铜尾渣在水泥中的应用综述
资源与环境是当今人类社会面临的两大问题,社会的进步和经济的发展,在消耗了大量资源同时,也造成了严重的污染,金属矿山尾矿便是其之一。随着有色金属开发规模的扩大和开采历史的延长,尾矿堆积量逐年增加,不仅占用大量的土地,造成库区周围环境污染,而且还需投入大量的资金用于尾矿库的修筑和维护管理,若存放不当,还将造成突发性事故的隐患。
铜尾矿是铜矿石经粉磨、选矿后产生的废弃物,由硅酸盐类、碳酸盐类的非金属矿物构成,含有生产水泥所需的硅、铁、铝等氧化物。本文对改性过的铜渣参与水泥砂浆和混凝土的制备进行了概述,旨在尽可能地消化再利用铜尾矿,减少土地占用率和节约环保费用,同时也为水泥行业找到一种新的廉价原料[1]。
1、铜渣组成分析
1、1 铜渣的主要矿物组成:
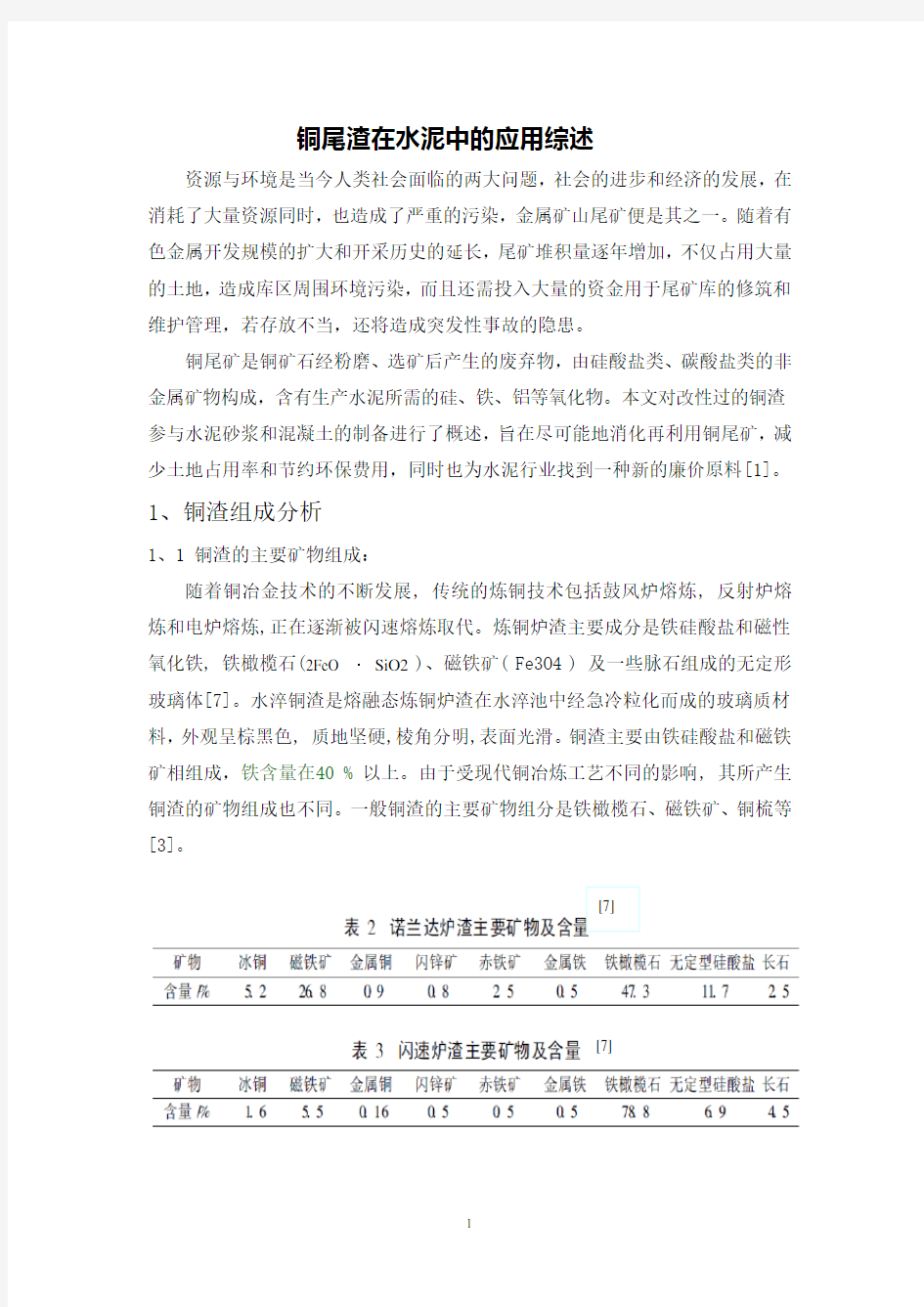
随着铜冶金技术的不断发展, 传统的炼铜技术包括鼓风炉熔炼, 反射炉熔炼和电炉熔炼,正在逐渐被闪速熔炼取代。炼铜炉渣主要成分是铁硅酸盐和磁性氧化铁, 铁橄榄石(2FeO ·SiO2)、磁铁矿( Fe3O4 ) 及一些脉石组成的无定形玻璃体[7]。水淬铜渣是熔融态炼铜炉渣在水淬池中经急冷粒化而成的玻璃质材料,外观呈棕黑色, 质地坚硬,棱角分明,表面光滑。铜渣主要由铁硅酸盐和磁铁矿相组成,铁含量在40 % 以上。由于受现代铜冶炼工艺不同的影响, 其所产生铜渣的矿物组成也不同。一般铜渣的主要矿物组分是铁橄榄石、磁铁矿、铜梳等[3]。
[7]
[7]
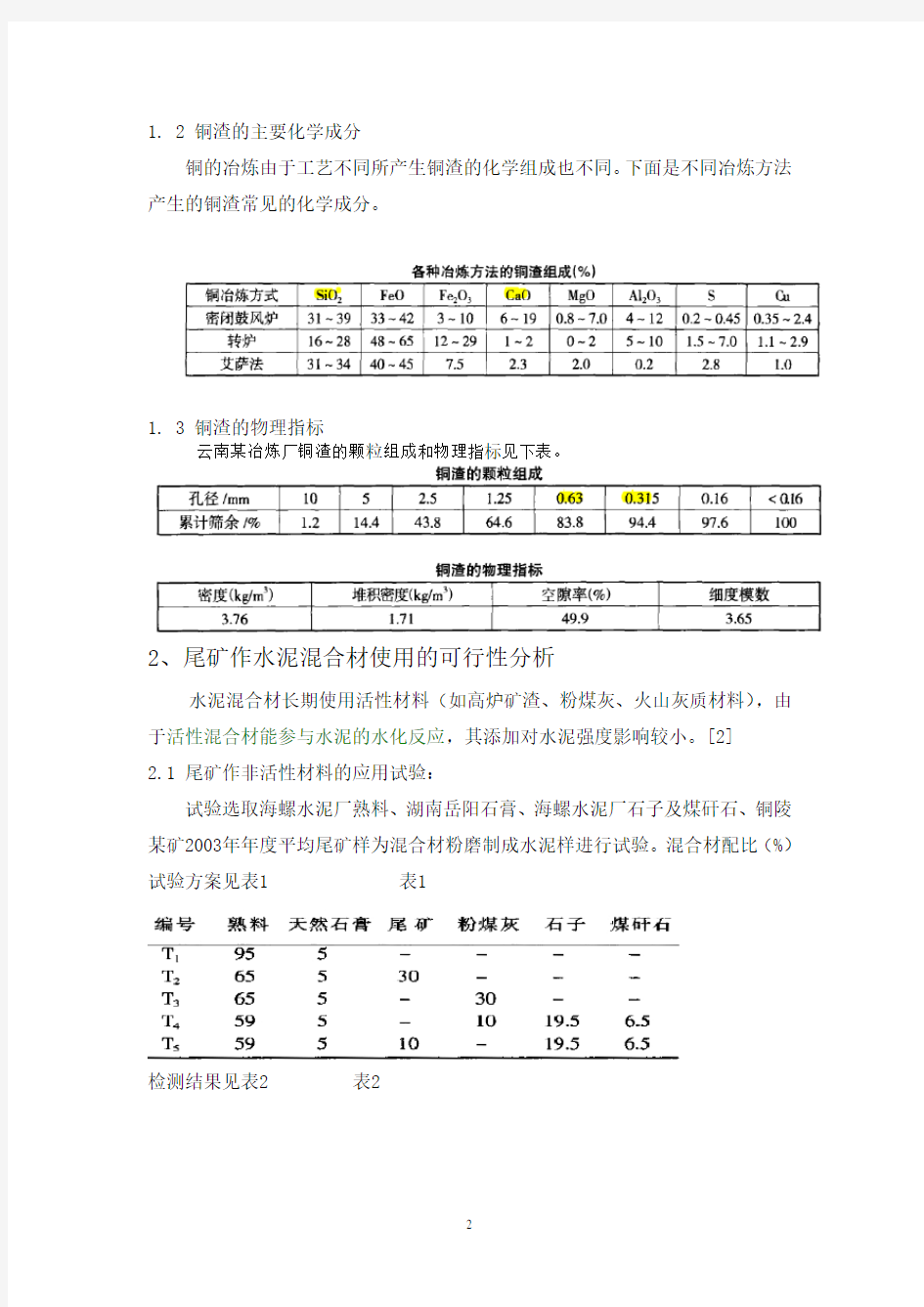
1. 2 铜渣的主要化学成分
铜的冶炼由于工艺不同所产生铜渣的化学组成也不同。下面是不同冶炼方法产生的铜渣常见的化学成分。
1. 3 铜渣的物理指标
云南某冶炼厂铜渣的颗粒组成和物理指标见下表。
2、尾矿作水泥混合材使用的可行性分析
水泥混合材长期使用活性材料(如高炉矿渣、粉煤灰、火山灰质材料),由于活性混合材能参与水泥的水化反应,其添加对水泥强度影响较小。[2]
2.1 尾矿作非活性材料的应用试验:
试验选取海螺水泥厂熟料、湖南岳阳石膏、海螺水泥厂石子及煤矸石、铜陵某矿2003年年度平均尾矿样为混合材粉磨制成水泥样进行试验。混合材配比(%)试验方案见表1 表1
检测结果见表2 表2
结果分析:从上表检测结果看:T1-T5五组试验安定性和凝结时间均正常。
T1空白试验28天的抗压强度59.5MPa,T2 28天抗压强度41.5MPa,T3 28天抗压强度50MPa.T2/T1为69.7%,T3/T1为84%。根据GB12958-1999国家标准附录A中规定,水泥胶砂28天抗压强度比大于或等于75%的为活性材料,小于75%的为非活性材料,故粉煤灰为活性材料,所取铜尾矿为非活性材料。从T4和T5两组实验比较也能发现,掺尾矿样28天抗压强度为35.2MPa,能满足国标PC32.5R水泥要求。因此铜尾矿可以作为非活性混合材生产复合硅酸盐水泥。
2.2 尾矿作活性材料的应用研究
从地质成矿条件分析,铜矿属热成矿,其矿物物性应与火山灰质材料相似。其活性不能表现是因为某种抑制。据此探索有关激发剂对铜尾矿进行改性试验。试验结果:
试验结果分析:
从检测报告的检测结果看:T1-T9九组试验安定性和凝结时间均正常。
T1空白试验28天抗压强度55.8MPa,T2试验28天抗压强度45.1MPa,T5试验28天抗压强度41.1MPa.T2/T1为81.36%,T5/T1为73.65%。如按火山灰质硅酸盐水泥生产,
根据GB/T2847-1996国家标准水泥胶砂28天抗压强度比62% 的为火山灰质活性材料,62%的为非活性材料,因此,所取尾矿样为火山灰质活性材料。有待按该标准附录A中规定进行火山灰性试验。
试验结果评价:
通过本次试验分析,所选外加剂(激发剂)的掺入能对尾矿进行物理、化学激发改性,可使尾矿活性大为提高,使其具备很好的水化活性,性能类似于高炉矿渣和粉煤灰,且品质稳定,与其它火山灰质材料有一定的相容性,并能吸收游离氧化钙,并改善水泥安定性。且T5、 T7 、T8、 T9 28天抗压强度(MPa)达41.1、48.3、44.5、41.3,比国标火山灰质硅酸盐水泥32.5#水泥28天抗压强度32.5Mpa 的指标尚高9、15.8、12、8.8MPa。。因此尾矿作火山灰质活性混合材使用掺量可超过30%。但尾矿作火山灰质活性混合材使用必须按GB/T2847-1996标准附录中规定进行火山灰性试验且合格,并作为水泥新型混合材报省级建材主管部门审批
[2]。
3、铜渣活性激发
3.1 热激发
将铜渣分别于850,900,950,1 000,1 050 ℃进行了煅烧,探讨铜渣在不同温度和不同煅烧时间下的晶体变化,为铜渣的综合利用提供可靠的基础数据。采用XRD 法和SEM/EDX 法表征了铜渣在不同煅烧温度和不同煅烧时间下的晶相结构和显微结构。实验结果表明:随着煅烧温度的提高和煅烧时间的延长,铜渣中组分晶相发生如下转变过程:2FeO·SiO2+0. 5O2→α-Fe2O3 + SiO2和Fe3O4→γFe2O3→αFe2O3.氧化煅烧处理可以实现铜渣中主要晶相铁橄榄石离解,氧化铁的富集和析出[8]。
3.1 机械激发
铜渣虽然含有C2S、C3S 活性体, 具有胶凝活性,但相比于水泥活性很低, 在水泥中应用通常通过机械或化学的方式对铜渣的活性进行激发。机械激发是指通过机械粉磨以增加铜渣的细度提高比表面积, 破坏铜渣中的玻璃体, 将包裹在
里面的硅酸盐和铝酸盐等活性矿物暴露出来, 增加与水的接触面积。铜渣的细度越大, 活性越大,当比表面积达到400-550m2/kg 时, 活性被充分激发出来,之后活性增加不再明显,并且粉磨难度增大,存在破碎一团聚平衡, 成本增加[3]。3.2 微波激发
矿石中有用矿物(不含卤化物)主要分为两大类:硫化矿和氧化矿。前人的研究结果表明,大多数硫化矿物和部分氧化矿物在微波场中的升温速率很快,而二氧化硅等脉石矿物在微波场中的升温速率均较慢,甚至不升温。根据微波的选择性加热和快速加热的特点,对矿石进行微波处理,由于加热的不均匀,使矿石内部的应力状况发生改变,达到一定程度,矿石上就出现微裂纹,这不仅使有用矿物暴露出来,同时也降低了矿石的硬度。这对于硬度较大的矿石的破碎、研磨和低品位复杂多金属矿石的矿物解离意义重大[9]。
SW Kingman等人还在2004年研究了微波预处理对铅锌矿石破碎程度的影响。预先进行了铅锌矿石经微波处理的硬度试验。矿石硬度的变化由矿石在微波场中的停留时间决定,并且进行了经微波处理的样品与未经微波处理的样品的硬度变化比较。利用一台多模式谐振腔微波加热器进行试验,结果发
现,当所用微波功率为15kW、辐射时间为0. 5 s时,矿石硬度明显降低,对于粒度14. 53mm的矿石,矿石硬度降低40%以上。在该类型加热器腔体中,利用低功率进行试验,辐射效果不明显。单模腔体初步试验在微波功率为10kW、停留时间0. 1 s下进行,矿石硬度降低50%。试验结果表明,高电场强度对矿石的破坏有重要意义。初级能量平衡试验表明,单模加热对矿石硬度降低更有好处。
3.3 铜渣冷却方式与活性的关系
铜渣的冷却速度对铜渣的活性起着决定性作用。目前, 铜渣冷却方式有自然冷却、水淬、保温冷却加水淬三种冷却方式。铜渣中铜矿物结晶粒度大小和铜渣的冷却速度密切相关, 铜渣缓慢冷却有利于铜相粒子迁移聚集长大和改善渣的可磨性, 这是铜渣浮选的关键。在铜渣的缓冷过程中, 铜渣熔体的初析微晶可通过溶解一沉淀形式成长, 形成结晶良好的自形晶或半自形晶,同时有用矿物扩散迁移、聚集并长大成相对集中的独立相,易于磨矿单体解离和分别回收。急速冷却会使铜渣形成非晶质构造,这种非晶质构造会阻止微晶粒析出和迁移聚集, 进而阻止析出的铜相粒子的长大, 使铜渣中的铜粒子晶粒细而分散, 既使细磨也很难使
其达到单体解离,致使铜渣中的铜难以浮选回收。研究表明,1000 ℃以上的铜渣冷却, 其冷却速度以不大于1 一3 ℃/ m in 为宜, 此时铜渣中基本上没有相变发生, 即采用缓慢冷却; 1000 ℃以下采用自然冷却或喷水冷却不会对铜渣的可磨性和浮选性能产生太大影响。对于建筑材料中选用的铜渣, 最好选1000 ℃以下喷水冷却的铜渣, 这样既可保证铜渣的可磨性, 也可保证铜渣的活性[3]。
4、生料的易烧性
4.1 水泥生料易烧性
在理论上是指该生料组分是容易转变成水泥熟料相物质的数量, 而实际上通常用生料按一定制度煅烧后, 熟料中f 一Ca O 含量来衡量。因此,为了研究铜尾矿全代铁粉配料的生料易烧性, 将率值相同的两组配料在相同煅烧条件下进行煅烧, 用甘油酒精法测f 一Ca o 含量, 试验结果见表4
由表4 及表5 结果发现, 无论是在相同煅烧温度下, 还是在相同保温条件下, 率值相同时, 用铜尾矿全代铁粉缎烧的B 组熟料的f 一Ca O 含量都低于铁粉配料的A 组熟料, 这说明用铜尾矿配料的生料易烧性较好。
众所周知, 熟料的最低共熔温度与液相粘度决定于系统组分的性质和数量。由于铜尾矿中有Fe O 的加入, 使熟料液相组成发生变化, 而Fe O 的熔点低于Fe 2 O 3 , 使熟料最低共熔物的熔点降低, 液相提前出现,液相粘度降低, 从而促进
固相反应, 加速熟料的生成,降低了f 一C a O 的含量; 另外, 铜尾矿中还含有丰富的微量元素, 因其本身的熔点很低, 于10 0 0 ℃左右即开始熔融, 所以对水泥熟料的低温锻烧将产生积极作用。
此外, 铜尾矿全代铁粉配料, K H = 0 . 88 时f -C a O 含量较相同煅烧条件下K H = 0 .92的低。这是由于K H 值减小, 相应生料中C aO 含量减少, SiO2 含量
相对提高, 阿利特形成过程中有更多的SiO2与Ca O饱和, 使f 一C aO含量较低[4]。
4.2 熟料游离钙与铜尾矿掺入量的关系[5]
熟料f-C aO >3.5% , 会造成水泥安定性不良, 要使其小于3.5 % , 就必须找出铜尾矿掺量与熟料f-C a O 之间的定量关系。我们选用了两种游离钙不同的熟料, 分别按一定比例掺入铜尾矿, 进行游离钙的测定,其结果见表4 。
从以上试验看, 铜尾矿掺入量每增加5 % , 熟料中的f-C a oO可降低0. 2% 左右。当掺量增加到15% -20 % , 两组熟料f-C a O 可降至3 .5 % 以下。当然, 此关系也并非固定不变。
5、铜尾渣对水泥砂浆和混凝土强度及耐久性影响[6]
一项实验调查研究了铜渣作为细骨料对水泥砂浆和混凝土的性能的影响。用不同比例的铜渣从0%(用于控制混合物)到100%作为细骨料替换,制备了各种砂浆和混凝土混合物。水泥砂浆混合物用抗压强度评估,而混凝土混合物用和易性、密度、抗压强度、抗拉强度、弯曲强度和耐久性来评估。水泥砂浆的结果显示所有混合了不同比例的铜渣的混合物取得了比参照物可比或更高的抗压强度。同时,在铜渣的替代量达到50%时,砂浆的抗压强度与参照物相比改善了超过70%。混凝土的实验结果显示,随着铜渣含量的增加,混凝土的密度以将近5%的速率轻微增加,然而与参照物相比其和易性随着铜渣比例的增加而显著提
高。铜渣作为砂子的替代物,当替代量达到40-50%时,其混合物与参照物相比显出了可比的强度。然而,添加更多的铜渣会导致混合物的强度降低,因为混合物中自由水含量的增加。同时,结果已被证实,随着铜渣含量增加,其替代量达到50%前,混合物对表面水的吸收量不断降低。超过50%后,吸收速率会迅速增加,体积的渗透空隙率与参照物的不相上下。因此,建议40-50%(重量的砂)的铜渣作为细骨料的替代品以获得一个具有良好强度和耐久性的混凝土的需求。
5.1 铜渣替代对水泥砂浆强度的效应
不同比例的混合物实测抗压强度值展示在表4。试验结果表明所有样品产生更高的抗压强度分别比规范要求的为水泥砂浆的3和7天养护之后的15和23 MPa,。对于所有的混合物,养护期增加了抗压强度,强度的增加在养护的早期更快(3、7和28天)。表格4还表明,在全部凝期,所有混合物具有相对于控制混合物(100%沙子)更高的抗压强度。另外,随着铜尾渣的成分增加混凝土砂浆的强度增加,如此一直到铜尾渣替代比例达到50%。超过50%以后抗压强度会随着铜尾渣增加而减少。但是,有着100%铜尾渣的7号混合物表现出了比控制混合物更高的强度。含有50%铜尾渣的4号混合物表现出了最高的28天平均抗压强度47.5N/mm2 ,几乎74%的样本抗压强度都比控制混合物的高。对于长时间的养护(比如56天和90天),当掺入铜尾渣时,大多数的样品没有表现出不利影响(比如强度下降)。虽然所有混合物都表现出了比控制混合物更高的抗压强度,可以这么说50%的铜尾渣替代相对于沙子替代具有更高的抗压强度,在砂浆中的强度增加70%以上。
5.2 铜尾渣替代对于混凝土致密度和工作性的影响[6]
表格5表明坍落度值作为一种测定新拌混凝土工作性,以及掺有不同比例铜尾渣混合物的致密度的方法。测试结果显示,随铜尾渣替代成分增加,混凝土的
工作性提升。控制混合物100%沙子的实测坍落度为65.5mm,而100%铜尾渣替代的混凝土混合物(8号混合物)为200mm。工作性显著的增加的原因是铜尾渣相对于沙子的少吸水性,因此水化后更多的自由水会留在拌合物中。但是,发现具有高铜尾渣替代含量的混凝土混合物中存在离析和泌水(混合物7号和8号)。在其他研究中也有类似的发现,已经发现细渣骨料替代混凝土有一种大量泌水的趋势,因为从测得混凝土坍落度得到他们的致密度太高以及其中含有太多水分。同时,随着铜尾渣成分增加,混凝土致密度(表格5)轻微增加。混凝土致密度增加了大约5%(对于8号混合物),从而导致了铜尾渣的高比重。
5.3铜尾渣替代对于普通混凝土的强度影响
铜尾渣作为细骨料替代对于混凝土强度的影响在表格5中已经给出,该表显示了7天和28天立方抗压强度,平均28天抗压强度和抗弯强度。图2绘制了在7天和28天,用不同比例的钢渣固化混凝土混合物的无侧限抗压强度值。测试结果显示,对于使用60%铜尾渣替代制得的混合物,该混凝土的抗压强度与100%沙子控制混合物明显不同。但是,对于80%和100%铜尾渣混合物(7号,8号混合物),其强度低于控制混合物且迅速下降。具有40%铜尾渣的4号混合物具有最高28天抗压强度48.1 N/mm2,相对于控制混合物的45 N/mm2 。而且发现具有80%铜尾渣的7号混合物具有最低抗压强度34.8 N/mm2 。另外,7号混合物的抗压强度比控制混合物低22%。具有很高铜尾渣含量的混凝土拌合物抗压强度减少,时因为铜尾渣相对于沙子的吸水性能差导致了自由水含量的增加。如表格5显示,这致使混凝土工作性大大增加以及强度下降。同时,图2表明不同混凝土拌合物在7天和28天养护的持续抗压强度,养护7天强度可达到28天强度的80%。
Wu和其他人观测到,在进行具有不同铜尾渣含量混凝土样本微结构测试之后,40%替代强度增加主要归咎于铜尾渣的物理性能。铜尾渣比沙子有更好的抗压能力,如果沙子作为主要细骨料和铜尾渣支撑整个混凝土拌合物,铜尾渣可以部分减少应力集中。同时,铜尾渣颗粒锋利的粒角边缘,可以提高混凝土集体的凝聚力。已经知道,由于沙子能可以提高水泥浆和粗骨料之间的粘附性。
然而,沙子随多年的风化导致砂粒的边缘呈圆形,其磨损性能变弱了,是不利于联锁性能的复合材料。铜渣颗粒锐利的角边缘可以在一定程度上起到补偿砂的作
用。因此,进一步提高混凝土的凝聚力。另一方面,
玻璃表面纹理的铜渣颗粒对凝聚力有负面影响。同时,低吸水性能的铜渣会多水分在混凝土中,这可能会导致高铜渣含量,泌水量过多。结果导致在混凝土中形成内部孔隙和毛细管通道,降低其质量。因此,当铜渣含量较低,混凝土的强度可以改善,而如果铜渣含量超过40%,混凝土的强度会大大减少伴随凝聚力的降低。还值得一提的是,有超过70%的砂浆抗压强度的提高发生在铜渣替代量占50%时(表4)。而混凝土的抗压强度有一个轻微的4.4%的增加,当铜渣替代量为50%时(表5)。这种强度方面改善的差异在水泥砂浆和混凝土之间,可能因于在水泥粘合中的粒子键的不一样。此外,粗骨料是混凝土中引入的混合物,这可能导致同样的混合物在砂浆和混凝土有不同的行为。28天抗拉强度的混凝土也给出了在表5。
结果表明,平均抗拉强度在容许值之内符合设计规范。为达到设计目的,拉伸强度可以根据经验取0.45 pfcu。28天抗折强度(模量的平均断裂)值展示在表4。结果表明,所有混凝土混合物的弯曲强度值略高于允许的设计值。混凝土的抗弯强度通常是0.75 pfcu。这个混凝土的试验抗折强度平均为6.9 N /Mm2,传统的计算经验是5 N /mm2。
为评估用铜渣作为细骨料的混凝土的耐久性,我们做了两个实验。第一测试测量混凝土的表面水吸收率,而第二个测试测量混凝土的渗透孔洞的体积百分比。最初的表面吸收测试结果显示在图3和图4。图3表明,所有的混合物显示一个类似的趋势,随着时间增加表面水吸收率降低。该下降一般在第一个30分钟降得最快,,在后来的120分钟内后来缓慢降低。所有混合物产生的流动率都在指定的范围内,第一个十分钟里为0.05 ml/m2 s 和 3.6 ml/m2 s之间。
同时,图3表明混合物# 4,40%的铜渣替代,在整个测试时间显示最低的表面水吸收,而混合物# 8 ,100%铜渣替代,显示最大的表面水吸收。图4表明,当铜渣替代量在40%之前,增加铜渣替代含量会普遍降低面吸水。超过40%,吸收随铜渣的含量增加而增加。这主要是由于增加的自由水含量会导致硬化混凝土创建更多的孔隙。然而,在120分钟,多达50%替代铜渣的混合物的表面吸水值与100%的混合砂相比。图5显示了混凝土混合物在28天养护后体积的水渗透空隙的含量。结果表明,在铜渣含量高达40%前,随铜渣的置换量增加,渗透孔隙的比例略微下降。超过40%,孔隙体积的增加变得与参照物相似。因此,建议40 - 50%(按重量计算)的
铜渣部份取代细骨料制作的混凝土将会产生一个良好的耐久性。
1、对于水泥砂浆,混合了不同比例铜渣的混合物与参照物比都产生了类似或更高的抗压强度。用50%的铜渣替代的砂浆,其抗压强度与参照物相比提高了70%。
2、当铜渣作为砂的替代物,混合物的密度增加了5%,而其和易性却随着铜渣的增加大幅增加。这是由于低的水吸收率和玻璃表面效应。
3、混凝土用低于50%铜渣替代砂,其抗压、抗拉和抗弯强度与参照物相似,但它们会随铜渣含量的进一步增长而下降。
4、用低于40%的铜渣替代砂的混凝土的表面吸水率都降低了。
5、低于50%的铜渣替代,随其含量增加,混合物的渗透孔隙的体积减少。
6、效益分析
利用铜尾矿作混合材生产水泥,具有显著的经济和社会效益。水泥安定期的缩短,使原先压库的水泥能按时出厂,缓解了资金周转困难的压力,保证了生产
正常运转,其潜在的经济效益十分可观。同时,铜尾矿又是一种廉价的工业废渣,可用于水泥生产中。由于铜尾矿是一种粉末状废渣,堆放时占地面积大,且在风沙天,更加剧了当地空气污染。因此,合理利用铜尾矿,可以减轻对环境的污染,社会效益显著[5]。
参考文献:
[1]饶春如,肖国先,郜志海,周慈.铜尾矿替代粘土煅烧硅酸盐水泥熟料的研究[J].苏州科技学院学报,2009,(4):37-40.
[2]唐达高.铜尾矿在水泥生产中的应用研究[J].中国资源综合利用,2005,(10):17-20.
[3]周惠群,李强.铜渣在建筑材料中资源化利用的研究进展.2012国内外水泥粉磨新技术交流大会暨展览会论文集,2012:277-281.
[4]郑秀华,赵晶,王金忠.铜尾矿对水泥生料及水泥强度的影响1999[J].房材与应用,1999,(2):8-15.
[5]许小荣,张月.铜尾矿作混合材在水泥生产中的应用[J].研究与开发,青海科技,2001,(4):36-37.
[6]Khalifa S. Al-Jabri *, Abdullah H. Al-Saidy, Ramzi Taha.Effect of copper slag as a fine aggregate on the propertiesof cement mortars and concrete.Construction and Building Materials 25 (2011) 933–938.
[7]张林楠, 张力, 王明玉, 隋智通.铜渣的处理与资源化[J].矿产综合利用,2005,(5):22-26.
[8]胡建杭,王华,刘慧利,李磊.铜渣在不同煅烧温度的晶相结构[J].湖南科技大学学报(自然科学版),2011,26(2) :97-100.
[9]赵俊蔚,赵国惠,郑晔,邢志军,马金瑞.微波加热在矿冶方面的应用研究现状[J].选矿与冶炼,2008,12(29):39-43.
水泥厂建设项目 可行性研究报告编制单位:郑州经略智成企业管理咨询有限公司 可行性研究报告按用途 (1)用于企业融资、对外招商合作的可行性研究报告。这类研究报告通常要求市场分析准确、投资方案合理、并提供竞争分析、营销计划、管理方案、技术研发等实际运作方案 (2)用于国家发展和改革委(以前的计委)立项的可行性研究报告、项目建议书、项目申请报告,该文件是根据《中华人民共和国行政许可法》和《国务院对确需保留的行政审批项目设定行政许可的决定》而编写,是大型基础设施项目立项的基础文件,发改委根据可研报告进行核准、备案或批复,决定某个项目是否实施。另外医药企业在申请相关证书时也需要编写可行性研究报告。 (3)用于银行贷款的可行性研究报告,商业银行在贷款前进行风险评估时,需要项目方出具详细的可行性研究报告,对于国家开发银行等国内银行,若该报告由甲级资格单位出具,通常不需要再组织专家评审,部分银行的贷款可行性研究报告不需要资格,但要求融资方案合理,分析正确,信息全面。另外在申请国家的相关政策支持资金、工商注册时往往也需要编写可研报告,该文件类似用
于银行贷款的可研,但工商注册的可行性报告不需要编写单位有资格。 (4)用于境外投资项目核准的可行性研究报告、项目申请报告,企业在实施走出去战略,对国外矿产资源和其他产业投资时,需要编写可行性研究报告或项目申请报告、报给国家发展和改革委或省发改委,需要申请中国进出口银行境外投资重点项目信贷支持时,也需要可行性研究报告和项目申请报告。 (5)用于企业上市的可行性研究报告,这类可行性报告通常需要出具国家发改委的甲级工程咨询资格。经略智成为多家创业板和中小板企业提供可行性研究报告编写服务(包括已经上市和正准备上市的),积累的丰富的编写经验。公司拥有行业内最为丰富的数据库、一流的市场调查和行业分析能力、高素质的复合型人才以及丰富的上市公司可行性研究报告编写经验。 (6)用于申请政府资金(发改委资金、科技部资金、农业部资金)的可行性研究报告,这类可行性报告通常需要出具国家发改委的甲级工程咨询资格. 第一章项目总论 1.1项目概况 1.1.1项目名称 1.1.2项目承建单位 项目建设单位: 企业法人代表: 项目负责人: 项目联系人: 联系方式:
铜冶炼水淬渣中铜的资源化利用研究 本文采用湿法冶金技术对我国铜冶炼过程中产生的大量水淬渣进行铜的资 源化利用研究,研究采用氧化氨浸法对铜冶炼水淬渣中铜进行浸取,并考察浸取 时间、浸出温度、过硫酸铵用量、氨水浓度、渣样粒度大小、搅拌转速、液固比对铜浸出率的影响,得出铜浸出的最佳条件。浸出后的溶液与硫化铵反应,制取硫化铜,并研究硫化铵用量、反应温度、机械搅拌速度、反应时间对浸出液中铜回收率及硫化铜纯度的影响,得出影响浸出液中铜回收率及硫化铜纯度的最佳条件。 具体实验结果如下:(1)取10g渣样,当控制温度为50℃,浸取时间为120min,粒径大小为100目,转速为400r/min,(NH4)2S2O8用量为渣样的0.7倍,NH3·H2O 浓度为10mol/L时考察液固比(m/m)对铜冶炼水淬渣中铜、锌浸出率的影响。实验结果表明:最佳液固比为4:1(m/m),此时,Cu浸出率为49.1%,Zn浸出率为 0.32%。 (2)取10g渣样,当控制液固比(m/m)为4:1,浸取时间为120min,粒径大小为100目,转速为400r/min,用量为渣样的0.7倍,NH3·H2O浓度为10mol/L时考察温度对铜冶炼水淬渣中铜、锌浸出率的影响。实验结果表明:最佳温度为35℃,此时,Cu的浸出率为53.5%,Zn的浸出率为0.15%。 (3)取10g渣样,当控制液固比(m/m)为4:1,温度为35℃,粒径大小为100目,转速为400r/min,用量为渣样的0.7倍,NH3·H2O浓度为10mol/L时考察浸取时间对铜冶炼水淬渣中铜、锌浸出率的影响。实验结果表明:最佳浸取时间为180min,此时,Cu的浸出率为58.3%,Zn的浸出率为0.23%。 (4)取10g渣样,当控制液固比(m/m)为4:1,温度为35℃,浸取时间为180min,转速为400r/min,用量为渣样的0.7倍,NH3·H2O浓度为10mol/L时考察粒径大
湿法炼锌副产铜渣的综合利用 鲁兴武,邵传兵,易超,李俞良 (西北矿冶研究院 冶金新材料研究所,甘肃白银 730900) 摘要:研究了湿法炼锌副产铜渣的综合利用新工艺。最佳浸出条件为:液固比10∶1,浸出温度80 ℃,浸出剂(硫酸)浓度3.5 mol/L ,浸出时间8 h 。浸出液含铜浓度达到30~45 g/L ,铜浸出率可以达到98%以上。经萃取、洗涤、三级错流反萃后,反萃液中铜浓度达到45~50 g/L ,电积后可以得到标准阴极铜。 关键词:铜渣;综合利用;萃取;锌湿法冶金 中图分类号:TF811;TF813 文献标识码:A 文章编号:1007-7545(2012)06-0000-00 Comprehensive Utilization of Copper Slag By-product in Zinc Hydrometallurgy LU Xing-wu ,SHAO Chuan-bing ,YI Chao ,LI Yu-liang (Institute of Metallurgy New Materials of Northwest Institute of Mining and Metallurgy, Baiyin 730900, Gansu, China) Abstracts: The new comprehensive utilization technology of copper slag by-product in zinc hydrometallurgy was investigated. The optimal leaching conditions including ratio of liquid to solid of 10∶1, leaching temperature of 80 ℃, leaching agent (sulfuric acid) concentration of 3.5 mol/L, and leaching time of 8 h. The copper concentration in lixivium reaches 30~45 g/L, and the copper leaching rate is higher than 98%. The copper concentration in stripping solution reaches 45~50 g/L after extraction, washing and three-stage cross-flow stripping of copper. The cathode copper can be produced with electrowinning process. Key words: copper slag; comprehensive utilization; extraction; zinc hydrometallurgy 2010年全国锌产量为516.4万t ,其中湿法炼锌的产量占锌总产量的70%以上[1]。对于年产10万t 的湿法炼锌企业,每年处理净化系统铜镉渣产生的铜渣约1 kt ,仅有50%左右的铜渣被卖到铜冶炼企业,进入粗铜冶炼,其中的锌不能得到有效回收,剩余的富铜渣被堆放到渣场,造成了二次资源的闲置和环境污染。因此开展铜渣综合回收技术研究具有现实意义[2-4]。 1 试验原料和方法 所用铜渣为某湿法炼锌企业铜镉渣处理后得到的副产品[5],主要化学成分(%):Cu 40.0、Zn 5.0、Cd 0.8、Pb 3.0、Fe 2O 3 1.5、O 7.5、其它42.2。采用图1所示流程产出标准阴极铜。 图1原则工艺流程图 Fig.1 Principle flow chart of copper slag comprehensive recovering 收稿日期:2011-12-13 作者简介:鲁兴武(1985-),男,甘肃武威人,大学,助理工程师. doi :10.3969/j.issn.1007-7545.2012.06.006
铜冶炼炉渣混合浮选工艺研究及生产实践 张鑫,惠兴欢,朱江,杞学峰,王礼珊 (楚雄滇中有色金属有限责任公司,楚雄) 摘要:本文针对楚雄滇中有色金属公司铜冶炼过程产生的电炉渣、转炉渣进行了混合浮选研究。混合渣含铜,磨至细度为后进入浮选作业,通过二次粗选、二次扫选、粗精矿不磨三次精选的工艺流程,可获得铜精矿品位为,尾矿品位以下,回收率以上的工艺指标。在实际生产中,通过对工艺流程的改造,又进一步优化了浮选指标。 关键词:电炉渣;转炉渣;浮选 , , , , ( . ,,) :( ) . . ( ) . , ( ) . . : , , 引言 我国铜炉渣数量大,其中大量铜及相当数量的贵金属和稀有金属长期堆存,占用大量用地,严重污染环境。随着冶炼技术的发展,髙效率熔炼炉的应用,炉渣含金属量还有上升趋势。因此,开发利用铜炉渣资源具有重要意义和十分可观的经济效益。 近年来,国内外很多单位对铜渣的利用进行了不同规模的研究,主要集中在以下两方面:()提取有价金属[];()生产化工产品和制备建筑材料等[].尽管取得一定成绩,但是铜渣综合利用水平低,循环力度弱的状况仍未改变。铜渣的贫化方法有熔炼法和缓冷选矿法,选择何种方法,要根据渣中金属存在形态和经济效果的对比来决定。魏明安[]研究了转炉渣的特性和铜转炉渣选矿的一般特点。并在此基础上,针对国内某铜转炉渣中铜赋存状态复杂、嵌布粒度细及难磨等的特点,提出处理该转炉渣的适宜技术条件为阶段磨矿阶段选别,在浮选机充气量3.3L和高浓度浮选的条件下,取得了铜精矿铜品位、回收率为的实验室闭路试验指标。云南耿马铜渣由于其含铜品位低,回收利用难,研究结果表明,浮选可以很好地对其进行回收利用,浮选条件为:磨矿细度-0.074mm占、捕收剂用量为162g、活化剂硫化钠用量为3.4kg的条件下得到了品位、回收率的较好试验结果[]。宋温等[]针对某转炉冶炼厂的炉渣硬度大、难磨且氧化程度较高的情况,采用一粗一精二扫中矿循序返回的浮选流程。药剂采用丁黄药、松醇油。原矿品位为,得到了铜精矿品位,铜回收率的浮选指标。 采用选矿方法从炉渣中可以回收大部分铜,不但可获得一定的经济效益,而且还可实现铜资源最大限度的合理利用,这符合当前发展循环经济,建设节约型社会的基本国策。 铜渣的工艺矿物学研究 楚雄滇中有色金属有限责任公司冶炼厂采用的铜冶炼工艺为:富氧顶吹熔炼电炉沉降转炉吹炼,沉降电炉排出的渣含铜品位约~左右,转炉渣不返入电炉(品位约),转炉渣分解破碎后大部分进入艾萨熔炼系统,使得生产成本急剧增加,同时也会造成电炉渣含铜增加,每年损失大量铜金属,为此,需要对炉渣贫化进行专门研究。 铜渣的物理特性 楚雄滇中有色金属有限责任公司冶炼铜渣经缓冷后,外观呈黑色,松散容重2.4g,密度。性质比较稳定,嵌布粒度较细。铜渣含铁量很高,故它的质地致密、坚硬,莫氏硬度达到度,
Sustainable Development 可持续发展, 2020, 10(4), 501-506 Published Online September 2020 in Hans. https://www.doczj.com/doc/d812757557.html,/journal/sd https://https://www.doczj.com/doc/d812757557.html,/10.12677/sd.2020.104063 中和渣资源化利用研究进展 张艺婷1,2,尹少华1,2*,李浩宇1,2,朱镕1,2,张利波1,2* 1昆明理工大学冶金与能源工程学院,云南昆明 2昆明理工大学省部共建复杂有色金属资源清洁利用国家重点实验室,云南昆明 收稿日期:2020年5月31日;录用日期:2020年8月17日;发布日期:2020年8月24日 摘要 中和渣通常含有锌、铜、镍、钴、锗等有价元素,是综合回收重要的二次资源。目前国内中和渣处理方法大致有三类:1) 通过火法处理回收有价元素;2) 通过湿法处理回收有价元素;3) 替代水泥在建筑领域或作为辅剂进行直接利用。本文总结归纳了以中和渣为研究对象,针对不同有价金属综合回收的工艺流程及过程参数等,为冶金企业的工艺选择提供参考依据。 关键词 中和渣,二次资源,有价元素,资源化利用 Research Progress on Resource Utilization of Neutralization Slag Yiting Zhang1,2, Shaohua Yin1,2*, Haoyu Li1,2, Rong Zhu1,2, Libo Zhang1,2* 1Faculty of Metallurgical and Energy Engineering, Kunming University of Science and Technology, Kunming Yunnan 2State Key Laboratory of Complex Nonferrous Metal Resources Clean Utilization, Kunming University of Science and Technology, Kunming Yunnan Received: May 31st, 2020; accepted: Aug. 17th, 2020; published: Aug. 24th, 2020 Abstract Neutralization slag usually contains some valuable elements, such as zinc, copper, nickel, cobalt and germanium, and it is an important secondary resource for comprehensive recovery. At present, *通讯作者。
40万m3/a商品混凝土搅拌站建设项目 可行性研究报告项目概况: 项目名称:40万m3/a商品混凝土搅拌站建设项目 企业名称:盘锦加晟混凝土工程有限公司 建设地点:盘山县甜水乡新立村 建设总投资:7520万元(含二期工程) 年营业收入:13050万元 税后年利润:1803万元(正常年份) 投资回收期:3.48年 拟占地面积:50亩 总建筑面积:26558m2 (折合50亩) 绿化面积:4000 m2 容积率:0.80 建筑密度:75% 绿化率:12 % 办公生活区:4.7%
第一章总论 1.1企业概况 盘锦加晟混凝土工程有限公司是一家刚组建的股份制民营企业,企业注册资金1000万元。通过严密的市场调研,该公司拟在盘山县甜水乡新立村征地50亩,建设40万m3/a商品混凝土搅拌站项目。 1.2编制依据和原则 1.2.1编制依据 《中华人民共和国循环经济促进法》; 《中华人民共和国环境保护法》; 《中华人民共和国清洁生产促进法》; 《关于“七五”城市发展商品混凝土的几点意见》国家建设部; 《散装水泥发展“十一五”规划》国家发改委、建设部; 《关于限期禁止在城市城区现场搅拌混凝土的通知》(商改发[2003]341号); 《关于发展预拌混凝土的若干意见》(1995全国建筑工业会议); 《国务院关于做好建设节约型社会近期重点工作的通知》2005 《散装水泥管理办法》国家商务部、财政部、建设部、环保总局等7部局(2004第5号); 《盘锦市国民经济和社会发展“十一五”规划和2010年远景目标纲要》; 《建设项目经济评价方法与参数》第二、三版;
建设单位提供的相关资料和数据及当地水文、地质、气向资料。 可行性研究报告委托编制协议。 1.2.2编制原则 设计应符合国家有关消防、环境保护、节能减排、劳动保护等方面的规定和规范; 工业设备选型达到国内先进水平; 合理布局、节约用地、先进性与经济性相结合,尽量减少工程投资。 1.2.3研究范围 根据国家编制建设项目可行性研究报告的有关规定及要求,阐述项目建设的理由及必要性,提出商品混凝土搅拌站建设项目的类别、性质,确定项目的建设规模、建设内容和工程技术方案;阐述项目建设的外部条件;提出环境保护和消防安全措施方案;提出项目建设进度计划;进行建设项目投资估算,提出资金筹措方案及使用计划;对项目进行财务效益评价、偿债能力和抗风险分析,对建设项目社会效益进行分析。 1.2.4项目提出的理由与过程 随着改革开放的深化,城市建设规模不断扩大,混凝土用量不断增加,质量要求越来越高,现场分散搅拌混凝土的小生产方式已不能满足城市大规模建设的需要,因此,大力推广和运用予拌混凝土(又称商品混凝土)已成历史的必然。混凝土予拌化是工业发达国家共同的成功经验,代表了混凝土生产的最新最先进水平,具有
铜的冶炼仍以火法冶炼为主,我国铜产量约占世界铜总产量的85%。为进一步加快铜产业转型升级,促进铜冶炼行业技术进步,提升资源综合利用率和节能环保水平,推动铜冶炼行业高质量发展,根据国家有关法律法规和产业政策,经商有关部门,工业和信息化部制定了《铜冶炼行业规范条件》,下面我们一起来看一下2019年铜冶炼行业规范条件主要有哪些内容。 2019年铜冶炼行业规范条件 为推进铜冶炼行业供给侧结构性改革,促进行业技术进步,推动铜冶炼行业高质量发展,制定本规范条件。 本规范条件适用于已建成投产利用铜精矿和含铜二次资源的铜冶炼企业(不包含单独含铜危险废物处置企业),是促进行业技术进步和规范发展的引导性文件,不具有行政审批的前置性和强制性。 一、企业布局 (一)铜冶炼项目须符合国家及地方产业政策、土地利用总体规划、主体功能区规划、环保及节能法律法规和政策、安全生产法律法规和政策、行业发展规划等要求。 二、质量、工艺和装备 (二)铜冶炼企业应建立、实施并保持满足GB/T19001要求的质量管理体系,并鼓励通过质量管理体系第三方认证。阳极铜符合行业标准(YS/T1083),阴极铜符合国家标准(GB/T467),其他产品质量符合国家或行业相应标准。
(三)利用铜精矿的铜冶炼企业,应采用生产效率高、工艺先进、能耗低、环保达标、资源综合利用效果好、安全可靠的闪速熔炼和富氧强化熔池熔炼等先进工艺(如旋浮铜熔炼、合成炉熔炼、富氧底吹、富氧侧吹、富氧顶吹、白银炉熔炼等工艺),不得采用国家明令禁止或淘汰的设备、工艺。鼓励有条件的企业对现有传统转炉吹炼工艺进行升级改造,提升无组织烟气排放管控水平。须配置烟气制酸、资源综合利用、节能等设施。烟气制酸须采用稀酸洗涤净化、双转双吸等先进工艺,烟气净化严禁采用水洗或热浓酸洗涤工艺,硫酸尾气需设治理设施。配备的冶炼尾气余热回收、收尘工艺及设备须满足国家《节约能源法》《清洁生产促进法》《环境保护法》等要求。 (四)利用含铜二次资源的铜冶炼企业,须采用先进的节能环保、清洁生产工艺和设备。企业应强化含铜二次资源的预处理,最大限度进行除杂、分类。禁止采用化学法以及无烟气治理设施的焚烧工艺和装备。冶炼工艺须采用NGL炉、旋转顶吹炉、倾动式精炼炉、富氧顶吹炉、富氧底吹炉、100吨以上改进型阳极炉(反射炉)等生产效率高、能耗低、资源综合利用效果好、环保达标、安全可靠的先进生产工艺及装备。同时,应根据原料状况配套二噁英排放控制设施或净化设施,须使用预热空气和余热锅炉等设备。禁止使用直接燃煤的反射炉熔炼含铜二次资源。禁止使用无烟气治理措施的冶炼工艺及设备。 (五)鼓励有条件的企业开展智能工厂建设。建立铜冶炼大数据平台,广泛应用自动化智能装备,逐步建立企业资源计划系统(ERP)、数据采集与监视控制系统(SCADA)、制造执行系统(MES)、产品数据管理系统
《铜冶炼炉渣回收铜》国家标准 编制说明 铜陵有色金属集团控股有限公司 2010年8月
《铜冶炼炉渣回收铜》国家标准编制说明 1、任务来源 根据中色协综字[2010]015号文件,关于下达2009年第二批有色金属国家、行业标准制(修)订项目计划通知,《铜冶炼炉渣回收铜》由铜陵有色金属集团控股有限公司负责起草,参加起草单位大冶有色金属集团控股有限公司。负责起草单位接到通知后立即成立标准编制小组。经过半年的相关准备,制定出本讨论稿。 2、铜冶炼炉渣回收铜产品简介 目前国内铜冶炼所采用的主要是熔炼和吹炼二道炼铜工艺,以往第一道工艺所产生的熔炼渣由于含铜量较低基本上作为废料丢弃,也有部分作为建筑行业添加剂销售。第二道工艺所产生的吹炼渣由于含铜量相对较高,有的厂家返回上道工序使用,有的采用选矿富集再利用。 由于近年来铜价较高,不少厂家对含铜量较低熔炼渣在投入和产出比进行了测算;同时,随着选矿回收技术的提高,各冶炼厂纷纷上马选矿厂回收熔炼渣中铜金属。 无论是熔炼渣还是吹炼渣所回收的铜,与井下和地表开采的铜矿物所选的铜精矿相比除含硫品位较低和粒度较细外,其性质基本相同,各冶炼厂都是把该产品与铜精矿配料使用。 3、标准编制前期工作 在编制标准期间,首先,进行了相关信息和资料的搜集。标准编制小组于今年6月至7月,先后前往云南铜业公司、大冶有色金属控
股公司、江西铜业公司、金川有色金属公司、中条山有色金属集团公司、祥光铜业公司、铜陵有色稀贵金属公司、铜陵有色金口岭矿业公司、铜陵有色天马山矿业公司进行实地考察调研,收集了大量的相关数据和资料,并取样进行了分析。 通过调研,基本掌握国内铜冶炼炉渣回收铜的生产和需求厂家的情况,覆盖面达到90%以上,应当说具有广泛的代表性。具体收集和分析的相关数据见附表。 4、标准编制原则 4.1本标准格式按照GB/T1.1-2009最新版本要求编写。 4.2本标准参考YS/T 318-2007《铜精矿》标准进行编写。 4.3本标准编制遵循“先进性、实用性、统一性、规范性”的原则,使标准制定具有可操作性。 4.4本标准充分考虑了使用单位的意见和建议。 5、标准中主要内容确定 5.1关于标准名称 标准的名称有三个可采用:“铜冶炼炉渣回收铜”、“铜冶炼炉渣回收铜精矿”、“铜冶炼炉渣渣精矿”,我们建议采用“铜冶炼炉渣回收铜”作为该产品的标准名称。该产品名称确定是为了区别于井下或地表开采铜矿物所选的铜精矿,来源于铜冶炼中。 5.2关于产品分类 根据调研所收集和取样分析的资料,按照精矿含铜品位高低不同确定为三个品级,三级品含铜品位不小于15%,一级品含铜品位不小
柳州市三江县××水泥厂项目可行性研究报告
一、总论 ㈠项目实施背景 ⒈项目名称 年产2万吨水泥厂 ⒉承办单位 广西工学院 ⒊可行性研究报告编制依据 ⑴《投资项目可行性研究指南》(中国电力出版社); ⑵企业与我中心签订的备案报告委托书; ⑶企业提供的原始设计资料和其他基础资料。 ⒋项目建设的必要性分析 ⑴该项目是水泥市场需求以及所在地经济发展的需要。柳州市三江县的经济发展迅速,通过该县的高速公路正在建设中。目前该县只有年产量4万吨的水泥生产能力,远不能满足市场需求。 ⑵该项目是改善我市水泥工业布局、优化项目所在地水泥工业结构和提高项目所在地工业整体竞争力的需要,遵循生产能力与市场配置优化原则,生产能力应逐步向主要消费地和集散地转移。 ⑶该项目是抢占市场先机的需要,在联合重组方面已走在本市水泥企业的前面,面对巨大的市场优势,项目所在地已成为全市水泥企业争夺的焦点。 ㈡项目概况 ⒈拟建地点 广西壮族自治区柳州市三江县三江程村 ⒉建设规模与目标 本项目建设规模为年产成品水泥2万吨。 ⒊主要建设条件 ⑴资金来源 本项目总投资586.78万元人民币。自有资产投资,银行贷款。 ⑵原材料供应 ①石灰质原料 主要有石灰岩、泥灰炭、白垩、贝壳等,本镇石灰岩储藏量大,可直接开采使用。 ②粘土质原料 天然粘土原料有黄土、粘土、页岩、泥岩、粉砂岩和河泥等,本县范围内可
提供。 ③校正原料 常用的硅质校正原料有砂岩、河砂、粉砂岩等,当粘土中氧 化铝含量偏低时,可渗入煤渣、粉煤灰、煤矸石等高铝原料校正,可在本县范围内开采和采购。 ④石膏 作缓凝剂用的石膏主要由景柳州市供货,供货能力有保证,用汽车运输进厂。 ⑤燃料 水泥生产的主要燃料是烟煤,柳州市有燃料公司,可提供水泥生产所需。 ⑶主要原材料、燃料价格预测 根据国家统计局的数据,10月CPI同比上涨4.4%,环比上涨0.7%,再创新高。物价的持续上涨不仅引发了人们对通胀的担忧,同时也加大了保障民生的现实压力。在当前的经济形势下,如何看待物价的持续上涨,在未来的宏观调控中,如何在抑制通胀、保障民生与保证增长之间实现平衡,成为社会普遍关注的焦点。 物价上涨对水泥原材料以及燃料和动力都将有巨大的影响。 ⑷电力供应 三江县有水利电业有限公司可以提供。 ⑸供水 场址建设区域水源充沛,本县有供水公司。水量和水质能满足生产要求。 ⑹建设场地条件 ①地理位置 项目拟建地在三江县。三江县位于柳州市的西南部,与柳州市接壤,面积86平方公里。 ②现状 项目拟建占地16万平方米,所占用地为基本农田、村民自留地及荒地。具体征地问题将由镇政府协同有关部门进行协调处理。 ③建设场地的地形状况 XX镇内东、西、北三面属冈峦起伏的浅山区,中南部地势较为平缓。故厂址选择在镇内中南部,即镇政府所在地。该场地地质构造简单,地势平缓,无太大落差。 ⑺交通运输 三江位于广西北部,地处湘、黔、桂三省(区)交界处。支柳铁路贯穿县域内的丹洲镇、老堡乡、程村乡、周坪乡、八江乡五个乡镇89公里。公路以209、321两条纵横相交的国道为主骨架,形成了四通八达的公路网络。2000年前,全
柳州市三江县水泥厂项目可行性研究报告 第一章总论 1.1项目名称 年产2万吨水泥厂 1.2承办单位 广西建工集团第五建筑公司 1.3可行性研究报告编制依据 ⑴《投资项目可行性研究指南》(中国电力出版社); ⑵企业与我中心签订的备案报告委托书; ⑶企业提供的原始设计资料和其他基础资料。 1.4项目建设的必要性分析 ⑴该项目是水泥市场需求以及所在地经济发展的需要。万柳州市三江县的经济发 展迅速,通过该县的高速公路正在建设中。目前该县只有年产量4万吨的水泥生产能力,远不能满足市场需求 ⑵该项目是改善我市水泥工业布局、优化项目所在地水泥工业结构和提高项目所 在地工业整体竞争力的需要,遵循生产能力与市场配置优化原则,生产能力应逐步向主要消费地和集散地转移。 ⑶该项目是抢占市场先机的需要,在联合重组方面已走在本市水泥企业的前面, 面对巨大的市场优势,项目所在地已成为全市水泥企业争夺的焦点。 1.5拟建地点 广西壮族自治区柳州市三江县三江程村 1.6建设规模与目标 本项目建设规模为年产成品水泥2万吨。 1.7主要建设条件
(一)资金来源 本项目总投资626.07万元人民币。外商独资,银行贷款。 (二)原材料供应 1)石灰质原料 主要有石灰岩、泥灰炭、白垩、贝壳等,本镇石灰岩储藏量大,可直接开采使用。 2)粘土质原料 天然粘土原料有黄土、粘土、页岩、泥岩、粉砂岩和河泥等,本县范围内可提供。 3)校正原料 常用的硅质校正原料有砂岩、河砂、粉砂岩等,当粘土中氧 化铝含量偏低时,可渗入煤渣、粉煤灰、煤矸石等高铝原料校正,可在本县范围内开采和采购。 4)石膏 作缓凝剂用的石膏主要由景柳州市供货,供货能力有保证,用汽车运输进厂。 5)燃料 水泥生产的主要燃料是烟煤,柳州市有燃料公司,可提供水泥生产所需。 (三)电力供应 三江县有水利电业有限公司可以提供。 (四)供水 场址建设区域水源充沛,本县有供水公司。水量和水质能满足生产要求。 (五)建设场地条件
第11卷 第5期 中 国 水 运 Vol.11 No.5 2011年 5月 China Water Transport May 2011 收稿日期:2011-03-11 作者简介:朱文渊(1981-),男,武汉都市环保工程技术股份有限公司工程师。 高炉熔渣处理及资源化利用技术概述 朱文渊 (武汉都市环保工程技术股份有限公司,湖北 武汉 430071) 摘 要:文中针对钢铁企业高炉渣的处理及资源化利用技术进行了概述。首先介绍了高炉熔渣的物性,然后概述了目前高炉渣处理及资源化利用的现状,并分析了其存在的问题,接着介绍了目前国外高炉渣处理及资源化利用的新技术,最后提出了高炉渣处理及资源化利用的工艺技术路线及发展趋势。 关键词:高炉渣;粒化;热能回收 中图分类号:X705 文献标识码:A 文章编号:1006-7973(2011)05-0107-03 一、引言 高炉渣是冶炼生铁时从高炉中排出的一种熔融状态的废渣,其从高炉中排出的温度在1450~1650℃。2010年我国生铁产量5.9亿吨,按平均每吨生铁产生0.35t 渣来计算[1],高炉渣产量为2.065亿吨。由于高炉熔渣温度高,产量很大,如果得不到合理的处理和利用,不但是对二次能源及资源的极大浪费,而且还会对环境造成很大的污染,国内外都在对高炉渣的处理及资源化利用进行研究。 二、高炉熔渣的物性 1.成分 高炉渣主要成分为CaO、SiO 2和Al 2O 3,另外含有少量的MgO、FeO 和一些硫化物如CaS、MnS 和FeS [2]。碱度(CaO/SiO 2)大于1的高炉渣具有基本的水泥质特性(潜在的水硬活性),同时也可能具有一些火山灰质特性(与生石灰反应)。 2.温度及热焓 高炉出口熔渣温度约为1450~1650℃。1500℃时,高炉渣理论焓为1606.21kJ/kg,约合54.8kg 的标准煤。 3.粘度 普通高温熔渣粘度为0.2~0.6Pa·S,熔化性温度为1250~1400℃[3]。熔渣粘度随温度的降低缓慢增加,大约1320℃时开始出现凝固相后,熔渣粘度急剧增加。成分对熔渣粘度的影响较大。实验研究表明,刚粒化的热渣粒具有依赖于温度的粘附力,非晶质渣粒间的不粘附温度小于950℃,高温渣粒对被撞击表面的不粘附温度为1050~1070℃。 4.表面张力 高炉熔渣的表面张力随温度的变化显示出明显的阶段性,不论成分怎样,T>1390-1400℃表面张力处于一稳定的较低水平(0.54-0.59N/m);T<1390℃,表面张力随温度下降急剧升高。 5.比热 高炉渣的比热与温度有关,实验研究表明,温度在900K 以上时,比热与温度近似呈线性关系。 6.导热特性 高炉渣的导热特性与其状态(温度)紧密相关,在液渣状态(T>1400℃),导热系数很小,仅0.1~0.3W/(m.K),在凝固过程中,导热系数迅速增大到2~3W/(m.K),在固化过 程中,导热系数随着温度的降低而增加,约为1~2W/m.K) [4] 。 三、国内高炉渣处理及资源化利用现状及存在的问题 1.现状 目前,高炉渣主要通过水淬处理,产品作为水泥生产原料。而对于高炉渣的显热回收,国内对此仍然处在工业试验性阶段,还没有完整的设备。 水淬处理工艺主要有INBA 法、图拉法、沉渣池法和底滤法、RASA 法、螺旋法等,这些水淬工艺按其形式可以分为两大类: 1)高炉熔渣直接水淬工艺,其处理过程是首先将高炉熔渣渣流用高压水进行水淬,然后进行渣水输送和渣水分离; 2)高炉熔渣先机械破碎,后水淬工艺,其处理过程是将高炉熔渣渣流首先采用机械破碎,形成运动的液滴后进行水淬粒化,然后进行渣水分离和输送。 在实际应用中,INBA 法、图拉法、沉渣池法和底滤法,RASA 法、螺旋法等水淬工艺方法采用较多。 2.存在的问题 高炉渣水淬处理过程中存在的主要问题是: (1)水耗高。水淬渣过程中水压大于0.2MPa,水渣之比为(8~15):1,吨渣新水消耗约0.8t~1.2t。 (2)在水淬渣的过程中产生的硫化物会随蒸汽排入大气造成大气污染,渣中的碱性元素会进入冲渣水中造成水污染。 (3)未回收显热。1t 液态渣水淬时散失的热量约为1600~1800MJ,相当于标准煤55~61kg 完全燃烧后所产生的热量。液态高炉渣的温度为1450~1500℃,从火用分析的角度看,其余热品质非常高,极具利用价值。 (4)需干燥处理。高炉水渣含水率高达10%以上,作为水泥原料生产时须干燥处理,仍要消耗一定的能源。 (5)对于水渣系统而言,电耗和系统维护的工作量非常大。水冲渣系统循环水中所含大量为细颗粒对水泵和阀门等部件的磨损和堵塞非常严重,故使用一段时间后会导致水压下降、电耗增加、冲渣效果变差,清除水中的微粒还需大量资金。
铜渣综合利用的研究 我国的铜矿资源从矿床规模、铜品位、矿床物质组成和开采条件来看具有以下特点:(1)矿床规模小。我国大型铜矿床仅占2.7%,中型矿床占8.9%,而铜金属储量小于10万t的小型矿床则占88.4%。(2)共伴生矿多,品味低。我国共伴生铜矿所占比例72.9%,单一矿占27%,铜矿储量的平均品位仅为0.87%。(3)适合采用浸出-萃取-电积工艺的斑岩型铜矿少,降低生产成本的空间受到限制。 由于我国的铜矿资源具有共伴生矿多、品味低的特点,因此在这数量巨大的铜渣体系中,存在着大量可以回收利用的二次资源。同时,我国的资源现状十分严峻,有色金属和黑色金属储量相对不足,矿石严重依赖于进口,已成为世界上最大的矿石进口国和有色金属消费国。因此,合理利用铜渣中的资源具有一定的战略意义和非常好的市场前景。目前全世界对铜渣的综合利用大约可以分为两类:一是对铜渣中铜、钴、锌、铁等金属的回收利用;二是铜渣在水泥工业及建筑行业的应用。 1、铜渣的组成及物相特征 炉渣是炉料和燃料中各种氧化物互相熔融而成的共熔体,主要的氧化物是二氧化硅和氧化亚铁,其次是氧化钙、三氧化二铝和氧化镁等。 2、铜渣中有价金属的提取 目前对铜渣中铜的提取主要有火法贫化、湿法浸出、浮选富集等几种方式。 (1)火法贫化 铜在渣中的损失主要是以冰铜夹杂、硫化物的物理溶解以及结合态的铜化合物的形式产生的,其中以冰铜夹杂为主。这些铜矿物多被磁性氧化铁所包裹呈滴状结构,或铜铁矿物形成斑状结构,或数种铜矿物相嵌共生,因此影响渣含铜的最根本因素是炉渣中的Fe3O4的含量。降低炉渣中的Fe3O4的含量,就能够改善锍滴在渣中沉降的条件,如粘度、密度以及渣-锍间界面张力等;降低渣中的Fe3O4的含量,将减少铜的氧化损失,从而降低渣含铜。因此,炉渣的熔炼贫化就是降低氧势,提高硫势,还原Fe3O4的过程。随着技术的发展,一些新的贫化方式接连不断的出现。 在火法贫化铜渣中所加的添加剂、硫化剂FeS、还原剂C等的目的都是为了降低渣中的Fe3O4相,从而降低铜渣中的冰铜夹杂,有利于金属铜的回收。低冰铜品位、渣中磁性氧化铁含量、渣中SiO2与全Fe含量比以及渣层搅拌速度是决定渣含铜的主要因素。而在贫化炉中所加入的还原剂、硫化剂、溶剂等,能够还原渣中的Fe3O4、调整渣型,从而降低渣中夹杂的冰铜品位。当硫化剂加入量相同时,就降低渣含铜的效果而言,FeS优于铜精矿,黄铁矿(FeS2)优于FeS。 (2)湿法浸出 对铜渣的湿法处理的技术中有多种浸出方法,如硝酸盐浸出法,氯化浸出法,硫酸化浸出法,氰化浸出法等。对于湿法提取铜渣中不同的金属,要用到不同的浸出方法,铜渣中金银的浸出用氰化浸出法,而对于铜渣中铜的浸出则一般要用到氯化浸出法和硫酸化浸出法。 (3)浮选法贫化 浮选法包括了缓冷与磨矿工序。炉渣中的铜之所以能通过浮选富集到精矿中,是因为在熔渣冷却过程中形成了能够机械分离的硫化亚铜结晶以及金属铜的颗粒,借助于它们在表面
铜冶炼渣包使用与管理技术标准 1. 适用范围 本标准规定了渣包的使用、维修与管理技术标准,适用于铜冶炼行业的渣包管理工作。 2. 渣包的使用与维修 2.1 渣包的正确使用 2.1.1新渣包在使用前必须有半年以上的自然失效时间,使用前对渣包进行认真的检查,确认渣包是否符合制作订货技术要求之检验要求。确认旧渣包焊缝是否达到渣包修理的焊接技术要求。 2.1.2 将渣包预热至250至300℃,条件允许应在包底垫0.5——1立方米的铜渣。 2.1.3 渣包在接渣时,要确保渣液的落点在渣包的底部中点,以避免渣液冲刷包壁。 2.1.4 装渣量要适中,在确保渣包车安全运行的前提下,力争多装。渣线应控制在包口下250——300mm处。 2.1.5 渣包满载状态下,不容许长时间让耳轴受力。如包体外表面温度达到300℃没能及时运往渣场,则只能让渣包就近缓冷至倾渣温度后再运往渣场,否则将会引起渣包变形。 2.1.6 满载后的渣包要及时运往渣场,坐包时,渣包底部应悬空,更不得将包底浸泡在积水中。 2.1.7 在满足渣选工艺的前提下,满载的渣包应自然缓冷四小时后再进行水淬处理。倾渣时,铜渣的温度应在200℃以上,即倾渣后渣包的余温应在150℃以上(至少应高于气温50℃以上并及时运往下渣口接渣)。 2.1.8 除在线所需的渣包数量外,至少还需要30%以上的备用包,用于在线轮换修整,即定期将一定数量的渣包退出生产线进行长达2——3个月的自然失效以
消除应力。 2.1.9 应有专职人员在每次使用前(即倾渣后)检查渣包是否有裂纹、变形、耳轴磨损、局部超温等现象存在。在点检中一旦发现微裂纹,及时退出生产线,进行修理。不得强行带伤使用。否则随着使用次数的增加,裂纹会不断扩展,最终导致修复困难,以致报废。 2.2 渣包的维修 2.2.1 渣包维修资质要求 2.2.1.1从事渣包修理的单位不仅要取得相应的焊接资质、具有一定的焊接技术、施工和管理实力,由于渣包的材料是通过特殊处理,不同于一般的铸钢件,所以应以对此材料有一定的了解、有过此类渣包修理经验的单位为优先单位。 2.2.1.2参与修理渣包的技术人员要求:技术人员需具备专业知识,焊工需具备焊接高级工以上资质。 2.2.2清除缺陷处理 2.2.2.1 清除缺陷前的加热处理:如果是开放性裂纹,最好是在倾渣后,渣包有一定的余温(温度150℃以上)及时对缺陷进行处理,否则需采用陶瓷电加热的方法将缺陷部位加热到150——200℃,然后对缺陷进行处理。 2.2.2.2 缺陷的清除:除较大的开放性裂纹采取碳弧气刨清除缺陷外,一般采用电动铣刀进行清除(清除时可以在常温状态下进行),以避免裂纹扩展。清除完成后采用着色探伤的方式确认缺陷是否彻底清除。 2.2.3 焊接 2.2. 3.1 焊前准备 (1)焊条(焊材)准备:根据缺陷所在位置的母材材质选用与之相匹配的焊条(焊材),按焊条的使用要求进行烘烤后转入焊条保温箱,随用随取。 (2)破口准备:对用电弧气刨处理的缺陷部位,打磨至金属光泽并修磨成“U”或破口角度大于45°小于60°以利于焊接。
铜渣的处理与资源化 摘要:铜渣中含有大量的可利用的资源,对其回收利用日益受到人们的重视。本文总结了各种铜冶炼渣的化学成分和矿物组成,介绍了国内外处理铜冶炼渣的各种方法。通过比较各种处理方法的优点和不足,提出了一种新的能充分利用渣中的铜、铁两种资源的选择性析出的处理方法并对相关机理进行了说明。 关键词:铜渣;资源化;贫化;选择性析出 1 前言 贵金属资源稀少,价格昂贵,越来越受到世界各国的普遍重视,贵金属工业废料是当今世界日益紧缺的贵金属资源中很贵重的二次资源,对这些工业废料有效的处理和利用,具有可观的经济价值。铜渣中含有大量的可利用的资源。现代炼铜工艺侧重于提高生产效率,渣中的残余铜含量增加,回收这部分铜资源是现阶段处理铜冶炼渣的主要目的。当然,渣中的大部分贵金属是与铜共生的,回收铜的同时也能回收大部分的贵金属。渣中的主要矿物为含铁矿物(表1),铁的品位一般超过40%,远大于铁矿石29.1%.的平均工业品位[1,2]。铁主要分布在橄榄石相和磁性氧化铁矿物中,可以用磁选的方法得到铁精矿。显然,针对铜渣的特点,开展有价组分分离的基础理论研究,开发出能实现有价组分再资源化的分离技术,为含铜炉渣再资源产业化提供技术依据,对国民经济和科技发展具有重要的现实意义。
2 铜渣的工艺矿物学特征 随着铜冶金技术的不断发展,传统的炼铜技术包括鼓风炉熔炼,反射炉熔炼和电炉熔炼正在逐渐被闪速熔炼取代,与此同时,与上述二次熔炼的方法不同的所谓一步熔炼出粗铜的熔池熔炼方法,如诺兰达法、瓦纽科夫法、艾萨法也逐步受到人们的重视。冶炼厂转炉、闪速熔炼等含铜较高的炉渣(尤其是含砷等有害元素较高的炉渣),返回处理困难,这些物料往往需要开路处理。 炼铜炉渣主要成分是铁硅酸盐和磁性氧化铁,铁橄榄石(2FeO·SiO2)、磁铁矿(Fe3O4)及一些脉石组成的无定形玻璃体(表2,表3 )。机械夹带和物理化学溶解是金属在渣中的两种损失形态。一般而言,铜在渣中的损失随炉渣的氧势、锍品位、渣Fe/SiO2比增大而增大。熔炼渣中的铜主要以冰铜或单纯的辉铜矿(Cu2S)状态存在,几乎不含金属铜,多见铜的硫化物呈细小珠滴形态不连续分布在铁橄榄石和玻璃相间。而吹炼渣中存在少量金属铜,在含铜高的炉渣中,Cu2S含量也随之增大。机械夹带损失的有价金属皆因冶炼过程中大量生成Fe3O4,致使炉渣粘度提高,渣锍比重差别减小,使渣锍无法有效分离。
混凝土搅拌站可行性研究报告(DOC 31页)
混凝土搅拌站可行性研究报告(甲级资质) 项目名称:xxx 申报单位:xxx 联系人:xxx 电话:xxx 传真:xxx 编写时间:xxx 主管部门:xxx 编制单位:郑州经略智成企业管理咨询有限公司
第一章:总论 一、项目名称:混凝土搅拌站 二、可行性报告编制的依据 1、申请设立搅拌站的请示函及宿州市领导及相关部门批示。 2、宿州市中长期基本建设投资计划及国家、宿州市对商品混凝土的产业政策。 3、投资机会研究比选及宿州市商品混凝土市场的调研与市场前景、市场份额分析。 4、在此可行性研究报告之前,已进行了初步可行性研究,初步可行性研究的研究结果表明,设立搅拌站是一个良好的投资项目。 三、项目提出的理由和过程 1、商品混凝土近十年来在我国发展十分迅速,连年来投资商品混凝土搅拌站效益可观,投资回报率大大超过了社会平均投资回报率。为了寻求最佳投资机会,我公司专门成立了筹备小组,认为投资搅拌站优于其它投资主要在于:投资回报率高,投资回收期短,市场
风险小,市场前景好,可实现持续发展,商品混凝土属国家和地方鼓励发展行业,具有宽松的政府和市场环境。 2、从产业政策上,商品混凝土符合国家和宿州市技术政策和产业政策要求,符合保护环境、可持续发展的要求。 3、在建站可选区域方面,我们通过对商品混凝土推广普及较好的城市进行分析比较认为:宿州自从开始参与皖北地区经济区建设以来,政府投资开发力度大,商品混凝土市场需求稳步上升的空间大,商品混凝土在宿州市可持续发展的后劲强,能够获得良好的投资回报。 4、在宿州设立搅拌站,从项目本身来讲,能够获得良好的经济效益;从行业和国民经济评价来讲,符合国家和地方产业政策,是一个良好的投资机会。 第二章:市场调查与研究 一、国内商品混凝土现状与国家产业政策 1、国内商品混凝土现状 商品混凝土作为一门建材行业,近十几年来得到了飞速发展,已在全国各大中城市及重点工程中普及使用。推广应用商品混凝土已是建筑业生产方式的一项重要改革,是推动建筑产品工业化、商品化,
有色冶金废渣的综合利用 概述: 冶金污染是指冶金工业生产过程中产生的各种固体废弃物。主要指炼铁炉中产生的高炉渣、钢渣;有色金属冶炼产生的各种有色金属渣,如铜渣、铅渣、锌渣、镍渣等。钢铁生产工艺过程复杂,在每一工序都会产生粉尘、废气等过程废物排放。如钢铁冶金过程必然要产生炉渣,燃料燃烧、铁矿石被碳还原、铁水脱碳时要产生气体产物。半个世纪以来公铁企业的生产、技术和环境问题对策经历了公害治理;节能减排;清洁生产、绿色制造;工业生态链、循环经济。长期以来,人们一直认为钢铁厂是资源消耗量大、能源消耗量大、排放量大、废弃物多及污染大的企业。本课程设计主要介绍各种有色冶金工艺过程中的废渣及废渣的处理利用。 一高炉渣 高炉渣的产量随冶炼技术及矿石的品位不同而变化。高炉渣属于硅酸盐材料。它化学性质稳定,并具有抗磨、吸水等特点,可供广泛应有,国内对高炉渣的应用都很重视,为了适应不同的用途,高炉渣可分别被加工成水渣、矿渣碎石和膨胀矿渣等几类主要产品。 1.1水渣 水渣就是将熔融状态的高炉渣用水或水与空气的混合物给予水淬;使其成为砂粒状的玻璃质物质。这也是我国处理高炉渣的主要方法。具体水淬方式很多,常用的有过滤池法水淬工艺和搅拌槽泵送法水淬工艺等。 1.2矿渣碎石 矿渣碎石是高炉渣在指定的渣坑或渣场自然冷却或淋水冷却形成较致密的矿渣后,再经过破碎、筛分等工序所得到的一种碎石材料。为此常用热泼法。近年来,德、法、英、美等国多采用薄层多层热泼法。该法具有操作容易、渣密度高等优点。 1.3膨胀矿渣
膨胀矿渣是用水急冷高炉渣而形成的多孔轻质矿渣。为此可用喷射法、喷雾器堑沟法、流槽法等生产。较新的工艺是加拿大矿渣有限公司发明的用流筒法生产膨胀矿渣珠,简称“膨珠”。 二钢渣 钢渣是炼钢过程中排出的固体废物,包括转炉渣、电炉渣等。炼钢过程中的排渣工艺,不仅影响到炼钢技术的发展,也与钢渣的综合利用密切相关。目前,炼钢过程的排渣处理工艺大体可分为如下四种:冷弃法、热泼碎石工艺、钢渣水淬工艺、风淬法。 2.1 冷弃法 冷弃法就是钢渣倒入渣罐,待其缓冷后直接运往渣场堆成渣山,以往我国也多用此法。 2.2 热泼碎石工艺 热泼碎石工艺是用吊车将渣罐中的液态钢渣分层泼倒在渣床上(或渣坑内),并同时喷水使其急冷碎裂,而后再运往渣场。 2.3钢渣水淬工艺 钢渣水淬工艺是排出的高温液态炉渣,被压力水切割击碎,加之遇水急冷收缩而破裂,在水幕中粒化。具体作法又有盘泼水冷法,炉前水冲法及倾翻罐-水池法等多种方法。 2.4 风粹法 风淬法其主要优点是可回收高温熔渣所含的热量(约2100-2200MJ/t)的41%,避免了熔渣遇水爆炸的问题,并改善了操作环境。钢渣可风淬成3mm以下的坚硬球体,可直接用作灰浆的细骨料。迄今,人们已开发了多种有关钢渣综合利用的途径,主要包括冶金、建筑材料、农业利用、回填几个领域。 三有色金属渣 有色金属渣水淬后大多是呈亮黑色的致密颗粒,含有大量的硅酸铁(铁橄榄石),一般达60~70%。以铜渣为例,如果将它放入回转窑氧化焙烧,再采用还