关于冷挤压组合凹模的设计
- 格式:docx
- 大小:276.26 KB
- 文档页数:4
组合凹模的设计参考
一、 组合形式
通常组合形式为单层、双层、三层。如下图所示。
单层式双层式
三层式
二、 设计许用范围
三、 设计原理
1.二层组合凹模直径设计:
d 2的取值范围如左图所示
d2=(1.7~3.5)d1(根据d3的取值大小会有不同) 2.过盈量设计
组合凹模的设计参考
一、 组合形式
通常组合形式为单层、双层、三层。如下图所示。
单层式双层式
三层式
二、 设计许用范围
三、 设计原理
1.二层组合凹模直径设计:
d 2的取值范围如左图所示
d2=(1.7~3.5)d1(根据d3的取值大小会有不同) 2.过盈量设计
Di篡 栏目主持 卢燕明
有心棒管件开式冷挤压凹模受力分析
的数值模拟
河北理工大学 (唐山063009) 高小会孟献举李军
开式冷挤压技术是一种高效、低耗的先进生产
工艺技术,通常应用于中小型锻件的规模化生产中。
目前,这项技术在国内外受到了普遍重视,如今更
以其成形力低、工艺流程简化、无污染等诸多优势
在汽车、摩托车以及家电生产等行业中得到了广泛
的应用。数值模拟作为一种综合应用计算力学、计
算数学、信息科学的综合工程技术,是支持工程技
术人员进行创新研究和创新设计的重要工具和手段。
开式冷挤压模具的寿命是关系到经济效率的重
要因素,由于开式冷挤压过程中作用在凹模内壁的
单位压力非常大,如果凹模采用整体式就有可能产
生开裂缺陷。实践与理论皆证实,采用单纯增大壁
厚的办法达不到提高凹模强度的目的,为了延长模
具的使用寿命,就必须使模具结构设计合理,因此
采用组合式凹模结构。而合理的设计首先要知道凹
模内壁上的压应力,这就是说研究作用在凹模内壁
压应力的大小和分布规律是对凹模进行优化设计的
前提条件。冷挤压时的单位挤压力很大,远远地超
过一般塑性成形方法的单位压力。由此可见,冷挤
压模具的工作条件是极其恶劣的,对模具也就提出
了更高的要求。
本文即对有心棒管件开式冷挤压过程中坯凹模
的受力情况进行了研究,为模具的优化设计提供了
帮助。
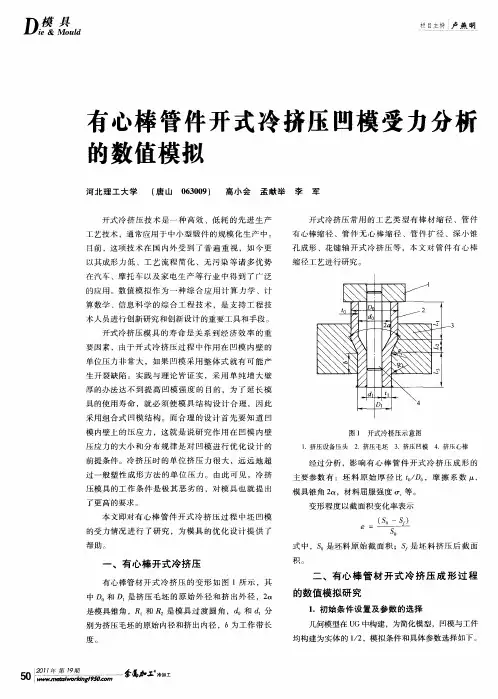
一、有心棒开式冷挤压
有心棒管材开式冷挤压的变形如图1所示,其
中Df1和D 是挤压毛坯的原始外径和挤出外径,2
是模具锥角,R 和 :是模具过渡圆角,d0和d 分
别为挤压毛坯的原始内径和挤出内径,b为工作带长
度。
50 参磊 棚工 开式冷挤压常用的工艺类型有棒材缩径、管件
有心棒缩径、管件无心棒缩径、管件扩径、深小锥
孑L成形、花键轴开式冷挤压等,本文对管件有心棒
缩径工艺进行研究。
图1开式冷挤压示意图
1.挤压设备压头2.挤压毛坯3.挤压凹模4.挤压心棒
《冷挤压成型工艺及模具设计》课程教学大纲
一、课程名称(中英文)
中文名称:冷挤压成型工艺及模具设计
英文名称:Cold Extrusion Processes and Die Design
二、课程编码及性质
课程编码:0817761
课程性质:选修课
三、学时与学分
总学时:24
学 分:1.5
四、先修课程
机械设计、材料成形工艺、金属学及热处理和材料成形原理等
五、授课对象
本课程面向材料成型及控制工程专业学生开设,也可以供材料科学与工程专业和电子封装技术专业学生选修。
六、课程教学目的(对学生知识、能力、素质培养的贡献和作用)
本课程是第七学期开设的一般选修课,其教学目的主要包括:
1、掌握金属材料冷挤压的变形性质和成型规律,以及冷挤压模具设计的方法;
2、掌握冷挤压成型工艺及模具设计的特点及国内外发展概况,查找并掌握冷挤压技术及模具设计发展前沿的新技术的特性;
3、掌握挤压成形的各种方法,能独立编制工艺规程和设计冷挤压模具,分析和解决冷挤压生产问题,具有今后从事冷挤压成型工艺和复杂模具开发与设计的能力。
表1 课程目标对毕业要求的支撑关系
毕业要求及其指标点 本课程目标对毕业要求的支撑关系 毕业要求 指标点
毕业要求1:工程知识
能够将数学、自然科学、工程基础和专业知识用于解决复杂工程问题。 1.1掌握了用于解决材料成型及控制工程复杂问题的数学基础知识。
1.2掌握了用于解决材料成型及控制工程复杂问题的物理、化学等自然科学基础知识。
1.3掌握了用于解决材料成型及控制工程复杂问题的工程力学基础知识。
1.4掌握了用于解决材料成型及控制工程复杂问题的工程检测与控制基础知识。
1.5系统掌握了专业知识,能够将所学知识用于解决材料成型及控制工程复杂问题。
毕业要求2:问题分析
能够应用数学、自然科学和工程科学的基本原理,识别、表达、并通过文献研究分析复杂工程问题,以获得有效结论。 2.1能够应用工程数学基本原理,识别、表达、并通过文献研究分析复杂工程问题,以获得有效结论。如:复杂的模具设计。
<模具I业》2002 No 4总254
热胀冷缩效应及弹性回复对齿轮尺寸精度的影
响。在该模具的设计过程中,通过对齿轮温变形时 的热胀冷缩情况和弹性回复情况进行有限元模拟,
给出了公式(1),该公式能在齿轮精锻成形时对模 具尺寸进行比较精确的修正。
△= r+ £
= (T 一 )一kE(导一导) (1)
式中△——模具的修正量 k ——温度修正系数
了、 ——零件终成形温度
——模具终成形温度
——零件材料线膨胀系数
——模具材料线膨胀系数
——弹性修正系数
——齿轮材料在成形温度下的屈服应力 E ——齿轮材料的弹性模量
——模具材料在成形温度下的屈服应力
E ——模具材料的弹性模量 △ ——模具的温度修正量 △E——模具的弹性修正量
5结柬语
实验证明,用该模具完全可以成形出啮合套的齿 形和键形,并能达到比较满意的效果。二段成形工
艺成形啮合套打破了镦挤成形齿轮的传统观念,将 镦挤成形工艺、缩挤成形工艺和分流方法有机地结 合在一起,对内直齿轮精锻技术的发展和生产应用
有一定的借鉴作用。
参考文献: [1】厄尔贾维克汽车手动变速器和变速驱动桥[M】北
京:机械工业出版社。1997
【2】锻模设计手册编写组 锻模设计手册[M】北京:机械 工业出版社,1991
【31冯冲前浮动凹摸镦挤直齿圆柱齿轮成形原理及工 艺研究【C】.燕山大学硬: 论文,2001
[4】李洪破直齿圆柱齿轮辙挤成型1艺【C】燕山大学 碗士论文.1991
油缸二工位冷挤压工艺及模具设计
王志东 ,朱止芳 ,陈新波 (1新 千斤7页厂,河南新 453002;2新 内燃机厂,河南新 453002)
摘要:结合油缸二工位冷挤压(光)工艺及模具设计实践 及工艺特点,并对该工艺及模具设计作了较详细的介绍 形零件 I参考。 论述了冷挤压,特别是二工位冷挤压的优越性 可供千斤顶行业及其它内孔要求较高的长筒
关键词:千斤顶油缸;二工位冷挤压;跹层预应力组合凹模 中圈舟类号:TG375 .41 文献标识码:B 文章编号:1001

仿真,毽罐/CAD/CAM/CAE/CAPP 圃固四匣团哩
棒材开式冷挤压过程中挤压凹模的数值模拟研究
孟宪举,何荣海
(河北理工大学机械工程学院,河北唐山063009)
Numerical Simulation Research on Extrusi0ning Die of 0pen—die Cold Extrusion of Bars MENG Xian-jU,HE Rong-hai (College of Mechanical Engineering,Hebei Polytechnic University,Tangshan 063009,China) Abstract:In the tubing extrusion process,the die should be reasonable designed,the die wall by the force is designed
to affect the die is a very important factor.Therefore,this article uses the finite element software Deform一3D to
simulate the process of open-die cold extrusion of the pipe and gets the die wall of the distribution of the stress and the impact of regulation suffered by various process parameters on the die wall stress.The die wall thickness is reduced
and the stress range of.the parameter optimization is obtained to achieve the purpose of optimizing parameters. Key words:extrusioning die;open—die cold extrusion;technology parameters