涡轮连体排气歧管砂芯的模具及其砂芯的制造工艺的制作方法
- 格式:pdf
- 大小:134.15 KB
- 文档页数:9
本技术公开了一种涡轮连体排气歧管砂芯的模具及其砂芯的制造工艺,包括动模芯盒和静模
芯盒,所述动模芯盒上设置左抽块与右抽块,所述左抽块与右抽块分别连接左气缸和右气
缸,所述左抽块与右抽块通过燕尾槽设置在动模芯盒内;本技术解决了组合砂芯强度低、组
合后误差大、加工尺寸难以保证的技术问题,制作出组合砂芯芯盒,提供一种涡轮连体排气
管砂芯,使砂芯能够承受高温铁液的冲击,不易断芯,且变形量小,解决了后续加工尺寸难
保证的问题;一般覆膜砂所制流道砂芯承受不了≥1500
℃高温冲击,砂芯变形问题;值得应
用与推广。
技术要求
1.
一种管式不锈钢歧管制造方法,整个歧管按照发动机边界条件及整个排气系统走向设
计,其特征在于:其制造方法分为零部件制造与歧管焊接两部分,所述零部件包括前法
兰、四根不锈钢气道管、连接管、传感器螺母、后法兰五部分,依据弯管及焊接工艺性
能划分;四根所述不锈钢气道管的一端分别与所述前法兰连接,另一端在出口处汇成一
个整圆,每个出口为1/4
圆形,四个半圆直线段间设置十字板;所述连接管上设置传感器
螺母,并分别与四根所述不锈钢气道管、所述后法兰相连;
所述前法兰与缸盖接触的表面平面度不大于0.2
,其制作流程包括落料、冲孔、磨平面;
所述不锈钢气道管满足弯管工艺性能,弯角半径不能小于1.2
倍管径,所述气道管在自动
弯管机上加工,所述弯管机带有助推机构;
所述不锈钢气道管的气管进端为圆形,出端为1/4
圆形,按出口形状设计冲头,弯管后可
在管端成形机上对气管进行管端成形;所述连接管可用直管管端成形工艺加工,其加工流程包括下直管料、压制成形、冲传感
器螺母孔;
所述传感器螺母由数按车加工,以便保证螺纹精度;
所述后法兰与缸盖接触的表面平面度不大于0.2
,其制作流程包括落料、冲孔、磨平面;
所述歧管焊接采用MIG
焊接工艺,其焊接方法流程包括四根气管道与十字板焊接、四根气
道管与前法兰焊接、连接管与传感器螺母焊接、综合焊接;在焊接时,将四根气道管的
进端外圆及端面、出端外圆定位压紧,进而焊接十字道及出口外圆处四角;将前法兰一
面两销定位夹紧、四根气道管出端外圆定位压紧,进而焊接四根气道管的管口;将连接
管外形及转感器螺母内孔定位,进而将转感器螺母安装到连接管螺孔内,在端面压紧
后,焊接螺母;将前、后法兰分别一面两销定位压紧,连接管传感器螺母内孔定位,进
而焊接连接管两端焊缝;所有焊接完成后,对整个歧管进行气密性试验。
2.
如权利要求1
所述的管式不锈钢歧管制造方法,其特征在于:所述气道管与所述连接管
材料为022Cr18NbTi
,壁厚为1.5mm
;所述前法兰与所述后法兰厚10mm
,材料为Q235
;
所述传感器螺母材料为12Cr13
。
3.
如权利要求1
所述的管式不锈钢歧管制造方法,其特征在于:所述连接管可用板料拉伸
冲压工艺,其加工流程包括落料、拉伸、冲孔、切边、翻边成形、冲传感器螺母孔。
4.
如权利要求1
所述的管式不锈钢歧管制造方法,其特征在于:所述十字板由两个中间开
半通槽的直板组成,可用板料一次冲压成形。
5.
如权利要求1
所述的管式不锈钢歧管制造方法,其特征在于:所述歧管焊接的焊丝为
ER308LSi
,氩气流量为20±5L/min
,设备采用机械手工作站。
技术说明书
一种涡轮连体排气歧管砂芯的模具及其砂芯的制造工艺
技术领域本技术属于发动机排气歧管制造技术领域,具体涉及一种涡轮连体排气歧管砂芯的模具
及其砂芯的制造工艺。
背景技术
涡轮增压连体排气管因结构复杂,内腔光洁度及精度要求很高,铸造难度大;同时涡轮
增压连体排气管承受的温度大都在900
℃以上,所以厂家在选择铸件材料上普遍选用高镍
奥氏体球墨铸铁甚至奥氏体耐热钢,但生产这两种材料的铸件,浇注的温度都在1500
℃
以上,这使得一般材料制作出的内流道砂芯根本不能承受如此高的温度,在铁液冲击后
砂芯变形严重,内腔尺寸超差,因此对砂芯质量要求很高;
目前国内大多生产厂家在成型排气管内腔时普遍采用分体砂芯,即排气管内腔与涡轮内
腔砂芯分开成型,然后将其通过组芯工装组合;但此技术生产的流道砂芯存在组装后误
差大,后续加工偏差更大,且排气管流道芯与涡轮流道芯接触处需要粘结,强度较连体
砂芯强度低很多,浇注后容易产生断芯现象,给生产涡轮连体排气管的制造厂家带来很
大困惑;这使得技术员们联想到如何进行一次性制作砂芯,因此需要一种能够快速制作
砂芯的模具及其砂芯的制作工艺。
技术内容
本技术的目的在于提供一种能够快速制作出带有涡轮增压连体排气管的模具及其砂芯的
制作工艺。
实现本技术的目的所采用的技术方案是:一种涡轮连体排气歧管砂芯的模具,包括动模
芯盒和静模芯盒,所述动模芯盒上设置左抽块与右抽块,所述左抽块与右抽块分别连接
左气缸和右气缸,所述左抽块与右抽块通过燕尾槽设置在动模芯盒内。
所述动模芯盒和静模芯盒上加热孔与排气孔。
所述左抽块与右抽块组成蜗壳的内流道。
所述加热孔内设置加热棒。
所述动模芯盒上侧面设置射砂口。一种涡轮连体排气歧管砂芯的制作工艺,包括以下步骤:
a.
覆膜砂的制作:选用SiO2
含量在97%
以上,经900
℃左右的高温焙烧的原砂后自然冷却
至150
℃,倒入混砂机中进行搅拌,将其自然冷却至130
℃,然后按照原砂的添加量加入1-
5.1%
的酚醛树脂,在经过混合3-5
分钟后加入1-2%
的添加剂,然后在混合30-50S
后加入10-
15%
的乌洛托品,在混合后加入0.5-1.2%
的硬脂肪酸钙,最后经冷却、破碎、过筛得到氧
化铁红覆膜砂;
b.
对砂芯芯盒进行预加热:开启控制柜,按动相关按钮查看设备运行情况是否完好,然
后将控制柜上动静模温度参数调整到180±10
℃,待温度达到设定温度,开始制芯操作。
c.
制芯:开启设备自动控制按钮,设备进入自动控制状态,动静模芯盒合模→
左右抽块
进入→
射砂板前进,下压到芯盒顶部→
对准射砂口进行射砂→
设定射砂6
~8S
结束,射砂
板抬起、退回→
待加热到180-210S
固化时间,气缸压力0.15
~0.25MPa
带动下左右抽块退
回→
动静模分开→
人工将砂芯取出。
所述添加剂包括增塑剂与氧化铁红,所述氧化铁红与增塑剂的比例为2:1
。
本技术采用的固化剂为乌洛托品,
其能够促进酚醛树脂的快速固化,保证砂型的尽快固定
成型,缩短自作周期;加入硬脂酸钙改善了覆膜砂的流动性,使得砂芯的紧实度提高,
砂粒之间的接触点增多,高温下砂芯结构更加稳固;另外硬脂酸钙的增加将提高覆膜砂
的熔点和热强度,高温下砂芯保持稳定能力增强,因而能保持较长的高温持久时间,并
在较大变形的情况下不会断裂;再一就是能提高覆膜砂的抗热开裂性;采用的添加剂包
括增塑剂与氧化铁红粉,其中增塑剂能够提高覆膜砂的热膨胀性;添加氧化铁红粉后,
提高了砂的导热性能,可以加快熔融金属的冷却速度,并且使砂芯的热量分布均匀,热
量分布越均匀,出现裂缝的几率就越小。
本技术覆膜砂的性能指标:
(1
)
熔点100±5
℃:在热作用下,覆膜砂不至于过早软化,堵塞射砂口;在制芯时,使
砂芯脱壳、不致密的缺陷降低。
(2
)
发气量≤13.5ml/g
:使铸件出现气孔、起皮缺陷的几率大大降低;(3
)
灼烧减量≤4%
:覆膜砂当中的低燃点及可挥发物质的含量较低,提高覆膜砂芯的强
度;
(4
)
常温抗拉强度≥4.0MPa
:提高了砂芯在转运及承压时抗裂性;
(5
)
常温抗弯强度≥8.0MPa
:提高了砂芯在常温时耐压状态下的抗变形能力;
(6
)
热态抗拉强度≥2.0MPa
:提高了砂芯在高温状态下的抗裂性能,使铸件内腔不至于
产生飞边、披锋缺陷;
(7
)
热态抗弯强度≥4.0MPa
:提高了砂芯在高温状态下的抗变形能力,使铸件不至于产
生壁厚不均匀的现象。
(8
)
目数:50
~100
目≥75%
,能够保证其能够建立稳定的砂型结构,保证结构强度。
本技术专利解决了组合砂芯强度低、组合后误差大、加工尺寸难以保证的技术问题,制
作出组合砂芯芯盒,提供一种涡轮连体排气管砂芯,使砂芯能够承受高温铁液的冲击,
不易断芯,且变形量小,解决了后续加工尺寸难保证的问题;一般覆膜砂所制流道砂芯
承受不了≥1500
℃高温高温冲击,砂芯变形问题;值得应用与推广。
附图说明
下面结合附图对本技术作进一步描述:
图1
是本技术的结构示意图;
图2
是本技术动模芯盒的结构示意图;
图3
是本技术静模芯盒的结构示意图;
图4
是本技术左抽块的结构示意图;
图5
是本技术右抽块的结构示意图;
1-
左气缸 2-
左抽块 3-
动模芯盒 4
、5
、6
、7
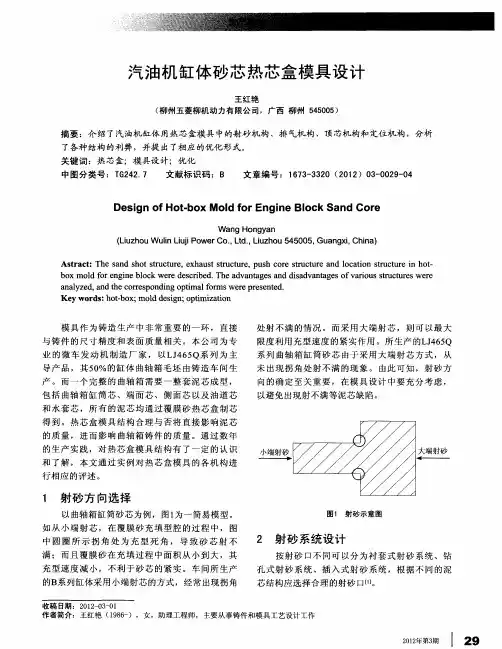
为射砂口 8-
右抽块 9-
右气缸 10-
静模芯盒 11-19
为加热孔 20-26
为排气孔。