定位误差计算.doc
- 格式:doc
- 大小:430.01 KB
- 文档页数:9
3.2.3 定位误差的分析与计算
在成批大量生产中,广泛使用专用夹具对工件进行装夹加工。加工工艺规程设计的工 序图则是设计专用夹具的主要依据。 由于在夹具设计、 制造、使用中都不可能做到完美精确, 故当使用夹具装夹加工一批工件时, 不可避免地会使工序的加工精度参数产生误差, 定位误
差就是这项误差中的一部分。 判断夹具的定位方案是否合理可行, 夹具设计质量是否满足工
序的加工要求,是计算定位误差的目的所在。 1. 用夹具装夹加工时的工艺基准
用夹具装夹加工时涉及的基准可分为设计基准和工艺基准两大类。设计基准是指在设 计图上确定几何要素的位置所依据的基准; 工艺基准是指在工艺过程中所采用的基准。 与夹 具定位误差计算有关的工艺基准有以下三种: ( 1)工序基准 在工序图上用来确定加工表面的位置所依据的基准。工序基准可简单
地理解为工序图上的设计基准。 分析计算定位误差时所提到的设计基准, 是指零件图上的设 计基准或工序图上的工序基准。 ( 2)定位基准 在加工过程中使工件占据正确加工位置所依据的基准,即为工件与夹
具定位元件定位工作面接触或配合的表面。 为提高工件的加工精度, 应尽量选设计基准作定 位基准。 ( 3)对刀基准(即调刀基准) 由夹具定位元件的定位工作面体现的,用于调整加工
刀具位置所依据的基准。 必须指出, 对刀基准与上述两工艺基准的本质是不同, 它不是工件 上的要素,它是夹具定位元件的定位工作面体现出来的要素(平面、轴线、对称平面等) 。 如果夹具定位元件是支承板, 对刀基准就是该支承板的支承工作面。 在图中, 刀具的高度尺 寸由对导块 2 的工作面来调整, 而对刀块 2 工作 面的位置尺寸 ±是相对夹具体 4 的上工作面 (相 当支承板支承工作面) 来确定的。 夹具体 4 的上 工作面是对刀基准, 它确定了刀具在高度方向的 位置,使刀具加工出来的槽底位置符合设计的要 求。图中,槽子两侧面对称度的设计基准是工件 a 上大孔的轴线, 对刀基准则为夹具上定位圆柱销
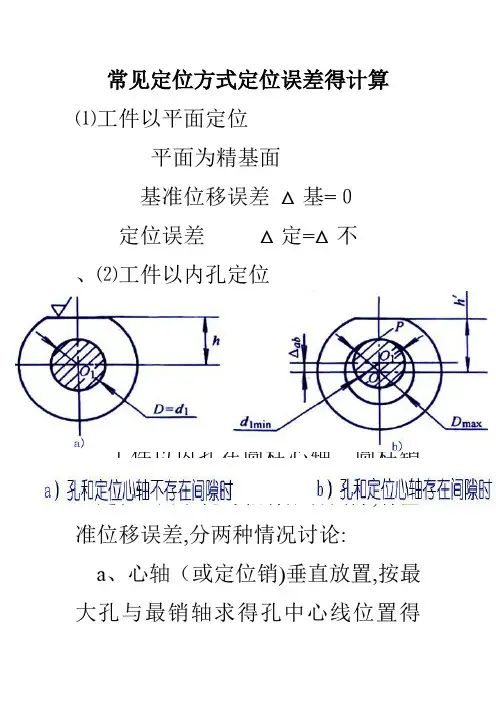
的轴线。再如图所示,轴套件以内孔定位,在其 上加工一直径为 φd 的孔,要求保证 φd 轴线到 左端面的尺寸 L1 及孔中心线对内孔轴线的对称
度要求。尺寸 L1 的设计基准是工件左端面 A′,
对刀基准是定位心轴的台阶面 A; φd 轴线对内
b 图 钻模加工时的基准分析 孔轴线的对称度的设计基准是内孔轴线,对刀基准是夹具定位心轴 2 的轴线 OO。
2. 定位误差的概念
用夹具装夹加工一批工件时, 由于定位不准确引起该批工件某加工精度参数 (尺寸、 位
置)的加工误差,称为该加工精度参数的定位误差(简称定位误差) 。定位误差以其最大误 差范围来计算,其值为设计基准在加工精度参数方向上的最大变动量,用 dw 表示。 3. 定位误差产生的原因及其计算
先以图为例, 分析定位误差产生的原因。 图是以心轴定位在轴套件的外圆柱面上加工槽
子的具体定位方案。槽底尺寸 h 的设计 对刀基准 基准是外圆的母线 A,定位基准是内孔
的轴线 O′,对刀基准是夹具定位心轴
的轴线 O,而一批工件外圆直径、内孔
直径及夹具定位心轴直径都在其公差范 围内变化,故对一批工件来说,必然会
图 铣槽工序定位误差分析 存在定位不准确的问题,必将引起一批 工件加工精度参数的变化,即定位误差。 图的定位方案, 当以内孔定位加工槽子时,工件外 圆尺寸的在变化会引起加工精度参数槽底尺寸 h 的变化(即产生定位误差) ,这是因为设计
基准于定位基准不重合引起的。 当工件内孔与定位心轴配合定位时, 由于其配合间隙的存在 会使内孔轴线(定位基准)对心轴轴线(对刀基准)的位置在圆周 360°方向发生变化。加 工刀具的位置由心轴轴线确定, 对一批工件而言, 必将引起内孔轴线到槽底尺寸的变化, 进
而引起槽底尺寸 h 的变化(即产生定位误差) ,这是因为定位基准相对对刀基准存在位置变
动造成的。 可见,定位误差产生的原因有两个, 即定位基准与设计基准的不重合和定位基准
相对对刀基准的位置变动。 1)基准不重合误差 定位基准与设计基准不重合产生的定位误差称基准不重合误差,用 jb 表示。从对图
的分析不难看出, 基准不重合误差 jb
与设计基准相对于定位基准的最大变动量
B(即设
计基准与定位基准之间尺寸的公差值)密切相关。 当 B 与加工精度参数的方向相同时, jb = B ;当 B 与加工精度参数的方向不同
时,应根据实际定位方案所决定的几何关系按一定的函数关系进行计算, 以确定 B 产生的
定位误差的值,故有 jbf1
B 。将以上两种情况概括起来,基准不重合误差的计算
应为 jb
f1 B
,其中函数
f 1
的具体形式根据具体的定位方案分析确定。
2)基准位置误差 定位基准相对对刀基准的位置移动产生的定位误差称为基准位置误差,用 jw
表示。
同理,从对图的分析不难看出,基准位置误差 jw
与定位基准相对对刀基准的最大位置移 动量 E (一般为工件定位表面与定位元件工作面配合的最大间隙)密切相关。
当 E 与加工精度参数的方向相同时, = E ;当 E 与加工精度参数的方向不同
jw
时,应根据实际定位方案所决定的几何关系按一定的函数关系进行计算, 以确定 E 产生的
定位误差的值,故有 jw f 2 E 。将以上两种情况概括起来,基准位置误差的计算应 为 jw
f
2 E
,其中函数 f
2 的具体形式根据具体的定位方案分析确定。
因为定位误差是对一批工件而言, 是以其最大误差范围来计算的, 故在上述 jb 和
jw
计算的分析中, 考虑的是设计基准相对于定位基准的最大变动量 B 和定位基准相对对刀基
准的最大位置移动量 E 。
3)定位误差的计算 由上述定位误差产生的原因及两类定位误差的计算(基准不重合误差 jb ,基准位置
误差 jw ),可以得出定位误差 dw
的计算公式如下:
dw jbjw f 1 ( B ) f 2 ( E ) (3-3)
式中 dw
—定位误差;
jb —基准不重合误差; jw —基准位置误差; B —设计基准相对定位基准的最大变动量; E —定位基准相对对刀基准的最大位置移动量; f 1 、 f2 —求解
B 、 E
在加工精度参数方向上产生的定位误差的函数,其具体形
式根据具体的定位方案来分析确定。
在式 3-3 中,当 jb 和 jw 由两个互不相关的变量引起时,用“ +”;当 jb 和 jw
是同
一变量引起时, 要判断两者对 dw
的影响是否同向, 方向相同时用 “+”,方向相反时用 “-”。
4. 分析计算定位误差时应注意的问题
(1)定位误差是指工件某工序中某加工精度参数的定位误差。 它是该加工精度参数 (尺寸、
位置)的加工误差的一部分。 (2)某工序的定位方案对本工序的多个不同加工精度参数产生不同的定位误差,应分别逐 一计算。 ( 3)分析计算定位误差的前提是用夹具装夹加工一批工件,用调整法保证加工要求。 ( 4)计算出的定位误差数值是指加工一批工件时某加工精度参数可能产生的最大误差范围 (加工精度参数最大值于最小值之间的变动量) 。它是个界限范围,而不是某一个工件定位误差的具体值。
(5)一批工件的设计基准相对定位基准、 定为基准相对对刀基准产生最大位置变动量 B 、
E 是产生定位误差的原因,而不一定就是定位误差的数值。 3.2.4 工件在夹具中加工精度的分析与定位方案的确定
任何一种机械产品, 在加工的工艺过程中都不可避免地存在着加工误差, 即加工几何参
数的实际值与其理想值之间存在偏差。 这种偏差越大, 加工误差就越大, 实际参数的精度就
越低。 所谓合格零件, 是指加工误差不超出设计给定的公差值的零件。 产生加工误差的原因
是多方面的,其中一部分就来源于夹具。 在夹具设计时, 分析产生加工误差的原因,并把加工误差控制在允许的范围之内,对于提高夹具设计质量,保证工件加工质量具有重要意义。
1. 工序精度参数的加工误差
所谓工序加工精度参数, 是指在工序图上标注出的、 通过本工序的加工来保证精度的参
数,如位置尺寸、垂直度、同轴度、平行度等。机械加工过程中,夹具的主要功能是保证零 件上要素间的位置精度。 用夹具装夹加工一批零件时, 工序加工精度参数的加工误差由两部
分组成,其一是于夹具的设计、制造、使用等有关的加工误差,简称夹具误差;其二是于工 艺系统中除夹具之外的其它组成部分 (机床、 刀具、工件)有关的加工误差, 简称其它误差。
1)夹具误差 由于使用夹具进行装夹加工而引起的工序加工精度参数的加工误差称夹具误差。 它主要 包括以下三项: ( 1)定位误差 工件在夹具上定位不准确而引起的加工误差,用
dw
表示。
( 2)夹具位置误差 夹具在机床上的位置不准确而引起的加工误差,用 jj 表示。
( 3)刀位误差 刀具相对于夹具的位置不准确引起的加工误差,或刀具与引导元件、
对刀元件之间配合间隙引起的导向或对刀误差,用 dj
表示。
夹具的设计、制造、 夹具在机床上的装夹、夹紧时夹具变形、 夹具的磨损等因素引起的 工序加工精度参数的加工误差, 是上述三项误差的组成部分, 这些误差的存在, 最终引起刀 具相对于工件位置的不准确而产生加工误差。 2)其它误差 工艺系统中除夹具以外的其它组成部分引起的加工误差,用
qt
表示。
产生这项误差的原因有机床、刀具、工件的几何误差、受力变形、热变形、磨损以及各种随 机因素引起的加工误差。 2. 工序加工精度参数公差的分配与定位方案的确定 1) 工序加工精度参数公差的分配 为了保证工件的加工精度,使其成为合格的产品,上述的各项加工误差之和应不超出工
序加工精度参数设计时给定的公差值,即
dwjjdjqtT (3-4 ) 在生产实际中,一般将工序加工精度参数设计给定的公差值 T 分成三份,定位误差
dw 占一份,夹具位置误差 jj 和刀位误差 dj 和起来占一份,其它误差 qt 占一份。这样