冷挤压工艺及模具设计
- 格式:ppt
- 大小:5.00 MB
- 文档页数:63
偏心轴的冷温复合挤压工艺及模具设计
一、概述
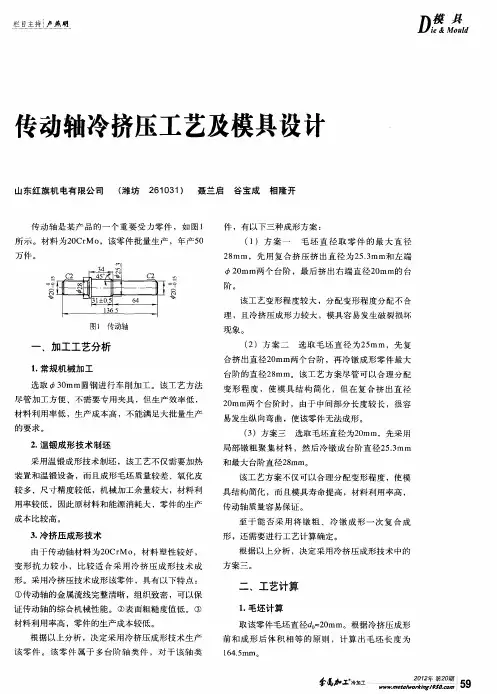
偏心轴是指轴心不在几何中心的轴,其制造难度较大。
传统的挤压工艺难以满足偏心轴的制造要求,因此需要采用冷温复合挤压工艺。
二、冷温复合挤压工艺
冷温复合挤压工艺是指在挤压过程中,先采用冷挤压的方式将材料压制成初形状,然后再进行温挤压,使其达到最终形状。
该工艺具有以下优点:
1. 可以有效降低材料变形率,提高材料的力学性能。
2. 可以减少挤压过程中的应力和变形,提高挤压品的表面质量。
3. 可以控制挤压温度,避免材料的热变形和晶粒长大。
三、模具设计
1. 偏心轴的模具设计需要考虑到偏心度、壁厚和挤压力等因素。
2. 模具的结构应该合理,能够有效控制材料的流动和变形。
3. 模具的材料应该具有高强度、高硬度和高耐磨性,以保证模具的使用寿命。
四、案例分析
某公司需要生产偏心轴,采用冷温复合挤压工艺进行生产。
通过模具设计和工艺优化,成功生产了符合要求的偏心轴产品。
该产品的力学性能和表面质量均达到了设计要求。
五、结论
偏心轴的制造需要采用冷温复合挤压工艺和合理的模具设计。
这种工艺可以有效提高材料的力学性能和表面质量,同时能够控制材料的流动和变形。
模具的设计应该合理,材料应该具有高强度、高硬度和高耐磨性。
《冷挤压成型工艺及模具设计》课程教学大纲一、课程名称(中英文)中文名称:冷挤压成型工艺及模具设计英文名称:Cold Extrusion Processes and Die Design二、课程编码及性质课程编码:0817761课程性质:选修课三、学时与学分总学时:24学分:1.5四、先修课程机械设计、材料成形工艺、金属学及热处理和材料成形原理等五、授课对象本课程面向材料成型及控制工程专业学生开设,也可以供材料科学与工程专业和电子封装技术专业学生选修。
六、课程教学目的(对学生知识、能力、素质培养的贡献和作用)本课程是第七学期开设的一般选修课,其教学目的主要包括:1、掌握金属材料冷挤压的变形性质和成型规律,以及冷挤压模具设计的方法;2、掌握冷挤压成型工艺及模具设计的特点及国内外发展概况,查找并掌握冷挤压技术及模具设计发展前沿的新技术的特性;3、掌握挤压成形的各种方法,能独立编制工艺规程和设计冷挤压模具,分析和解决冷挤压生产问题,具有今后从事冷挤压成型工艺和复杂模具开发与设计的能力。
表1 课程目标对毕业要求的支撑关系七、教学重点与难点:教学重点:1)本课程以介绍冷挤压成型工艺与模具为主体、以讲述两者的设计为重点;2)在全面了解与掌握挤压成形的材料原理及力学原理的基础上,重点学习冷挤压加工工序和模具的设计;3)重点学习的章节内容包括:第2章“挤压基本原理”(6学时)、第5章“冷挤压加工工序设计”(4学时)、第6章“冷挤压模具设计”(6学时)。
教学难点:1)冷挤压成型工艺及模具设计是实践性极强的课程之一,本课程将密切结合学生的生产实习、课程设计、实验课等实践环节,培养学生对冷挤压成型工艺及模具的认识及设计能力,提高授课质量与效果。
2)通过本课程学习,要求掌握冷挤压成型工艺的变形特点、应用范围、质量控制方法等,具备合理设计冷挤压成型工艺和复杂模具的实践能力。
八、教学方法与手段:教学方法:(1)采用现代化教学方法(含PPT演示,工艺动画,视频资料等),讲授冷挤压工艺的变形特点及应用领域,以提高教学效果及效率;(2)采用课堂教学与学生PPT汇报、交流讨论等方式,进行课堂互动,吸引学生的注意力、激发学生的学习热情,提高学生的学习效果。

挤压工艺及模具设计Extrusion Technology and Mould Design一、挤压工艺分类挤压可分为以下三类:1)冷挤压,又称冷锻,一般指在回复温度以下(室温)的挤压。
2)温挤压,一般指坯料在金属再结晶温度以下、回复温度以上进行的挤压。
对于黑色金属,以600℃为界,划分为低温挤压和高温挤压。
3)热挤压,指坯料在金属再结晶温度以上进行的挤压。
1)冷挤压工艺冷挤压是在冷态下,将金属毛坯放入模具模腔内,在强大的压力和一定的速度作用下,迫使金属从模腔中挤出,从而获得所需形状、尺寸以及一定力学性能的挤压件。
冷挤压与热锻、粉末冶金、铸造及切削加工相比,具有以下主要优点:1)因在冷态下挤压成形,挤压件质量好、精度高、其强度性能也好;2)冷挤压属于少、无切削加工,节省原材料;3)冷挤压是利用模具来成形的,其生产效率很高;4)可以加工其它工艺难于加工的零件。
2)温挤压工艺温挤压成形技术是近年来在冷挤压塑性成形基础上发展起来的一种少无切削新工艺,又称温热挤压。
它与冷、热挤压不同,挤压前已对毛坯进行加热,但其加热温度通常认为是在室温以上、再结晶温度以下的温度范围内。
对温挤压的温度范围目前还没有一个严格的规定。
有时把变温前将毛坯加热,变形后具有冷作硬化的变形,称为温变形。
或者,将加热温度低于热锻终锻温度的变形,称为温变形。
从金属学观点来看,区分冷、热加工可根据金属塑性变形后有无加工硬化现象存在来决定似乎更合理些。
在金属塑性变形后存在加工硬化现象这个过程称为冷变形及温变形。
3)热挤压工艺热挤压是几种挤压工艺中最早采用的挤压成形技术,它是在热锻温度时借助于材料塑性好的特点,对金属进行各种挤压成形。
目前,热挤压主要用于制造普通等截面的长形件、型材、管材、棒料及各种机器零件等。
热挤压不仅可以成形塑性好,强度相对较低的有色金属及其合金,低、中碳钢等,而且还可以成形强度较高的高碳、高合金钢,如结构用特殊钢、不锈钢、高速工具钢和耐热钢等。
冷挤压模具设计冷挤压模具设计是制造高精度零件的重要技术之一。
本文将详细介绍冷挤压模具设计的基本原理、设计流程、常见问题及解决方案等内容,以帮助读者更好地理解和应用该技术。
一、基本原理冷挤压是利用压力将金属材料挤出成形的一种加工方法。
其中,模具是冷挤压技术中至关重要的工具,决定了成品质量和生产效率。
因此,冷挤压模具设计的质量和精度直接影响到成品的质量和生产成本。
基本原理上,冷挤压模具即将金属渐进挤出,使其通过一组具有特定几何形状的孔道。
钢料在配有专用设备的机器中加热,经过一道或多道模压工序,最终成形,如螺母、螺栓、垫圈、铆钉等。
二、设计流程1、确定零件的尺寸与形状。
了解产品及主要特征,对某些铝合金、镁合金等特殊材料使用规范与制造规程的要求。
2、绘制图纸。
绘制出产品的三维模型图,确定毛坯的尺寸、形状和突出部位,以确保设计的模具能够满足产品的需求,并考虑一些细节问题,如材料规格、模具磨损和抵抗压塑性强度的能力等。
3、确定模具类型。
根据产品的尺寸、形状和工艺要求,确定冷挤压模具的类型。
常用的冷挤压模具包括拉伸模、挤压模、钝化模、套筒模等。
4、设计模具的结构。
设计模具的结构时,需要考虑到模具主体的结构、腔体形状、孔形结构等几个方面,还需要根据压力、预压、挤出量等要素,确定可承受的载荷。
同时,还需要考虑一些实际运用中需要注意的问题,例如设定模具配合公差、调整模具的开合间隙、设定模具的定位和定向等。
5、制作模具样品。
样品制作过程中,需要考虑到模具结构的合理性,以及各种元素的配合度。
制作完成后,需要进行模具的调试、试胶、实验成型等环节,进行逐渐的调整和完善。
三、常见问题及解决方案1、模具寿命不够长。
在设计时应考虑模具的材质和硬度,通过表面热处理、高频淬火、氮化等方式进行强化处理,以延长模具的使用寿命。
2、模具容易出现磨损或变形。
在制作过程中,要合理设定模具的使用寿命,并且需要根据产品的多重要素,优化模具的设计结构,来提高其使用的稳定性。
目录目录 (1)冷挤压模具设计及其成形过程 (3)第一章绪论 (3)1.1冷挤压成形技术发展概况 (5)1.2选题依据和设计主要内容 (7)1.2.1毕业设计(论文)的内容 (7)1.2.2 毕业设计(论文)的要求 (7)第二章冷挤压工艺设计 (8)2.1挤压工艺步骤 (8)2.2工艺设计步骤 (10)2.2.1计算毛坯的体积 (10)2.2.2确定坯料尺寸 (10)2.2.3计算冷挤压变形程度 (11)2.2.4确定挤压件的基本数据 (12)2.2.5确定挤压次数 (12)2.2.6工序设计 (12)2.2.7工艺方案确定 (20)2.2.8各主要工序工作特点进一步分析 (21)第三章压力设备选择 (24)3.1各主要工序所需镦挤力 (24)3.2主要设备选用 (26)4.1冷挤压模具设计要求 (28)4.2凸模设计依据 (29)4.3冷挤压组合凹模设计依据 (31)4.4凸模设计 (37)4.4.1镦平凸模设计 (37)4.4.2凹模设计 (38)4.5预成形模具设计 (41)4.5.1预成形凸模设计 (41)4.5.2预成形凹模设计 (42)4.6终成形模具设计 (44)4.6.1终成形凸模设计 (44)4.6.2终成形凹模设计 (45)4.7冷挤压模架设计 (46)4.7.1冷挤压模架设计的基本原则 (46)4.7.2模架的设计 (47)4.7.3其它零件设计 (48)第五章挤压模具零件加工工艺的编制 (53)5.1加工工艺编制原则 (53)5.2加工工艺的编制 (55)第六章总结及课题展望 (58)6.1本文工作总结 (58)6.2课题展望 (59)参考文献 (59)附录一:英文科技文献翻译 (62)英文翻译: (67)附录二毕业设计任务书 (72)冷挤压模具设计及其成形过程机械与电气工程学院机械设计制造及其自动化专业06城建机械乔红娇指导老师雷声第一章绪论挤压就是零件金属毛坯放在挤压模腔中,在一定温度下,通过压力机上固定的凸模或凹模向毛坯施加压力,使金属毛坯产生塑性变形而制得零件的加工方法。
冷挤压工艺流程
冷挤压是一种常见的金属加工工艺,通过对金属材料施加高压力,将其挤压成所需形状的工艺。
冷挤压工艺广泛应用于汽车、航
空航天、建筑等领域,具有高效、节能、材料利用率高等优点。
下
面将介绍冷挤压工艺的流程及其特点。
首先,冷挤压工艺的流程包括原料准备、模具设计、挤压成形、热处理和表面处理等几个主要步骤。
原料准备阶段是冷挤压工艺的
起始阶段,需要选择合适的金属材料,并进行预处理,如切割、清
洁等。
模具设计是冷挤压工艺中至关重要的一环,模具的设计质量
直接影响到挤压成形的效果和产品质量。
挤压成形是冷挤压工艺的
核心步骤,通过对金属材料施加高压力,使其变形成所需形状。
热
处理是为了改善材料的组织结构和性能,提高产品的强度和硬度。
表面处理可以提高产品的耐腐蚀性和美观度,常见的表面处理方法
包括喷砂、阳极氧化、喷涂等。
其次,冷挤压工艺具有以下几个特点。
首先,冷挤压可以在常
温下完成,无需加热,节能环保。
其次,冷挤压可以实现高精度、
高效率的生产,适用于大批量生产。
再次,冷挤压可以加工各种金
属材料,包括铝合金、铜合金、钢铁等。
最后,冷挤压产品表面光
洁度高,尺寸精度高,内部组织致密,具有良好的机械性能。
总的来说,冷挤压工艺是一种重要的金属加工工艺,具有广泛
的应用前景和市场需求。
随着工艺技术的不断进步和创新,冷挤压
工艺将更加高效、精密、环保,为各行各业提供更优质的产品和解
决方案。
希望本文对冷挤压工艺的流程和特点有所帮助,谢谢阅读!。
套筒扳手冷挤压工艺及模具设计一、引言套筒扳手是一种常见的手工工具,广泛应用于机械加工、维修等领域。
冷挤压技术是一种高效、精确的金属成形工艺,可用于生产套筒扳手。
本文将介绍套筒扳手的冷挤压工艺及模具设计。
二、冷挤压工艺2.1 工艺概述套筒扳手冷挤压工艺是通过将金属材料塑性变形成扳手的形状。
该工艺具有高效、节能、成本低等优点,能够满足大批量生产的需求。
2.2 工艺步骤套筒扳手冷挤压的工艺步骤如下:1. 材料准备:选择适合的金属材料,如碳钢、合金钢等。
2. 模具设计:设计套筒扳手的模具,包括挤压模、顶针等。
3. 材料预热:将金属材料进行适当的预热,以提高挤压性能。
4. 挤压成形:将预热后的金属材料放入挤压模中,施加压力使之变形。
5. 冷却处理:将挤压后的工件进行冷却处理,以提高强度和硬度。
6. 表面处理:对冷却后的工件进行表面处理,如镀层、热处理等。
7. 检验包装:对最终成品进行检验,合格后进行包装。
2.3 工艺参数套筒扳手冷挤压的工艺参数包括:挤压压力:根据材料的性质和形状要求确定合适的挤压压力。
挤压速度:控制挤压过程的速度,以保证工件的质量。
模具温度:根据材料的热处理要求,调整模具的温度。
冷却时间:冷却处理的时间要足够,以保证工件的性能。
三、模具设计3.1 模具类型套筒扳手冷挤压的模具主要包括挤压模和顶针两种。
挤压模:用于将金属材料塑性变形成工件的形状。
顶针:用于支撑和定位金属材料,在挤压过程中起到辅助作用。
3.2 模具材料套筒扳手冷挤压的模具材料需要具备高强度、耐磨损和耐腐蚀等特性。
常用的模具材料包括工具钢、合金钢等。
3.3 模具结构套筒扳手冷挤压的模具结构应满足以下要求:1. 确保工件的尺寸精度和表面质量。
2. 提高生产效率,减少模具更换次数。
3. 方便模具的制造和维修。
3.4 模具设计要点在套筒扳手冷挤压的模具设计中,需要考虑以下要点:1. 模具选择合适的材料和热处理工艺,以提高使用寿命。
2. 设计模具的结构合理,易于拆卸和安装。
冷挤压工艺流程冷挤压是一种常用的金属成型工艺,适用于制造高强度、高精度的零件。
下面将简单介绍冷挤压工艺的流程。
冷挤压的工艺流程主要包括:材料准备、模具设计、材料加热、冷挤压、修整、热处理和表面处理等几个步骤。
首先是材料准备。
在冷挤压工艺中,常用的材料有铝合金、钢、铜等,根据所需零件的性能要求选择合适的材料,并进行相应的材料预处理,例如切割成适当的长度和形状。
接下来是模具设计。
根据产品的形状和尺寸要求,设计制造适用的挤压模具。
模具的设计应考虑到材料在挤压过程中的流动和变形,以保证最终零件的尺寸精度和表面质量。
然后是材料加热。
由于冷挤压工艺需要在常温下进行,为了提高材料的可塑性,通常需要对材料进行加热处理。
加热温度和时间的选择应根据材料的种类和厚度来确定,以保证材料具有足够的塑性,能够在模具中形成所需的形状。
进行冷挤压。
加热后的材料放入挤压机的模具中,通过挤压机的活塞施加大压力,使材料在模具中产生塑性变形,形成所需的形状。
挤压过程中需要控制好挤压的速度和压力,以确保零件的尺寸和表面质量满足要求。
接下来是修整。
挤压后的零件往往会有一些余料或者凸起,需要进行修整。
修整包括剪切、磨砂或者机械加工等步骤,以达到零件的最终形状和尺寸。
进行热处理。
由于冷挤压过程中产生的形变和应力会影响材料的性能,需要进行热处理来消除应力和改善材料的力学性能。
常见的热处理方法有退火、时效处理等,根据材料的种类和要求进行选择。
最后是表面处理。
挤压后的零件常需要进行表面处理,以提高零件的耐腐蚀性和外观质量。
常见的表面处理方法有阳极氧化、电镀等。
综上所述,冷挤压工艺流程包括材料准备、模具设计、材料加热、冷挤压、修整、热处理和表面处理等几个步骤。
通过合理的操作和控制,可以制造出高强度、高精度的金属零件,广泛应用于汽车、航空航天、机械制造等领域。