冷挤压模具的结构、分类与设计
- 格式:doc
- 大小:1.82 MB
- 文档页数:32
挤压模具的分类挤压模具是一种用于加工金属材料的工具,广泛应用于汽车、航空航天、家电等行业。
按照其结构和用途的不同,可以将挤压模具分为下面几类。
一、冷挤压模具冷挤压模具是指在室温下对金属材料进行挤压加工的模具。
它主要用于生产形状复杂、尺寸精度要求高的零部件,如汽车发动机缸套、铝合金管材等。
冷挤压模具通常由上下模和芯棒组成,通过挤压机将金属材料挤压至模具腔中,经过一系列工序完成加工。
二、热挤压模具热挤压模具是指在高温下对金属材料进行挤压加工的模具。
它主要用于生产大型、长尺寸的金属材料,如铝合金型材、铜管等。
热挤压模具一般由上下模和加热设备组成,通过加热后的金属材料在模具中受到挤压形成所需的截面形状。
三、异形挤压模具异形挤压模具是指用于加工非圆形或复杂形状的金属材料的模具。
它通常由多个模块组成,每个模块负责加工金属材料的一个特定区域。
异形挤压模具广泛应用于汽车车身、航空航天结构件等领域,能够有效提高生产效率和产品质量。
四、管材挤压模具管材挤压模具是指用于加工金属管材的模具。
它主要用于生产各种规格和形状的金属管材,如铝合金管、不锈钢管等。
管材挤压模具一般由多个模块组成,通过挤压机将金属材料挤压成所需的管状形状。
五、复合挤压模具复合挤压模具是指用于加工复合材料的模具。
它主要用于生产复合材料制品,如碳纤维板、玻璃钢制品等。
复合挤压模具通常由上下模和压板组成,通过挤压机将复合材料与增强材料挤压在一起形成所需的形状。
六、背吹挤压模具背吹挤压模具是指用于加工中空形状的模具。
它主要用于生产中空金属制品,如铝合金箱体、铜合金管等。
背吹挤压模具一般由上下模和背吹设备组成,通过背吹压力将金属材料挤压成所需的中空形状。
七、液压挤压模具液压挤压模具是指采用液压系统作为动力源的挤压模具。
它主要用于加工大型或高强度的金属材料,如船舶结构件、桥梁构件等。
液压挤压模具具有挤压力大、稳定性好的特点,能够满足对金属材料的高强度加工需求。
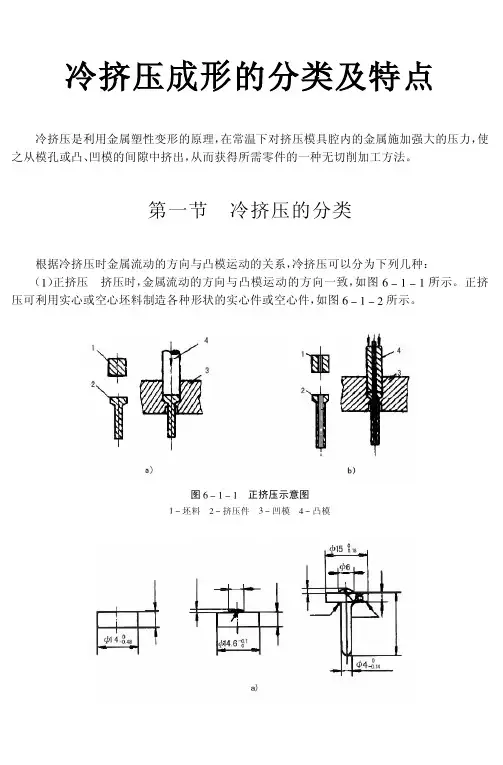
冷挤压成形的分类及特点冷挤压是利用金属塑性变形的原理,在常温下对挤压模具腔内的金属施加强大的压力,使之从模孔或凸、凹模的间隙中挤出,从而获得所需零件的一种无切削加工方法。
第一节冷挤压的分类根据冷挤压时金属流动的方向与凸模运动的关系,冷挤压可以分为下列几种:(!)正挤压挤压时,金属流动的方向与凸模运动的方向一致,如图"#!#!所示。
正挤压可利用实心或空心坯料制造各种形状的实心件或空心件,如图"#!#$所示。
图"#!#!正挤压示意图!#坯料$#挤压件%#凹模&#凸模图!"#"$正挤压零件示意图%)实心件&)圆形孔空心件’)矩形孔空心件($)反挤压挤压时,金属流动的方向与凸模运动的方向相反,如图!"#"(所示。
反挤压可制造各种形状的杯形零件或空心零件,如图!"#")所示。
图!"#"(反挤压示意图#"坯料$"挤压件("顶杆)"凹模*"凸模图!"#"$反挤压零件示意图%)矩形杯形件&)圆形杯形件’)空心件(()复合挤压挤压时,金属同时朝凸模的运动方向和相反方向流动,如图!"#")所示。
复合挤压可以制造各种形状的零件,如图!"#"!所示。
上述三种挤压方式的金属流动方向都是与凸模运动方向平行的,故统称为轴向挤压。
图!"#")复合挤压示意图#"坯料*"挤压件("凹模$"凸模图!"#"!复合挤压零件示意图($)径向挤压挤压时,金属流动的方向垂直于凸模的运动方向,如图!"#"%所示。
径向挤压主要用于制造各种带凸缘的零件,如图!"#"&所示。
将轴向挤压和径向挤压联合的加工方法称为镦挤法。
冷挤压模结构设计(一)上下模板是冷挤压压力的主要支承部分,由于冷挤压的单位压力较高,上下模板不能采用铸铁材料。
上下模板加导柱、导套就组成有导向的冷挤压模架,无导柱、导套者则为无导向模架图1为在导柱、导套导向通用反挤压模具。
卸年亦有导向,其导向的基准仍为模架的导柱。
反挤压时挤压件的端面往往是不平的,缺件时使凸模受力不均匀,可能造成凸模偏移而折断。
缺件有强有力的导向时,提高了凸模的稳定性,这是因为卸件板与凸划亦有导向的缘故。
反挤压适用模架兼作为下挤压及复合挤压使用。
图2为有导柱导套导向正挤压通用模具。
图3为镦挤复合模具。
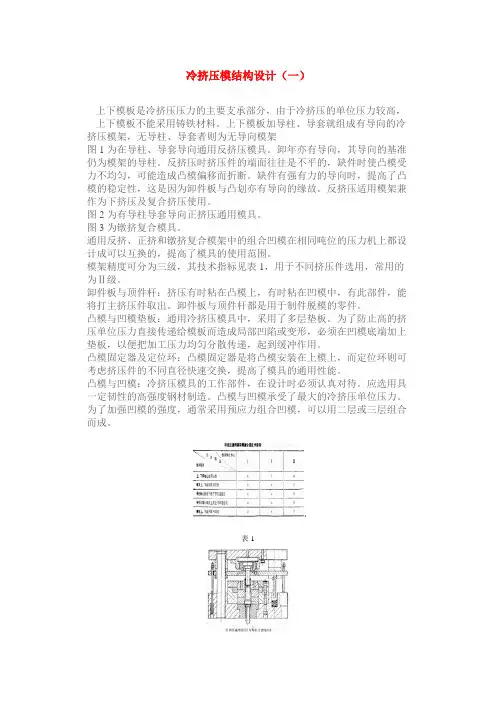
通用反挤、正挤和镦挤复合模架中的组合凹模在相同吨位的压力机上都设计成可以互换的,提高了模具的使用范围。
模架精度可分为三级,其技术指标见表1,用于不同挤压件选用,常用的为Ⅱ级。
卸件板与顶件杆:挤压有时粘在凸模上,有时粘在凹模中,有此部件,能将打主挤压件取出。
卸件板与顶件杆都是用于制件脱模的零件。
凸模与凹模垫板:通用冷挤压模具中,采用了多层垫板。
为了防止高的挤压单位压力直接传递给模板而造成局部凹陷或变形,必须在凹模底端加上垫板,以便把加工压力均匀分散传递,起到缓冲作用。
凸模固定器及定位环:凸模固定器是将凸模安装在上模上,而定位环则可考虑挤压件的不同直径快速交换,提高了模具的通用性能。
凸模与凹模:冷挤压模具的工作部件,在设计时必须认真对待。
应选用具一定韧性的高强度钢材制造。
凸模与凹模承受了最大的冷挤压单位压力。
为了加强凹模的强度,通常采用预应力组合凹模,可以用二层或三层组合而成。
表1图1图2图3在冷挤压模具中,凸模是最关键的零件之一。
凸模在冷挤压过程中,承受的单位挤压力最大,极易磨损与破坏。
为此凸模的设计和加工就显得特别重要。
1.反挤压凸模图1是用于黑色金属冷挤压的几种凸模。
A、b两种凸模效果较好,在生产中尽量使用。
C的平端面工作部分的凸模,由于冷挤压件需要平的底部,在生产中也常用,但单位挤压力比锥形带平底的凸模约高20%。
冷挤压模具设计冷挤压模具设计是制造高精度零件的重要技术之一。
本文将详细介绍冷挤压模具设计的基本原理、设计流程、常见问题及解决方案等内容,以帮助读者更好地理解和应用该技术。
一、基本原理冷挤压是利用压力将金属材料挤出成形的一种加工方法。
其中,模具是冷挤压技术中至关重要的工具,决定了成品质量和生产效率。
因此,冷挤压模具设计的质量和精度直接影响到成品的质量和生产成本。
基本原理上,冷挤压模具即将金属渐进挤出,使其通过一组具有特定几何形状的孔道。
钢料在配有专用设备的机器中加热,经过一道或多道模压工序,最终成形,如螺母、螺栓、垫圈、铆钉等。
二、设计流程1、确定零件的尺寸与形状。
了解产品及主要特征,对某些铝合金、镁合金等特殊材料使用规范与制造规程的要求。
2、绘制图纸。
绘制出产品的三维模型图,确定毛坯的尺寸、形状和突出部位,以确保设计的模具能够满足产品的需求,并考虑一些细节问题,如材料规格、模具磨损和抵抗压塑性强度的能力等。
3、确定模具类型。
根据产品的尺寸、形状和工艺要求,确定冷挤压模具的类型。
常用的冷挤压模具包括拉伸模、挤压模、钝化模、套筒模等。
4、设计模具的结构。
设计模具的结构时,需要考虑到模具主体的结构、腔体形状、孔形结构等几个方面,还需要根据压力、预压、挤出量等要素,确定可承受的载荷。
同时,还需要考虑一些实际运用中需要注意的问题,例如设定模具配合公差、调整模具的开合间隙、设定模具的定位和定向等。
5、制作模具样品。
样品制作过程中,需要考虑到模具结构的合理性,以及各种元素的配合度。
制作完成后,需要进行模具的调试、试胶、实验成型等环节,进行逐渐的调整和完善。
三、常见问题及解决方案1、模具寿命不够长。
在设计时应考虑模具的材质和硬度,通过表面热处理、高频淬火、氮化等方式进行强化处理,以延长模具的使用寿命。
2、模具容易出现磨损或变形。
在制作过程中,要合理设定模具的使用寿命,并且需要根据产品的多重要素,优化模具的设计结构,来提高其使用的稳定性。
冷挤压模具的结构分类与设计(冷挤压模具是用于制造金属材料中凸台、凹槽、型材等形状的模具。
冷挤压是一种用压力将金属材料挤压成希望得到的形状的加工方法,其工艺和设备相对简单,成本低,可以制造出高强度和高精度的零部件,因此被广泛应用于汽车、航空航天、电子、军工等行业。
冷挤压模具的结构主要包括模具座、模具坯料导向器、模具上下模、模具磨床、模具中心销等几个部分。
模具座是支撑和固定模具的基础,其通常由底板和护板组成。
模具座上部设有导向器,用于引导坯料进入模具。
模具上下模是冷挤压模具的主要部分,通过在模具中心销的作用下上下开合,实现模具内坯料的挤压成型。
模具磨床主要用于修磨模具的工作面,并确保模具上下模的平行度。
模具中心销则是用于固定模具上下模的位置,以确保模具挤压工艺的精度。
1.封闭型模具:模具上下模的结构封闭,适用于对形状和尺寸要求较高的零部件的生产。
封闭型模具具有较高的工艺要求,但可以制造出更高精度的零部件。
2.开放型模具:模具上下模的结构相对开放,适用于要求不太高的形状的零部件的生产。
开放型模具结构相对简单,制造成本低,但精度相对较低。
3.多工位模具:模具上设有多个工作位置,可同时进行多个零件的挤压成型,提高生产效率。
多工位模具通常应用于批量生产的场合。
1.材料选择:模具材料应具有良好的耐磨性、强度和韧性,常见的模具材料有工具钢、硬质合金等。
根据具体的工艺要求,还可以进行表面硬化处理。
2.结构设计:结构设计应根据零件的形状和尺寸来确定。
模具的结构应尽量简单,以便于制造和维护,同时还需要考虑模具的强度和刚度。
3.工作面设计:工作面需要考虑零件的形状和尺寸,工作面的形状应尽量与零件的形状相匹配,以确保成型质量。
4.导向装置:导向装置用于引导坯料进入模具,并确保上下模的相对位置的准确性。
导向装置应结构简单,操作方便。
5.挤压力的确定:挤压力的大小直接影响到成型质量和模具的寿命。
挤压力的确定需要考虑零件的形状和尺寸,以及材料的性能。
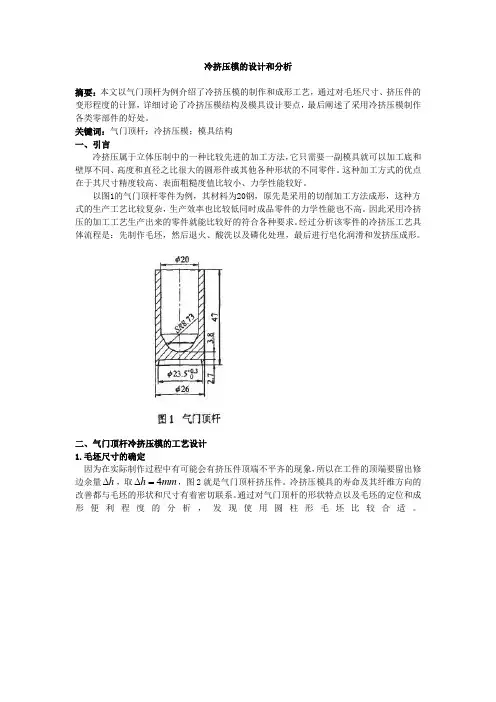
冷挤压模的设计和分析摘要:本文以气门顶杆为例介绍了冷挤压模的制作和成形工艺,通过对毛坯尺寸、挤压件的变形程度的计算,详细讨论了冷挤压模结构及模具设计要点,最后阐述了采用冷挤压模制作各类零部件的好处。
关键词:气门顶杆;冷挤压模;模具结构一、引言冷挤压属于立体压制中的一种比较先进的加工方法,它只需要一副模具就可以加工底和壁厚不同、高度和直径之比很大的圆形件或其他各种形状的不同零件。
这种加工方式的优点在于其尺寸精度较高、表面粗糙度值比较小、力学性能较好。
以图1的气门顶杆零件为例,其材料为20钢,原先是采用的切削加工方法成形,这种方式的生产工艺比较复杂,生产效率也比较低同时成品零件的力学性能也不高。
因此采用冷挤压的加工工艺生产出来的零件就能比较好的符合各种要求。
经过分析该零件的冷挤压工艺具体流程是:先制作毛坯,然后退火、酸洗以及磷化处理,最后进行皂化润滑和发挤压成形。
二、气门顶杆冷挤压模的工艺设计1.毛坯尺寸的确定因为在实际制作过程中有可能会有挤压件顶端不平齐的现象,所以在工件的顶端要留出修边余量h∆,图2就是气门顶杆挤压件。
冷挤压模具的寿命及其纤维方向的∆,取mm=h4改善都与毛坯的形状和尺寸有着密切联系。
通过对气门顶杆的形状特点以及毛坯的定位和成形便利程度的分析,发现使用圆柱形毛坯比较合适。
挤压件毛坯体积的计算是根据制件体积与毛坯体积相等的规则来进行的。
通过计算毛坯体积p V可得:3222119267.2)25.23()7.28.351()220(51)226(mm V p =⨯⨯---⨯⨯-⨯⨯=πππ 为了使得毛坯放入凹模型腔内更加的方便,同时使得模具的磨损减少到最低,进一步提高零件的表面质量,一般凹模型腔尺寸a D 要比毛坯的外径p D 要大,相对于反挤压件来说,凹模型腔尺寸要比毛坯尺寸大mm 5.0左右。
根据这样的原则我们可以计算出毛坯的外径p D ;mm D D a p 95.2505.02605.0=-=-=毛坯长度p l 为: mm D V l p p p 55.22)92.25()119264()()4(2=⨯⨯==ππ经过试验验证,最终将毛坯的实际尺寸确定为mm mm 6.2295.25⨯φ,如图3所示。
冷挤压模具结构分类工艺-回复冷挤压是一种常用的金属加工工艺,广泛应用于汽车、电子、航空航天等领域。
在冷挤压过程中,金属材料经过模具受到压力作用,从而形成所需的形状和尺寸。
模具的结构和分类对于冷挤压的工艺和成品质量起着至关重要的作用。
本文将一步一步回答关于冷挤压模具结构分类和工艺的问题。
一、冷挤压模具的结构冷挤压模具主要由模具坯料、模具座、模具芯和导向装置等组成。
1. 模具坯料:模具坯料是冷挤压模具的主体部分,通常使用的是高强度合金钢材料。
根据冷挤压的应用领域和具体要求,可以选择不同材质的模具坯料。
2. 模具座:模具座是支撑模具坯料的基础结构,具有足够的刚性和稳定性。
模具座通常由钢板焊接而成,并通过螺栓或焊接与装备机床的工作台连接。
3. 模具芯:模具芯是模具的主要成型部分,它可直接影响到成品的形状和尺寸精度。
模具芯通常采用等离子喷涂或硬质合金喷涂材料进行表面处理,以提高其硬度和耐磨性。
4. 导向装置:导向装置用于指导金属材料在冷挤压过程中的运动轨迹,防止金属材料偏离所需的成型轨迹。
常用的导向装置包括滑移导向和滚动导向等。
二、冷挤压模具的分类冷挤压模具可根据不同的分类标准进行划分,常见的分类方式有以下几种:1. 按形状和结构特点划分:按照成品的形状和结构特点,冷挤压模具可以分为直压型、弯曲型、挤压型和复杂型等。
直压型模具主要用于轴类零件的冷挤压成形,弯曲型模具适用于冷挤压成形曲面较多的零件,挤压型模具常用于制造大型、薄壁、空腔或横截面形状复杂的零件,而复杂型模具则适用于形状和结构较为复杂的零件。
2. 按工艺和生产方式划分:按照冷挤压的工艺和生产方式,冷挤压模具可分为单工位模具、多工位模具、连续冷挤压模具和摇臂冷挤压模具等。
单工位模具适用于小批量生产,多工位模具适用于大批量生产,连续冷挤压模具适用于连续生产线上的大批量生产,摇臂冷挤压模具适用于生产复杂形状的零件。
3. 按应用行业划分:按照冷挤压模具的应用行业,可分为汽车冷挤压模具、电子冷挤压模具、航空航天冷挤压模具等。
冷挤压模具的结构、分类与设计(第六章冷挤压模具设计本章通过⼀些典型的冷挤压模具结构,介绍冷挤压模具的特点、其⼯作零件及其它主要零部件的设计要点及步骤等。
第⼀节冷挤压模具的结构及分类⼀、概述冷挤压是在常温下对⾦属材料进⾏塑性变形,其单位挤压⼒相当⼤,同时由于⾦属材料的激烈流动所产⽣的热效应可使模具⼯作部分温度⾼达200℃以上,加上剧烈的磨损和反复作⽤的载荷,模具的⼯作条件相当恶劣。
因此冷挤压模具应具有以下特点:(1)模具应有⾜够的强度和刚度,要在冷热交变应⼒下正常⼯作;(2)模具⼯作部分零件材料应具有⾼强度、⾼硬度、⾼耐磨性,并有⼀定的韧性;(3)凸、凹模⼏何形状应合理,过渡处尽量⽤较⼤的光滑圆弧过渡,避免应⼒集中;(4)模具易损部分更换⽅便,对不同的挤压零件要有互换性和通⽤性;(5)为提⾼模具⼯作部分强度,凹模⼀般采⽤预应⼒组合凹模,凸模有时也采⽤组合凸模;(6)模具⼯作部分零件与上下模板之间⼀定要设置厚实的淬硬压⼒垫板,以扩⼤承压⾯积,减⼩上下模板的单位压⼒,防⽌压坏上下模板;(7)上下模板采⽤中碳钢经锻造或直接⽤钢板制成,应有⾜够的厚度,以保证模板具有较⾼的强度和刚度。
典型的冷挤压模具由以下⼏部分组成:1.⼯作部分如凸模、凹模、顶出杆等;2.传⼒部分如上、下压⼒垫板;3.顶出部分如顶杆、反拉杆、顶板等;4.卸料部分如卸料板、卸料环、拉杆、弹簧等;5.导向部分如导柱,导套、导板、导筒等;6.紧固部分如上、下模板、凸模固定圈、固定板、压板、模柄、螺钉等。
⼆、冷挤压模具分类冷挤压模具有多种结构形式,可根据冷挤压件的形状、尺⼨精度及材料来选择合适的模具结构形式。
冷挤压模具可以按以下⼏个⽅⾯来分类。
(⼀)按⼯艺性质分类模具按⼯艺性质可分为:正挤压模、反挤压模、复合挤压模、镦挤压模等。
1.正挤压模图6-1所⽰为实⼼件正挤压模。
该模具更换相应的⼯作部分零件,可进⾏其它零件的正挤,也可⽤于反挤压、复合挤压和镦挤。
华南模具论坛——学习与交流的好地方!/?fromuid=16冷挤压模结构设计概 论: 冷挤压就是把金属毛坯放在冷挤压模腔中,在室温下,通过压力机上固定的 凸模向毛坯施加压力,使金属毛坯产生塑性变形而制得零件的加工方法。
一、基本类型 1. 正挤压:正挤压时,金属的流动方向与凸模的运动方向一致(图 1a、b)。
正挤压可以制造各种形状的实心件和空心件(图 2)。
2.反挤压:反挤压时,金属的流动方向与凸模的运动方向相反(图 1c)。
反挤压 可以获得各种形状的杯形件。
如图 2-8 缸体,图 3-5 所示盖。
图 1 冷挤压变形类型示意图1—凸模 2—凹模 3—毛坯 4—挤压件 5—顶件杆 3.复合挤压:挤压时,毛坯一部分金属流动方向与凸模运动方向相同,而另一个 部分金属流动方向与凸模运动方向相反(图 1d)。
复合挤压可制得各种杯一杯、 杯一杆、杯一筒零件(图 3)。
4.径向挤压;挤压时,金属的流动方向与凸模运动方向相垂直(图 1e)。
径向挤 压又可分为向心挤压和离心挤压(图 4),径向挤压用来制造斜齿轮、花键盘等零 件。
图 2 冷挤压件实例之一 1—导管 2—后车轴 3—筒体 5,6—空心轴 7—导向缸体 8—缸体 9—驱动轴图 2 冷挤压件实例之二 1-螺母 2-保持器 3-导套 4-特殊螺母 5-盖 6-紧固螺母 7-支撑住 8-支承器 9齿轮毛坯 10-螺母5.锻压:镦压时,金属毛坯径向向外流动(图 1f)。
镦压用于制造带法兰的轴类 零件或凸缘的杯形零件(图 4)。
正挤压、反挤压与复合挤压是冷挤压技术中应用最广泛的三种方法。
它们的金属 流动方向与凸模的轴线平行。
因此,有不少资料上又称这三种方法为轴向挤压。
如前所述,轴向挤压可以制得各种实心和空心零件,如球头销、梭心壳、弹壳等。
径向挤压是最近十几年才发展起来的,主要用于通讯器材的号码盘、自行车的花 键盘等。
以上是几种基本的冷挤压变形方式,随着冷挤压技术的发展,有时还将冷体 积模锻等归属为冷挤压。
第六章冷挤压模具设计
本章通过一些典型的冷挤压模具结构,介绍冷挤压模具的特点、其工作零件及其它主要零部件的设计要点及步骤等。
第一节冷挤压模具的结构及分类
一、概述
冷挤压是在常温下对金属材料进行塑性变形,其单位挤压力相当大,同时由于金属材料的激烈流动所产生的热效应可使模具工作部分温度高达200℃以上,加上剧烈的磨损和反复作用的载荷,模具的工作条件相当恶劣。
因此冷挤压模具应具有以下特点:
(1)模具应有足够的强度和刚度,要在冷热交变应力下正常工作;
(2)模具工作部分零件材料应具有高强度、高硬度、高耐磨性,并有一定的韧性;
(3)凸、凹模几何形状应合理,过渡处尽量用较大的光滑圆弧过渡,避免应力集中;
(4)模具易损部分更换方便,对不同的挤压零件要有互换性和通用性;
(5)为提高模具工作部分强度,凹模一般采用预应力组合凹模,凸模有时也采用组合凸模;
(6)模具工作部分零件与上下模板之间一定要设置厚实的淬硬压力垫板,以扩大承压面积,减小上下模板的单位压力,防止压坏上下模板;
(7)上下模板采用中碳钢经锻造或直接用钢板制成,应有足够的厚度,以保证模板具有较高的强度和刚度。
典型的冷挤压模具由以下几部分组成:
1.工作部分如凸模、凹模、顶出杆等;
2.传力部分如上、下压力垫板;
3.顶出部分如顶杆、反拉杆、顶板等;
4.卸料部分如卸料板、卸料环、拉杆、弹簧等;
5.导向部分如导柱,导套、导板、导筒等;
6.紧固部分如上、下模板、凸模固定圈、固定板、压板、模柄、螺钉等。
二、冷挤压模具分类
冷挤压模具有多种结构形式,可根据冷挤压件的形状、尺寸精度及材料来选择合适的模具结构形式。
冷挤压模具可以按以下几个方面来分类。
(一)按工艺性质分类
模具按工艺性质可分为:正挤压模、反挤压模、复合挤压模、镦挤压模等。
1.正挤压模图6-1所示为实心件正挤压模。
该模具更换相应的工作部
分零件,可进行其它零件的正挤,也可用于反挤压、复合挤压和镦挤。
顶出系统由零件1、2、3、4组成可调式拉杆,其中件3为调节螺母。
旋转螺母可以调节拉杆长度,以适合不同零件挤压后的顶出。
凸模6由活动护套加以保护,以增加凸模的强度和稳定性。
此外,当该模具用于反挤压或复合挤压时,更换合适的护套还可以利用上模部分的打料系统进行卸料。