预分解窑的规格
- 格式:doc
- 大小:43.00 KB
- 文档页数:3

日产7000吨熟料预分解窑的分解炉设计精品熟料预分解窑(precalciner)是水泥生产中常用的设备之一,它是水泥窑系统中用来预分解熟料的设备。
预分解窑的主要作用是在水泥窑系统前段对熟料进行预煅烧,使其部分碳酸盐分解,释放出二氧化碳和其他有害气体,从而降低水泥窑系统尾气中的CO2排放量。
在熟料预分解窑中,熟料通过与燃烧气体的接触,发生预分解反应,其产品称为分解炉熟料。
分解炉熟料具有良好的火化性能,能够提高熟料煅烧的效果。
以下是针对7000吨熟料预分解窑的分解炉设计的详细描述:1.设备选型:根据7000吨熟料的生产需求,选用具有足够容量和高效性能的预分解窑设备。
预分解窑的主体结构由预分解炉筒和预煅器组成,内部设置有适当的燃烧器、分解料层和料层形成装置等。
2.炉筒设计:炉筒应具备良好的热交换性能,以保证燃料充分燃烧和熟料分解的高效率。
炉筒的直径和长度要能够适应7000吨熟料的产量要求,并能提供足够的热交换面积。
炉筒内部应采用特殊的耐火材料,以保证其对高温和化学侵蚀的稳定性。
3.燃烧器设计:选用高效的燃烧器,以确保燃料的完全燃烧和预分解过程的顺利进行。
燃烧器应具备良好的调节性能,能够根据燃烧气体和熟料的变化,自动地调整燃烧参数。
同时,燃烧器的设计要考虑到排渣和清灰的方便性,以便保证系统的连续运行。
4.热交换装置设计:热交换装置通过回收预热煤粉和部分废气中的热能,提高燃料的利用率和系统能源效率。
设计中应考虑到热交换装置的型式和结构,以及热交换面积和热传导效率等因素。
同时,还需要合理设计气体流动和物料流动的路径,以保证热能的传递和分解反应的进行。
5.分解料层设计:分解料层是熟料在预分解窑中进行分解反应的重要区域。
料层的形成方式和分布要能够保证分解反应均匀进行,并且便于煤粉喷射和气体的流通。
料层的厚度和分解炉的运行参数要合理把握,以实现最佳的分解效果。
6.排渣装置设计:在分解炉内会产生大量的固体废渣和灰渣,因此需要设计合适的排渣装置,以保证分解炉的正常运行。
【关键字】精品预分解窑窑皮几种异常情况的处理江超,李思营,马海倩(新乡平原同力水泥有限责任公司河南新乡453011)0引言河南某水泥公司5000t/d水泥熟料生产线由天津水泥工业设计研究院有限公司设计,采用双系列五级预热器和TSD型分解炉,窑的规格为Φ4.8×,配用天津仕名公司TC型四通道燃烧器。
该生产线所用燃料采用低挥发分无烟煤与烟煤按比率搭配而成的混合煤,其燃烧特性既有烟煤的也有无烟煤的,容易产生两极分化。
生产过程中因此出现了几次事故,如窑皮不平整、红窑、窑内结球、窑尾结圈漏料、熟料质量差等。
在处理事故的过程中,总结了一些宝贵的经验。
现做一简介,供同行参考。
1影响窑皮形成的主要因素1.1生料的化学成份生料中铝质与铁质的成份比较多,熟料烧成液相量就多,容易形成窑皮。
铝含量高,液相的粘度大,形成窑皮比较困难。
铁含量高,液相的粘度就比较小,窑皮容易形成,但形成的窑皮也容易掉落。
1.2烧成带的温度烧成带的温度低,物料形成的液相少,不易形成窑皮;相反,窑皮容易脱落。
1.3火焰的形状和燃烧器的位置火焰形状要完整、顺畅,这样形成的窑皮厚薄一致、坚固。
燃烧器的位置应尽量向往外拉一点,同时偏料,火焰宜短不宜长。
这样高温区较集中,高温点靠前,使窑皮由窑前逐渐往窑内推进。
待窑产量增加到正常情况,燃烧器也随之移动到正常生产的位置。
1.4喂料量和窑速挂窑皮期间,喂料量过大或窑速过快,窑内温度就不容易控制,粘挂的窑皮就不平整、不坚固。
2 几次异常窑皮的处理过程2.1 窑~处窑皮偏厚2.1.1表现中班,窑筒体~窑皮偏厚,筒体扫描显示此处温度平均值仅为,窑尾密封圈漏料,熟料结粒偏大、黄心料较多、f-CaO偏高。
2.1.2原因分析由于入窑生料的易烧性变差,f-CaO合格率低,有的操作员由于经验不足又不愿减产,为了使f-CaO合格,采取加大窑头用煤量(超出正常值0.8t/h)、窑尾温度偏高控制的方法,导致此处窑皮偏厚、过渡带副窑皮比正常值厚,窑内物料填充率过高(窑速已经达到最快),影响了通风和热交换,物料预烧不好,结果熟料中黄心料更多、f-CaO 仍然偏高、此处窑皮更厚、窑尾密封圈漏料更为严重。
1、前言山东丛林集团2500t/d生产线由天津水泥工业设计研究院承担设计,该生产线完全按照使用低挥发份煤设计,于2005年6月18日点火试,6月底即达标,连续运转至9月底,一直运转良好,窑月运转率在93%以上,熟料28天强度平均在57MPa左右,平均日产量在2650t/d左右。
本文仅就低挥发份煤在窑上的实际使用情况仅谈个人体会。
2、烧成系统主机设备配置:烧成系统主机设备预热器:C1:2×4700mmC2:φ6600 mmC3:φ6800 mmC4:φ6800 mmC5:φ7000 mm分解炉:TSD型,φ5600 mm高温风机:风量:460000m3/h回转窑:φ4×60m窑头燃烧器:天津院四通道大推力型窑尾燃烧器:天津院三通道篦冷机:FLS公司SF 2×5 CROSS BAR COOLER煤磨:风扫式煤磨:φ3.4×(6+3)m;3.回转窑主要运行参数:回转窑主要运行参数窑转速:r/min:3.6喂料量:t/h:175~180窑电流:A :550~600C1出口气体压力:Pa:-5300C1出口气体温度:℃:330~335C5下料温度:℃:860~870分解炉出口气体温度:℃:860预燃炉出口气体温度:℃:950~1000窑尾烟室负压:Pa:-350窑尾烟室温度:℃:1050~1100二次风温:℃:1100~1150三次风温:℃:950入窑物料表观分解率:%:95窑头喂煤量:t/h:5.4窑尾喂煤量:t/h :84.实际生产情况:4.1 试生产开始时,考虑到第一次点火烘窑,对低挥发份煤点火燃烧情况实际操作不太了解,为了保证顺利点火烘窑及投料,刚开始使用混煤即低挥发份煤与烟煤进行搭配,控制挥发份在17~18%之间,混煤的工业分析结果:混煤的工业分析:Mad:% Aad:% Vad:% Qnet:ad KJ/kg3.17 18.76 17.17 60 84×4.18当混煤点火投料后,与烟煤并无太大差别,随后逐渐使用低挥发份煤进行替代生产。
预分解窑窑皮几种异常情况的处理江超,李思营,马海倩(新乡平原同力水泥有限责任公司河南新乡453011)0引言河南某水泥公司5000t/d水泥熟料生产线由天津水泥工业设计研究院有限公司设计,采用双系列五级预热器和TSD型分解炉,窑的规格为Φ×72m,配用天津仕名公司TC型四通道燃烧器。
该生产线所用燃料采用低挥发分无烟煤与烟煤按比例搭配而成的混合煤,其燃烧特性既有烟煤的也有无烟煤的,容易产生两极分化。
生产过程中因此出现了几次事故,如窑皮不平整、红窑、窑内结球、窑尾结圈漏料、熟料质量差等。
在处理事故的过程中,总结了一些宝贵的经验。
现做一简介,供同行参考。
1影响窑皮形成的主要因素生料的化学成份生料中铝质与铁质的成份比较多,熟料烧成液相量就多,容易形成窑皮。
铝含量高,液相的粘度大,形成窑皮比较困难。
铁含量高,液相的粘度就比较小,窑皮容易形成,但形成的窑皮也容易掉落。
烧成带的温度烧成带的温度低,物料形成的液相少,不易形成窑皮;相反,窑皮容易脱落。
火焰的形状和燃烧器的位置火焰形状要完整、顺畅,这样形成的窑皮厚薄一致、坚固。
燃烧器的位置应尽量向往外拉一点,同时偏料,火焰宜短不宜长。
这样高温区较集中,高温点靠前,使窑皮由窑前逐渐往窑内推进。
待窑产量增加到正常情况,燃烧器也随之移动到正常生产的位置。
喂料量和窑速挂窑皮期间,喂料量过大或窑速过快,窑内温度就不容易控制,粘挂的窑皮就不平整、不坚固。
2 几次异常窑皮的处理过程窑9.5m~14m处窑皮偏厚表现2005年8月10日中班,窑筒体9.5m~14m窑皮偏厚,筒体扫描显示此处温度平均值仅为165℃,窑尾密封圈漏料,熟料结粒偏大、黄心料较多、f-CaO偏高。
原因分析由于入窑生料的易烧性变差,f-CaO合格率低,有的操作员由于经验不足又不愿减产,为了使f-CaO合格,采取加大窑头用煤量(超出正常值h)、窑尾温度偏高控制的方法,导致此处窑皮偏厚、过渡带副窑皮比正常值厚,窑内物料填充率过高(窑速已经达到最快),影响了通风和热交换,物料预烧不好,结果熟料中黄心料更多、f-CaO仍然偏高、此处窑皮更厚、窑尾密封圈漏料更为严重。

摘要:我公司5000t/d生产线三次风管风阀开度为40%,窑内后过渡带结圈严重,窑内通风受到影响。
在保证窑内通风的前提下。
根据生产实际我们适当加大了三次风阀的开度,提高了分解炉内三次风量,使分解炉内煤粉充分进行辉焰燃烧。
避免窑内煤粉圈的形成,提高了入窑分解率、喷煤管火焰形状及二次风温,提高熟料强度的同时增加产量。
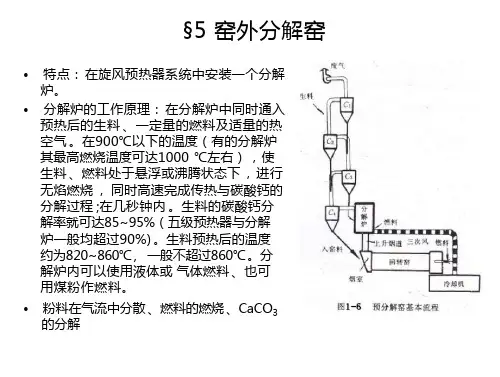
关键词:三次风阀;煤粉燃烧;分解率;二次风温;熟料强度0 前言分解炉是新型干法预分解窑的必不可少的组成部分。
在分解炉中,物料以悬浮的状态存在于热气流中,此气流量包括二、三次风及碳酸盐分解释放的二氧化碳等的总和,悬浮状态增大物料与热气流的接触面积,所以分解炉中物料传热系数较回转窑高2.5~10倍,传热面积增大1000倍以上。
但分解炉内汇聚的各气流中只有三次风含氧丰富,若三次风量不足会造成物料悬浮分散性差、传热面积小,分解率降低。
在分解炉中若分解率不足,会有更多的物料进入窑系统进行分解反应,间接对窑系统造成过大的热负荷。
另外充足的三次风量可有效提高氧气的浓度,使煤粉在分解炉内充分进行辉焰燃烧,提高炉温,此为碳酸盐矿物进行分解的有力保证,分解率的提高可以缩短窑过渡带的长度,又可提高烧成带的温度,在不增加产量的前提下减少窑头喂煤量。
1 存在的问题及调整本公司现有一条5000t/d的生产线,预热器配置分解炉为管道型分解炉,回转窑规格4.8m×72m。
三次风管风阀开度为40%,窑内后过渡带结圈严重,窑内通风受到影响。
为保证产量,减小了三次风闸阀开度,增加了窑头喂煤量,窑内及分解炉内的燃烧状态变得更加恶劣,最终导致熟料煤耗高、质量差。
经分析,造成这一系列的问题根源不是窑内通风不足,而是分解炉内三次风量不足造成分解炉内风速过低,物料分散性和煤粉燃烧情况差未完全燃烧的煤粉随着生料进入窑内,在后过渡带提前出现液相造成窑尾结煤粉圈。
入窑分解率低,甚至四级预热器中的物料短路直接进入窑内,影响产质量。
在保证窑内通风的前提下,根据实际适当加大三次风阀的开度,提高分解炉内三次风量,为了保证分解炉内负压维持在正常水平不出现塌料现象,应加大分解炉缩口风速。

回转窑施工技术方案一、概述回转窑是水泥厂生产工艺中最关键的设备。
强大的热工负荷及连续生产的工作制度,对安装质量的要求十分严格,其安装质量的优劣,直接关系到全厂生产工艺线能否正常运行,因此施工中应采用先进的施工方法和检测手段,严格控制每一道工序的施工质量。
1.1回转窑主要组成部分支承装置、筒体、传动装置、液压挡轮装置、窑尾密封装置、窑头密封罩及润滑液压系统等。
1.回转窑规格和性能型式:干法生产预分解窑规格:φ4×60m斜度:3.5%支承座:3产量:2500T/D窑转速:用主传动时调速范围:0.396~3.96 r/min用辅助传动时:8.2 r/h传动型式:单传动传动电动机:减速器:挡轮型式:液压挡轮窑头密封型式:钢片密封窑头冷却方式:风冷窑尾密封型式:气缸压紧端面密封二、施工程序2.1回转窑施工工序流程图5、施工准备及设备出库检查组织施工人员熟悉图纸、安装说明书等技术资料,做好技术安装交底工作;了解设备到货及设备存放位置等现场情况;准备施工机具及材料,接通施工电源;根据设备到货清单检查其外观、规格、尺寸、数量及质量情况。
检查底座有无变形,实测底座螺丝孔间距及底座外形尺寸;每组托轮、球面瓦、轴承座组合成一体检查,重点检查托轮直径和轴承的中心高;检查轮带及套轮带处窑体的尺寸。
注意轮带内径与筒体上垫板处直径需留有窑筒体热膨胀值;检查窑筒体,测量每节窑筒体的实际长度和两轮带的中心距离以及窑筒体的总长度,并以此尺寸对窑进行基础放线,测量时最好选择无太阳直射时,或是早晨进行,并要求测量用盘尺在1kg/m的拉力下进行。
测量筒体的椭圆度等,检查筒体是否有马蹄口现象;检查大齿圈的齿形齿距(尤其是两个半圆接口处的齿距)、齿顶圆直径,检查大齿圈接口处的偏差,测量大齿圈的内径应与筒体外径加弹簧板的高度尺寸之和相等或稍大3—5mm,检查大齿圈的齿面是否有砂眼、裂纹等缺陷。
检查注意事项批:详细检查安装标记,没有标记的要通过检查做出标记,以便根据标记进行安装。
水泥窑分解炉尺寸
水泥窑是一种用于生产水泥的重要设备。
它通常呈圆筒形,由一系列的分解炉组成。
每个分解炉都有特定的尺寸和功能。
水泥窑的尺寸可以根据生产需求和工艺要求进行设计。
一般来说,水泥窑的直径约为3-6米,长度可达到50-200米。
窑的尺寸取决于生产规模和生产能力。
较大的窑能够处理更多的原料,提高生产效率。
水泥窑内部通常分为多个炉室,每个炉室都有不同的功能。
其中,分解炉是水泥生产过程中最重要的部分之一。
分解炉用于将原料中的碳酸钙分解为氧化钙和二氧化碳。
这是生产水泥所必需的反应之一。
分解炉的尺寸通常较小,可以容纳适量的原料。
它们通常是圆筒形或圆锥形,并且有多个高温区域。
高温区域内的温度可达到1400-1600摄氏度,可以使原料中的碳酸钙分解。
分解炉内还有适当的搅拌装置,以确保原料均匀分布,并促进反应的进行。
分解炉的尺寸和数量可以根据生产需求进行调整。
较大的水泥窑通常配备多个分解炉,以提高生产效率。
此外,窑壁的材料也需要考虑,以保证炉内的温度和压力稳定。
水泥窑和分解炉的尺寸对水泥生产的质量和效率有重要影响。
合理的尺寸设计可以提高生产能力,减少能源消耗,并确保水泥的质量
符合标准。
因此,在设计和运营水泥窑和分解炉时,应仔细考虑尺寸和功能的匹配。
通过科学的设计和合理的操作,水泥窑和分解炉可以实现更高效的水泥生产,为建筑行业提供更好的建材。
5000T/D烧成系统中控室操作规程说明书生产工艺部.中控室总论本操作说明书供烧成系统操作时参考,说明书中介绍的内容,仅限于保证系统设备的正常运转及工艺操作的主要事项。
操作人员必须在理解本操作说明书内容的基础上,了解系统内每台设备的原理,基本结构及性能,掌握仪表及控制装置的使用要领,以便在实际操作中随时解决出现的问题。
编制本操作说明书的基本依据是各类设计文件,并结合以往生产调试的经验。
在实际生产中,如本操作说明书所述与实际情况有出入时,应与生产现场技术人员协商解决,并根据实际情况修改有关内容。
为了更好地了解设备性能,请参阅有关的单机设备说明书。
由于水平有限,编写时间仓促,资料中不妥.错误之处在所难免,恳望批评指正。
1.概述烧成系统由烧成窑尾.烧成窑中.烧成窑头共三个子项组成。
本工程采用由南京水泥工业设计研究院自行开发的带在线分解炉的双系列预热器系统。
它具有以下特点:(1).采用五级旋风筒,配以扩散高分散度的撒料箱,有利于降低废气温度,提高热效率;(2).该系统分解炉采用在线型布置,从窑头抽取三次风进分解炉作助燃空气,出窑废气中的残佘氧,且可提高分解炉内温度,利于燃烧;(3).分解炉采用了喷旋技术,有利于系统内风.煤.料之间的充分混合,有利于煤粉燃烧和物料分解;(4).在三次风管上设有可调风门,这样可以调节三次风管阻力,保持三次风路与窑路的风量平衡;(5).对煤质.原料的波动适应性强,对增加产量有控潜能力;(6).分解炉结构简单,炉体阻力小,易于布置及操作。
各级旋风筒下料管增设新型撒料箱,提高物料分散效果,强化物料与气流的混合及换热;(7).系统操作方便,点火开窑快,投料时分解炉可同时投入使用。
本系统采用高效低阻型旋风预热器带在线型分解炉新技术以及空气梁推动篦式冷却机,为保证高产低耗生产出高质量的水泥熟料提供了可靠的技术保障,此外,利用窑尾废气供给生料立磨,烘干原料,窑头部分热风供给煤磨烘干原煤,提高了本系统的余热利用率。
谈预分解窑的规格计算杜秀光周咏梅摘要通过对预分解窑规格的分析,并结合生产实践提出了几个新的计算方法。
关键词单位截面积热负荷断面风速停留时间斜度转速目前在预分解窑设计中,窑规格的确定一直是沿用早期设计的一些生产线的平均水平进行统计回归所得到的计算公式来的。
由于回归公式受到这些生产线水平等因素的影响,所得到的结果也必然是低水平上的重复,使得有些指标甚至远低于湿法窑,这就造成了窑和分解炉及预热器的匹配不合理,窑的能力未能充分发挥,造成了窑能力的浪费。
因此,有必要根据预分解窑的发展状况,确定更加准确合理的计算方法,以适应预分解窑技术发展的要求。
1 窑直径的确定窑的直径主要影响窑的单位截面积热负荷和断面风速。
单位截面积热负荷是衡量窑的发热能力和热力强度的最主要的指标,它的高低从一定意义上决定了窑的产量;而窑内断面风速的高低主要影响窑内传热效率的高低,过高的断面风速会带走窑内过多的物料、削弱传导传热、增大阻力、破坏窑内正常工况。
根据目前国内外比较典型的几种窑型中不同规格的窑的设计和生产水平计算的单位截面积热负荷和断面风速列于表1,其中预分解窑的窑头用煤量按40%计算,燃料燃烧生成的废气量按3.335×10-4 Nm3/kJ计算。
从表1中可以看出,无论是单位截面积热负荷还是断面风速,都是湿法窑最高,预热器窑次之,预分解窑最低。
而湿法窑的历史最长,技术也是最成熟的,湿法窑的这两个指标才是窑的热力强度的真实反映,表1中带“*”和“**”的两个数据也证明了这一点。
表明我们过去在预分解窑的设计过程中,由于当时的水平所限,对窑的发热能力估计不足,造成了很大的浪费。
从表1中的两个先进数据可以看出,经过努力和对预热器及分解炉的优化设计,预分解窑的指标是可以得到提高的,达到湿法窑的水平是完全能够办到的。
因此,我们认为,过去的一些预分解窑的回归计算方式已经不能适应新的技术水平的要求了。
笔者根据分析对预分解窑的直径计算提出以下公式:D i =6.325(Qlq/πqf)1/2 ①式中:Di--窑内径,m;Q--设计系统产量,t/h;l--设计窑头燃料比例,%;q--设计单位热耗,kJ/kg.熟料;qf--单位截面积热负荷(kJ/m2.h),可取16~19×106kJ/m2.h,规模小的取低值,规模大的取高值。
预分解窑系统结皮的主要因素及预防措施摘要随着近年来的不断演变,水泥生产方法已经进入了新型干法水泥生产线占主导地位的时代。
结皮是悬浮预热器窑在生产操作过程中必须注意和防止的重要问题,必须给予足够的重视。
一旦结皮就会引起整个窑系统热工制度紊乱,物料不畅通,甚至堵塞,从而使生产不能顺利的进行。
本论文分析了结皮的特性、化学成分及形成结皮的原因和针对形成结皮的因素的解决措施。
严格控制原燃料的有害成分可适当的避免结皮的出现,以及严格分析煤的质和控制煤的量,加强对窑尾系统的密封,优化回转窑操作。
最后对新型干法水泥的技术革新以及设备改造,还有再利用劣质燃料时对设备进行合适的选择的论述。
可以使预分解窑系统的结皮得到很好的治理。
关键词:预分解窑,结皮,原燃料,硫、碱、氯循环THE MAIN FACTORS CRUST AND PREVENTION OF KILNSYSTEMABSTRACTWith the constant evolution in recent years, cement production methods have entered the new dry cement production line dominated era. Crust is the suspension preheated kiln operation in the production process must pay attention to and prevention of important issues must be given adequate attention. Once the crust can cause the entire kiln system thermal system disorders, materials are not smooth, and even blocked, so that production can not proceed smoothly. This paper analyzes the characteristics of the skin closure, chemical composition and the reasons for the formation of crusts and crust formation factors for the solutions. Strict control of the original Fuel may be appropriate to avoid harmful ingredients Crust occur, and rigorous analysis of the coal the amount of coal quality and control, strengthen the kiln sealing systems, optimizing kiln operation. Finally, technology innovation and new dry cement equipment modification, and reuse of low-grade fuel suitable choice of equipment exposition. Making the kiln system of governance crust well.KEY WORDS: kiln,crust,raw fuel,sulfur、alkali、chlorine cycle目录前言 (1)第1章结皮的特征、组成 (2)1.1 常见结皮区域分布特点 (2)1.1.1 结皮频繁区 (2)1.1.2 结皮较少的区域 (3)1.2 结皮料的化学组成 (3)1.3 结皮的特征 (4)第2章结皮形成的因素 (6)2.1 预分解系统中挥发性组分的循环富集 (6)2.1.1 碱的循环富集 (9)2.1.2 硫的循环与富集 (10)2.1.3 氯的循环与富集 (11)2.2 局部温度过高 (11)2.3 操作不当 (13)第3章防止结皮的措施 (14)3.1 控制原材料质量、减少有害成分 (14)3.1.1 硫碱比的含量控制 (14)3.1.2 氯含量的控制 (15)3.2 避免局部高温 (16)3.2.1 用煤量的控制 (16)3.2.2 窑内通风量的控制 (16)3.2.3 稳定喂料量 (16)3.3 操作及设备方面 (16)第4章技术的革新及改造防结皮 (18)4.1 分解炉用煤的高比控制 (18)4.2 旁路放风 (19)4.3 无烟煤 (20)4.3.1 燃烧器的选择 (20)4.3.2 预热预分解系统 (21)结论 (23)谢辞 (24)参考文献 (25)外文资料翻译 (27)前言近年来,新型干法水泥生产线在水泥行业中所占的比例越来越大,成为我国水泥工业的主要生产工艺形式。
预分解窑的规格
《新世纪水泥导报》2000年第3期
成都建材设计研究院(610051)杜秀光
内容提要:本文通过对预分解窑规格的分析,并结合生产实践提出了几个新的计算方法,这对指导新型干法窑的选型和降低新型干法窑的投资具有一定意义。
关键词:单位截面积热负荷、断面风速、停留时间、斜度、转速
前言
目前的预分解窑设计中,窑规格的确定一直沿用早期设计的一些生产线的平均水平进行统计回归得到的计算公式进行的。
由于回归公式受到这些生产线水平比较低等因素的影响,采用这些公式进行计算所得到的结果也必然是低水平上的重复,造成有些指标甚至远远低于湿法窑,这就造成了窑和分解炉及预热器的匹配不和理,使窑的能力没有得到充分发挥,也造成了窑的能力的浪费。
因此,有必要根据预分解窑的发展状况,对预分解窑规格的计算公式进行重新分析,确定更加准确合理的计算方法,以适应预分解窑技术发展的要求。
1.窑直径的确定
窑的直径主要影响窑的单位截面积热负荷和断面风速,这也是预分解窑与其它窑型具有可比性的两个指标。
单位截面积热负荷是衡量窑的发热能力和热力强度的最主要的指标,这一指标的高低从一定意义上决定了窑的产量;而窑内断面风速的高低主要影响窑内传热效率的高低,过高的断面风速回带走窑内过多的物料、削弱传导传热、增大阻力、破坏窑内正常工况。
根据目前国内外比较典型的几种窑型中不同规格的窑的设计和生产水平计算的单位截面积热负荷和断面风速列于表1,其中预分解窑的窑头用煤量按40%计算,燃料燃烧生成的废气量按0.335Nm3/1000kJ计算。
注:表中带“*”的数据为国外某公司最新的设计资料,带“**”的数据为日本住友公司赤穗厂生产数据,带“***”的数据为拉法基北京兴发水泥有限公司1998年的生产数据,该公司计划1999年将产量提高到50-55t/h,这样一来,该窑的单位截面积热负荷和断面风速将分别达到15.5-17.05和1.32-1.45。
从表中可以看出,无论是单位截面积热负荷还是断面风速,都是湿法窑最高,预热器窑次之,预分解窑最低,而湿法窑的历史最长,技术也是最成熟的,湿法窑的这两个指标才是窑的热力强度的真实反映,从表中带“*”和“**”的两个数据也证明了这一点。
这表明,我们过去在预分解窑的设计过程中,由于当时的水平所限,对窑的发热能力估计不足,造成了很大的浪费。
从表中的两个先进数据可以看出,经过努力和对预热器及分解炉的优化设计,预分解窑的指标是可以得到提高的,达到湿法窑的水平是完全能够办到的。
因此,我们认为,过去的一些预分解窑的回归计算公式已经不能适应新的技术水平的要求了。
笔者根据分析对预分解窑的直径计算提出以下公式:
D i=6.325(Qlq/πq f)1/2 (1)式中:D i--窑内径(m);
Q --设计系统产量(t/h);
l --设计窑头燃料比例(%);
q --设计单位热耗(kJ/kg.cl);
q f--单位截面积热负荷(kJ/m2.h),可取16-19kJ/m2.h,小规模的取低值,规模大的取高值。
计算出窑的直径后,可根据具体情况乘以1.05-1.10的富余系数,以保证系统的生产能力,避免给操作造成困难。
然后再核算窑内的断面风速,窑内的断面风速一般可取1.4-1.8 Nm/s,且不宜超过2.0Nm/s,小规模的取低值,规模大的取高值。
2.窑的斜度和转速
目前,无论是干法窑还是湿法窑,窑的斜度一般均为3.5-4%,预分解窑的转速一般运行在2.5-3.2r/min范围内。
这两个参数主要影响物料在窑内的运动速度,目前几种典型的预分解窑的物料运动速度列于表2,其中窑的斜度按3.5%计算,转速按2.8r/min计算。
窑的斜度越高,物料流速越快,物料在窑内的翻滚次数越少,物料与气流的接触次数和时间也就越少,因此,过快的窑速引起热交换效率降低;窑的转速不仅影响物料的运动速度,还影响了物料被带起的高度,窑速越高,物料被带起越高,它与窑内热气流的接触越好,传热效率也就越高。
因此,我们认为,在保证物料运动速度的情况下,适当降低窑的斜度,提高窑的转速,可以提高物料的翻滚次数和被带起的高度,这对于提高窑内的热交换效率是有益的。
我们推荐窑的斜度为2.5-3.0%,窑转速为3.0-4.0r/min.
窑的长度主要影响物料在窑内的停留时间。
在窑内物料运动速度一定的情况下,窑的长度越长,物料的停留时间也就越长。
保证窑内足够的停留时间,也
就是保证物料能够充分进行热交换,并完成固相反应,保证熟料质量。
但是,并不是物料的停留时间越长越好,在必要的反应时间的到保证的情况下,过长的停留时间将会引起固相反应速度降低,反应活化能增高以及窑长度不必要的延长,造成能耗的增加和投资的浪费。
目前典型的预分解窑的长径比为16,根据其相应的斜度和转速计算物料在窑内的停留时间为35-40min左右。
根据山西水泥厂和新疆水泥厂的生产实践来看,其长径比约为10.5,其物料在窑内的停留时间约为25-30min,其生产运行情况良好,热耗也比同规模的长窑大大降低,说明这一停留时间是足够的,充分体现了预分解窑快速反应的优势。
因此,我们建议预分解窑的长径比为10.5-11.5。
这样,窑的直径确定以后,其长度也就确定了,也可以按照下面的公式进行计算:
L=STD i n/10.47 (2)式中:L—窑长度(m);
S—窑斜度(度);
T—物料在窑内的停留时间(min),可取25-30min,可根据工厂管理水平和操作水平确定;
D i—窑内径(m)。
结束语
目前我们所采用的预分解窑计算公式基本都是在最初设计建设的系统基础上建立的回归公式,而初期的预分解窑设计中,对物料的如窑分解率一般都设定得很低,窑炉燃料比例也以窑为主,在此基础上建立的公式必然也是落后的代名词,随着窑外分解技术的发展成熟,物料的入窑分解率已达到90-95%,窑头燃料比例低于40%,我们必须建立能够更加真实地反应预分解窑水平的计算公式。
本文试图通过理论分析与实际生产相结合的方式,而不再采用回归方式,建立起受低水平生产影响小,能够更加准确地反应预分解窑能力的计算公式,希望对我国新型干法窑技术的发展起到一定作用,避免大窑配小分解炉的现象继续发生。
参考文献:
1.《水泥厂工艺设计手册》编写组水泥厂工艺设计手册上册中国建筑工业出版社。