产量从2700吨提升至2800吨,创历史新高,但几天后,熟料产生黄心料,对熟料的质量造成了不良影响。
原因分析是在提高产量时窑速虽然从3.65rpm提高至3.8rpm,但由于高温风机振动值较大,没有相应的加大系统拉风(高温风机液偶转速870rpm,电流105A),虽然窑速提高了,但窑内的填充率还是增加了,使窑内阻力增大,通风受限,氧含量不足,以至产生黄心料。
我公司所使用的煤粉挥发分高,热力释放集中,由于窑内阻力增大,使火焰的长度缩短,形成短焰急烧,窑速又较高,使物料在烧成带停留时间不足,窑头温度难以提升,物料烧成效果不佳,同时火焰又存在缺氧现象,所以产生了较疏松的黄心料。
(2)燃烧器在窑断面的位置调节不当。
在投产初期,煤管在窑口截面位置定在靠进物料的第四象限A(60,-65),在生产过程中发现窑结球频繁,产生黄心料严重。
分析原因,发现煤管的位置较低,火焰逼近料面,由于窑的不断旋转,使部分火焰被裹入物料中,煤粉不完全燃烧严重,窑头温度难以提升,窑内产生CO,从而出现结球现象和产生疏松的黄心料。
预分解窑系统的组成预分解窑系统是一种用于水泥生产的设备系统,由多个组成部分构成。
下面将详细介绍预分解窑系统的组成。
1. 窑体预分解窑系统的核心部分是窑体。
窑体通常由钢筋混凝土构成,具有较高的耐火性能和耐磨性能。
窑体内部分为多个区域,包括预热区、煅烧区和冷却区。
预热区用于将原料进行预热,煅烧区用于进行煅烧反应,而冷却区则用于将煅烧后的熟料进行冷却。
2. 窑头设备窑头设备主要包括煤粉仓、煤粉磨机和煤粉输送系统。
煤粉仓用于存放煤粉,煤粉磨机则将煤粉磨成所需的细度,最后通过输送系统将煤粉送入窑体。
3. 窑尾设备窑尾设备主要包括熟料冷却机和熟料破碎机。
熟料冷却机用于对煅烧后的熟料进行冷却,以提高熟料的质量。
熟料破碎机用于将冷却后的熟料进行破碎,以满足不同颗粒度要求的水泥生产工艺。
4. 窑内设备窑内设备包括煤粉喷燃器、预热器和分解炉。
煤粉喷燃器用于在窑体内部喷射煤粉并进行燃烧,提供热量供窑体内的反应进行。
预热器用于将煤粉喷燃后的高温烟气与未煅烧的原料进行热交换,提高窑体内部的温度。
分解炉则是窑体内的关键部分,用于进行煅烧反应,将原料分解成熟料。
5. 除尘系统除尘系统用于处理窑体产生的烟气中的灰尘和有害气体。
除尘系统通常包括电除尘器和袋式除尘器两种设备,可以有效净化烟气,保护环境。
6. 控制系统预分解窑系统还包括一个完善的控制系统,用于对整个生产过程进行监控和控制。
控制系统通常由PLC(可编程逻辑控制器)和DCS (分布式控制系统)组成,可以实现对窑体温度、煤粉供给、熟料质量等关键参数的自动控制。
总结起来,预分解窑系统的组成包括窑体、窑头设备、窑尾设备、窑内设备、除尘系统和控制系统。
这些组成部分密切配合,共同完成水泥生产的整个过程,确保生产过程的稳定性和水泥产品的质量。
预分解窑系统的应用不仅提高了水泥生产的效率,还减少了对环境的污染,具有重要的意义。
一、结皮堵塞预分解窑生产工艺线普遍存在着一个常见问题,就是窑尾系统——预热系统与分解炉结皮、积料、堵塞。
预热系统一旦发生结皮堵塞,热工制度打乱,严重影响水泥的生产质量,且处理结皮堵塞,恢复生产比较困难,更有甚者,因堵塞塌料而造成人身伤亡。
如何正确理解、严肃对待这一客观存在的现象,认识其将给生产带来的种种危害,切实通过一些必要的控制手段和一定的工艺处理措施,科学地进行预测与防范,是保障生产顺利进行,确保工艺设施安全,发挥系统优势的关键所在。
针对这些问题,我搜集了水泥生产线的预防解决措施,以期望能够在以后的工作中有所帮助。
结皮的形成预分解窑最易发生结皮的部位是窑尾烟室、下料斜坡、窑尾缩口、最低两级筒的下料管、分解炉内等处。
结皮使通风通道的有效截面积减小,阻力相应增大,影响系统通风,使主排风机拉风加大。
结皮塌落时,还容易发生堵塞。
二、堵塞的症状、多发部位2.1 窑尾系统堵塞症状预热器发生堵料时在中控室和现场都能判断。
正常生产时,双系列预分解窑从中控操作画面上看预热器系统各控制参数是很有规律的:从上至下负压逐级降低,温度逐级升高,且同级两列相差很小。
但当某列发生堵料时:(1)以堵塞部位为界,堵塞部位以上多处负压值急剧上升;堵塞部位以下出现正压; 捅料孔、排风阀等处有冒灰现象发生。
(2)窑头负压不足,严重时会有正压产生,且从观测孔等处往外冒火。
(3)窑尾排风机、一级筒出口、分解炉出口及窑尾等多处温度异常。
(4)被堵预热器的锥体负压急剧下降,甚至达到或接近零压。
(5)下料温度异常下降。
(6)进入窑内的物料减少。
通常,上述这些症状中有3种或3种以上同时出现时,就说明窑尾系统已经产生堵塞,应及时采取措施。
预分解系统内很多部位都可能发生堵塞,但主要发生在五级和四级旋风筒内;各级下料管及翻板阀内,若不及时处理,有时能从下料管堵到预热器锥体,甚至整个旋风筒;再是分解炉及其斜坡,连结管、变型或变径管等处。
2.2 堵塞时间从时间上看,堵塞大部分发生在点火后不久,窑操作不正常,系统热工制度不稳定等情况下。
预分解窑窑皮几种异常情况的处理江超,李思营,马海倩(新乡平原同力水泥有限责任公司河南新乡453011)0引言河南某水泥公司5000t/d水泥熟料生产线由天津水泥工业设计研究院有限公司设计,采用双系列五级预热器和TSD型分解炉,窑的规格为Φ×72m,配用天津仕名公司TC型四通道燃烧器。
该生产线所用燃料采用低挥发分无烟煤与烟煤按比例搭配而成的混合煤,其燃烧特性既有烟煤的也有无烟煤的,容易产生两极分化。
生产过程中因此出现了几次事故,如窑皮不平整、红窑、窑内结球、窑尾结圈漏料、熟料质量差等。
在处理事故的过程中,总结了一些宝贵的经验。
现做一简介,供同行参考。
1影响窑皮形成的主要因素生料的化学成份生料中铝质与铁质的成份比较多,熟料烧成液相量就多,容易形成窑皮。
铝含量高,液相的粘度大,形成窑皮比较困难。
铁含量高,液相的粘度就比较小,窑皮容易形成,但形成的窑皮也容易掉落。
烧成带的温度烧成带的温度低,物料形成的液相少,不易形成窑皮;相反,窑皮容易脱落。
火焰的形状和燃烧器的位置火焰形状要完整、顺畅,这样形成的窑皮厚薄一致、坚固。
燃烧器的位置应尽量向往外拉一点,同时偏料,火焰宜短不宜长。
这样高温区较集中,高温点靠前,使窑皮由窑前逐渐往窑内推进。
待窑产量增加到正常情况,燃烧器也随之移动到正常生产的位置。
喂料量和窑速挂窑皮期间,喂料量过大或窑速过快,窑内温度就不容易控制,粘挂的窑皮就不平整、不坚固。
2 几次异常窑皮的处理过程窑9.5m~14m处窑皮偏厚表现2005年8月10日中班,窑筒体9.5m~14m窑皮偏厚,筒体扫描显示此处温度平均值仅为165℃,窑尾密封圈漏料,熟料结粒偏大、黄心料较多、f-CaO偏高。
原因分析由于入窑生料的易烧性变差,f-CaO合格率低,有的操作员由于经验不足又不愿减产,为了使f-CaO合格,采取加大窑头用煤量(超出正常值h)、窑尾温度偏高控制的方法,导致此处窑皮偏厚、过渡带副窑皮比正常值厚,窑内物料填充率过高(窑速已经达到最快),影响了通风和热交换,物料预烧不好,结果熟料中黄心料更多、f-CaO仍然偏高、此处窑皮更厚、窑尾密封圈漏料更为严重。
关于预分解水泥窑的脱硫问题2013 年12 月发布的《水泥工业大气污染物排放标准》(GB4915-2013)中规定:现有生产线自2015 年7 月1 日开始,熟料生产线SO2 排放浓度不得高于200mg/Nm3,重点地区不得高于100mg/Nm3。
就一般水泥生产线来讲,现有的预分解窑水泥工艺本身就具有脱硫功能,分解炉可以生成活性很高的CaO,能很好地吸收烟气中的SO2。
所以,对于原燃材料含硫量不是太高的生产线,SO2 排放一般不会超标。
但对于少部分原燃材料含硫量较高的生产线,由于预热器在上、分解炉在下,硫化物的挥发在先、CaO 的生成在后,随烟气进入预热器的CaO 极其有限,满足不了吸收烟气中SO2 的需求,还是存在SO2排放浓度超标现象。
1 分解炉CaO制浆脱硫工艺海螺水泥为了解决部分生产线SO2 排放>200mg/Nm3 的超标排放问题,曾多次组织技术会议分析排放超标的原因,并与有关高校及研究院所合作,开发了“分解炉出口取出CaO、制浆后作为脱硫剂、喷洒于废气中”的脱硫技术,并在海螺某生产线进行了试点应用。
现将其主要内容介绍如下:1.1 排放超标的原因分析及措施分析认为,水泥熟料烧成系统中的硫,是由原料和燃料带入的。
在预分解窑系统内,由窑头和分解炉喂入燃料所带进来的硫,均被CaO 和碱性氧化物吸收生成硫酸盐;原料中存在的硫酸盐在预热器系统通常不会形成SO2 气体,大体上都会进入回转窑内;而原料中以其他形式存在的硫,则会在300~600℃被氧化生成SO2气体,主要发生在五级预热器窑的第二级旋风筒或者六级预热器窑的第三级旋风筒部位。
分析认为,由于分解炉内新生成的CaO 活性很高,能很好地吸收烟气中的SO2,水泥工艺本身具有脱硫功能,所以一般水泥生产线SO2 排放都不是问题。
但部分生产线由于原料中硫化物的含量较高,硫化物氧化产生的SO2 在通过上级旋风筒时不能被全部吸收,未吸收的SO2就随废气从预热器排出。
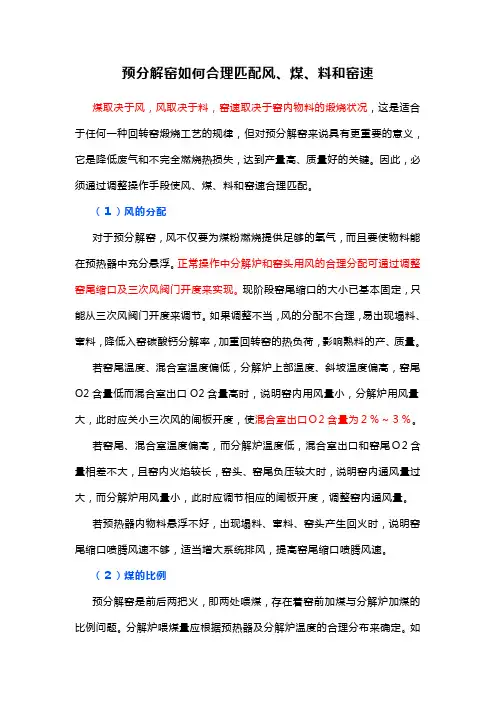
预分解窑如何合理匹配风、煤、料和窑速煤取决于风,风取决于料,窑速取决于窑内物料的煅烧状况,这是适合于任何一种回转窑煅烧工艺的规律,但对预分解窑来说具有更重要的意义,它是降低废气和不完全燃烧热损失,达到产量高、质量好的关键。
因此,必须通过调整操作手段使风、煤、料和窑速合理匹配。
(1)风的分配对于预分解窑,风不仅要为煤粉燃烧提供足够的氧气,而且要使物料能在预热器中充分悬浮。
正常操作中分解炉和窑头用风的合理分配可通过调整窑尾缩口及三次风阀门开度来实现。
现阶段窑尾缩口的大小已基本固定,只能从三次风阀门开度来调节。
如果调整不当,风的分配不合理,易出现塌料、窜料,降低入窑碳酸钙分解率,加重回转窑的热负荷,影响熟料的产、质量。
若窑尾温度、混合室温度偏低,分解炉上部温度、斜坡温度偏高,窑尾O2含量低而混合室出口O2含量高时,说明窑内用风量小,分解炉用风量大,此时应关小三次风的闸板开度,使混合室出口O2含量为2%~3%。
若窑尾、混合室温度偏高,而分解炉温度低,混合室出口和窑尾O2含量相差不大,且窑内火焰较长,窑头、窑尾负压较大时,说明窑内通风量过大,而分解炉用风量小,此时应调节相应的闸板开度,调整窑内通风量。
若预热器内物料悬浮不好,出现塌料、窜料、窑头产生回火时,说明窑尾缩口喷腾风速不够,适当增大系统排风,提高窑尾缩口喷腾风速。
(2)煤的比例预分解窑是前后两把火,即两处喂煤,存在着窑前加煤与分解炉加煤的比例问题。
分解炉喂煤量应根据预热器及分解炉温度的合理分布来确定。
如果喂煤量过少,将使炉温偏低,出炉物料分解率降低;若喂煤量过多,将使炉后系统温度偏高,热耗增加,甚至引起系统结皮堵塞。
窑头用煤量应根据入窑生料量及烧成温度来确定。
若窑头用煤量过少,容易造成烧成温度不够,熟料升重偏低,游离氧化钙升高,影响熟料质量;若窑头用煤量过大,将导致分解炉加不进煤,入窑物料分解率降低,增大窑的热负荷,发挥不了预分解窑的功效。
窑、炉喂煤量的合理分配,可使烧成热耗最低,熟料质量最佳。
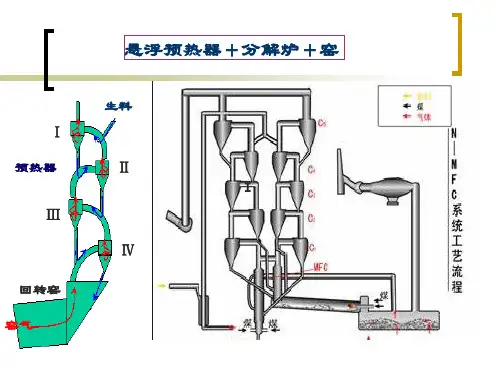
预热分解系统工作原理及巡检要领预热器的主要功能是充分的利用回转窑和分解炉排出废气余热加热生料,使生料预热及部分的碳酸盐分解。
为了最大限度的提高气固间的换热效率从而实现整个煅烧系统的优质,高产,低耗,预热器必须具备分散均匀,换热迅速和高效分离三个功能。
新型干法窑用旋风预热器作为主要的预热设备,旋风预热器由旋风筒和连接管道组成的热交换器。
现在一般为五级预热器,也有六级预热器。
为使生料能够充分的分散悬浮于管道内的气流中,加速气固之间的传热。
1、在生料进入每级预热器的上升管道处,管道内应有物料分散装置。
2、选择生料进入管道的合适方位,使生料逆气流方向进入管道,以提高气固相的相对速度和生料在管道内停留时间。
3、两级旋风筒之间的管道必须有足够的长度,以保证生料悬浮起来,并在管道内有足够的停留运行距离,充分发挥管道传热的优势。
4、旋风筒下料管道上的翻板阀灵活不漏风,生料能连续卸出,有料封作用。
旋风筒的作用主要是气固分离,传热只完成6%-12.5%。
旋风筒的分离效率的高低,对系统的传热速率和热效率有重要影响。
旋风筒的分离效率愈低,生料在系统内、外循环量就愈高。
系统内生料循环量等于喂料量时,废气温度将升高38℃。
外循环量增加,势必增加收尘设备的负荷,降低热效率。
最高一级旋风筒的分离效率决定预热器系统的粉尘排出量,提高它的分离效率是降低外部循环的有效措施。
窑外分解窑不断地改进窑外分解窑又称预分解窑,是一种能显著提高回转窑生产能力的煅烧设备,是在悬浮预热窑的基础上发展起来的一种新型窑炉系统。
生料颗粒分散于分解炉内以最小的温度差进行传热,入窑的表观分解率达到85-95%,从而大大的减少窑的热负荷,使回转窑的生产能力成倍的增加。
从1971年第一台窑外分解窑建成以来,最大的窑外分解窑的生产能力已达到日产万吨,窑的安全周期也得到提高。
预热器工作原理:生料由C1与C2之间的上升管道喂入,在高温、高速气流中充分分散进行热交换后,带入C1筒进行气料分离。
2005.No.10
水泥CEMENT
在安装时,密封圈与转子上口边缘留有3mm的间隙。
在随后的生产中,发现生料成品粒度较改造前好了很多。
但0.2mm筛的筛余仍在2%~3%,只是>2mm的颗粒明显减少了。
为了生料颗粒更均匀合理,再次检查密封圈,当将“L”密封圈圆周割开4处,发现由于此种密封圈在安装时看不到上部留的间隙,实际安装间隙在4~6mm,决定更换为“━”型密封圈(见图3)。
并且在安装时严格把关,在转子上口水平度允许的情况下保持间隙在3mm以下,结果取得了良好的效果。
2.2选粉机电流跑高的处理措施
在第一次给转子加密封圈时,将反击锥与内锥体间隙由5.5mm缩小至垂直距离4.5mm。
运转时,仍出现电流跑高现象,只是频次有所减少。
众所周知,磨机在运转过程中,循环负荷率随入磨物料的易磨性波动而波动,一旦循环负荷率增大,选粉机仍时有电流跑高现象出现。
由此可看出其主要原因在于选粉机粗粉卸料不畅。
经检查,粗粉下料溜子、锁风阀均正常。
因此采取以下措施:
1)选粉机下部内风管加高150mm(见图4),以防粗粉因下料不畅流入内风管,而被气流再次带入选粉机,引起选粉机内部负荷过大,导致电流跑高;
2)将选粉机粗粉出口处平台去掉,改为一块斜的平板(见图4虚线部分)。
图4
改造前后选粉机下部示意
3效果
改造后,生料细度较以前更容易控制,细度合格
率由改造前的<85%提高到90%以上,选粉机参数见表2,回转窑较以前容易煅烧,投料量由原来的150t/h提高到190~200t/h。
选粉机运行平稳,电流稳定在250~280A,磨系统参数稳定,台时产量在210~220t/h,实现了达标达产。
(编辑乔
彬)
中图分类号:TQ172.622.26
文献标识码:B
文章编号:1002-9877(2005)10-0040-02
我厂1000t/d生产线1998年9月进行NMFC炉与原分解炉串联改造后,可以完全使用当地低挥发分煤,并解决了预热器经常发生堵塞的问题,提高了窑台时产量和运转率。
但在生产中发现,窑尾预分解系统存在一些不足:①C1为2-Φ3312mm,阻力较大,分离效率不高,窑尾回灰量较多;②C4和C5水平烟道易积灰,影响系统通风;③预热器系统锁风翻板阀不灵活、漏风,影响热工制度;④原煤成分波动大,需延长煤粉燃烧时间,提高入窑物料分解率。
2004年元月我厂与北京赛凯迪水泥技术公司合作对预分解系统进行了优化改造。
1改造内容
1)将C1由2个旋风筒,更换为1个Φ4812mm
旋风筒,以提高其分离效率,降低系统阻力,涡壳采
用三芯结构以突出离心分离作用,进口由原来的接近正方形的矩形改变为五边形。
见图1。
图1C1旋风筒结构示意
窑尾预分解系统优化改造
姚吻华,孙福军,张克军
(七里岗水泥厂,河南新密452370)
"""""""""""""""""""""""""""""""""""""""""""""""40--
2005.No.10
表2
改造后熟料矿物组成及率值
表3
改造前后熟料强度
MPa
3系统存在的不足
由于窑尾烟室温度较高,结皮较多,需要经常处
理,否则影响系统通风和看火工看火(窑头正压大)。
另外,煤磨煤粉筛余有时达12%,对系统也有影响。
参考文献:
[1]张克军,薛永华,彭利民.七里岗水泥厂分解炉串联改造技术[J].水泥,2003,(3):15-16.
(编辑顾志玲)
158.3920.856.428.720.9073.171.482
61.72
17.24
5.29
8.69
0.932
3.32
1.34C3S
C2S
C3AC4AFKHnP编号
矿物组成/%率值时间
抗折强度
抗压强度
3d
28d3d28技改前6.49.531.654技改后
6.6
9.7
32.8
56
2)原翻板阀易变形密封不好,窜风较多。
翻板两
端的滑动轴套在翻板阀外侧,离壳体20mm,受高温物料影响闪动不灵活,影响物料分散。
技改后为双翻板,翻板尺寸变小不易变形,密封采用迷宫结构,滑动轴套改为滚动轴承装在翻板阀壳体外侧,离壳体
50mm,受高温物料影响小。
翻板阀结构见图2。
图2
翻板阀结构
3)扩大烟室容积。
由于生料成分波动大,KH忽高忽低及有害成分(硫、碱)影响,烟室易结皮,出现窑内通风不良,火焰长,火点后移,窑尾密封圈外部伴有正压现象。
烟室扩容后增大了窑内通风能力,降低烟室物料二次扬尘,减少烟室物料与DD炉、C5之间的内循环,减轻了少量结皮对系统的影响。
4)C4和C5的水平烟道下部结构改为图3所示结构,减少了积灰。
5)扩大NMFC炉容积。
我厂物料、原煤成分波动
大,低挥发分煤所需燃烧时间长,一般在9s左右,
扩大NMFC炉容积可以提高对物料的适应性,避免燃
料在炉内不完全燃烧。
NMFC炉柱体尺寸为
Φ3300mm,鹅颈管为Φ1900mm,原柱体高10m,改
后为15m,
炉容增大50%,进一步延长了气体、物料停留时间,提高了热交换率。
图3C5烟道结构示意
2改造后效果
技改后,操作上改变了对NMFC炉、DD炉分料比例,NMFC炉物料由50%增加到85%,以充分发挥串联NMFC炉炉容大、流态化炉内物料分布均匀热交换充分,以及物料停留时间长的优势,低挥发分煤燃烧充分(挥发分10%~13%、灰分25%~35%)。
预热器系统各级温度压力波动非常小,C1出口温度在310~330℃,分解炉出口温度一般在860℃,C5出口温度830℃左右,C4和C5烟道积料减少,热工制度稳定,看火工操作方便,技改前后操作参数比较见表1。
窑尾回灰量明显减少,入窑物料表观分解率由92%提高到97%,系统产量由980~1020t/d增加到1150~1200t/d。
熟料化学成分和矿物组成见表2和表3。
时间C1
C2
C3
C4
C5
窑尾烟室
NMFC炉
投料量
/(t/h)
出口温度/℃入口压力/kPa出口温度/℃入口压力/kPa出口温度/℃入口压力/kPa出口温度/℃入口压力/kPa出口温度/℃入口压力/kPa温度/℃压力/Pa层温/℃出口压力
/Pa技改前330-4.70580-3.06690-1.98780-1.23850-0.321000-60860-40670技改后
310
-5.68
560
-3.58
672
-2.24
760
-1.48
830
-0.56
1050-80
860
-560
75
表1
窑操作参数
姚吻华,等:
窑尾预分解系统优化改造41--。