提铁降硅(杂)改写国产矿低质量历史
- 格式:docx
- 大小:18.58 KB
- 文档页数:3
磷矿的质量评价一、磷矿的品味磷矿的品味是指磷矿中P2O5的含量。
我国习惯上以P2O5百分含量表示,而国际上则采用BPL含量表示。
BPL是将磷矿的P2O5含量折合成磷酸三钙(Ca3(PO4)2)的含量表示。
磷酸三钙中P2O5的理论含量为45.76%,于是当磷矿化中含有0.4576% P2O5时,表示为1%BPL。
其计算方法为:%BPL×0.4576=% P2O5或%BPL=2.1853×=% P2O5高品位富矿随着大规模开采而日渐减少,目前对磷矿品位的要求是:在磷矿杂质含量符合规定的前提下磷矿品位大于31.11-32.03% P2O5即可利用。
我国现有磷矿品位的高低一般分为高品位矿(富矿:P2O5含量在30%以上),中品位矿(P2O5含量在26%-30%之间)和第品位矿(贫矿:P2O5含量低于26%)。
湿法磷酸的生产企业,在生产过程中总是希望提高磷矿的品位,磷矿的品位直接影响该工厂的经济效益。
磷矿P2O5越低,生产单位质量P2O5的经济效益愈低,主要表现在反应槽的容积利用系数、过滤机生产强度的降低,设备的动力、消耗的指标的升高,最终导致该工厂的产量降低。
如图一中所表示的国外某湿法磷矿厂,当生产能力为每小时投矿150吨,所用磷矿品位与生产磷酸产量的关系,可以看出使用低品位磷矿时,工厂产量明显下降。
在磷酸生产中,磷矿品位又是影响生产工艺条件的重要因素。
当生产的磷酸浓度恒定时,磷矿的品位越低,按物料平衡计算允许加入过滤系统的洗涤水量越少,滤渣的洗涤程度就会受到影响,导致P2O5夹在石膏中损失,就必须调整磷酸浓度,造成工艺条控制的波动。
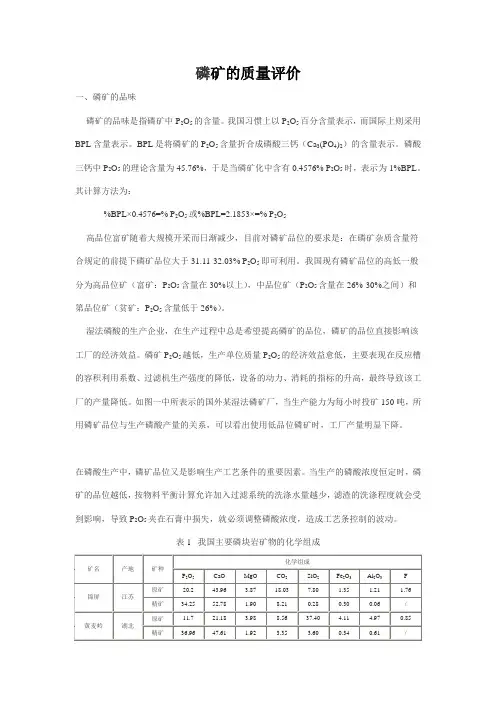
表1 我国主要磷块岩矿物的化学组成综上所述,“低品位”磷矿使用的有效途径是进行选矿富集,虽然从60年代初期开始着手选矿工艺与药剂制备的研究,并且制定多种选矿工艺流程,完成荆襄、王集、宜昌、石门一批磷矿的选矿研究,但目前提供富矿和精选矿的数量还远远不能满足我国磷化工业的需求。
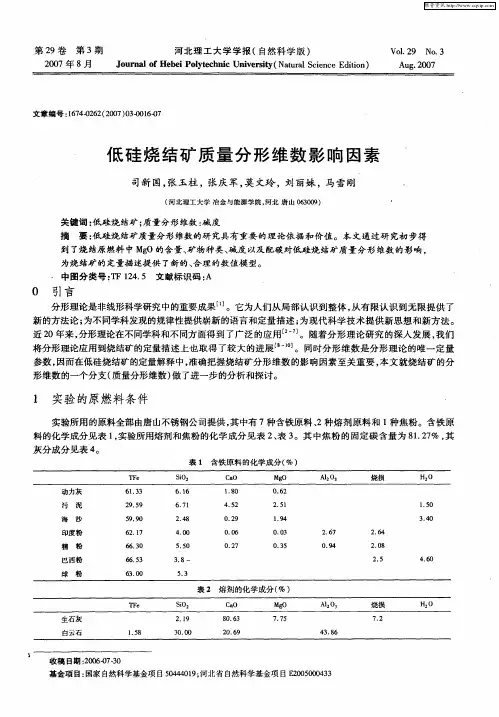
高炉炼铁技术的进步与发展,在高炉炼铁燃料比降低方面起到了良好的作用。高炉炼铁过程中,相关工作人员需要采用针对且有效的技术工艺,缓解炼铁燃料短缺问题,并科学合理地配置燃料资源,从而节约生产成本,提升钢铁质量。1降低高炉炼铁燃料比概述高炉炼铁企业迅速发展,数量、规模不断扩大,已经成为我国重要企业类型之一,对国民经济的发展有着较大影响。我国高炉炼铁技术不断进步和完善,现将高炉炼铁燃料比有效控制在527.35kg/t左右。但是国际上高炉炼铁的较高燃料比水平为450~500kg/t左右,这样看来,我国高炉炼铁燃料比和国际较高水平间还存在一定差距[1]。因此,我国需要加大相关技术工艺的研究力度,实现高炉炼铁燃料比的不断改进和完善,不断挖掘高炉炼铁节能环保内在潜力,同时积极学习国际先进技术。我国在降低高炉炼铁燃料比的过程中,应选择相适应的高炉炼铁工艺,不断优化技术和流程,从而有效降低高炉炼铁燃料比,达到国际先进水平。高炉炼铁利用率属于高炉炼铁生产中的主要技术指标之一,燃料比利用系数的数值越高,体现出高炉炼铁的实际生产率越高,可为企业创造更多的经济效益。相关工作人员采用提高裂解强度、降低燃料比等措施,有效提升高炉炼铁的利用率。我国高炉炼铁企业在建设发展过程中,为了提升高炉炼铁强度,不断增加炼铁设备和高炉进风量,在一定程度上增加了企业经济压力,同时在实际生产中消耗大量能源,对企业健康、长久发展产生不良影响。降低高炉炼铁燃料比属于高炉炼铁生产中的主要环节,可有效减少能源损耗,积极贯彻国家环保节能和可持续发展理念,同时也可有效减少企业生产成本,为企业长远发展提供有力的支持和保障。
现阶段,降低我国高炉炼铁燃料比主要是为了提升高炉燃烧效果,减少热量损失,提升高炉炼铁利用率,减少实际成本,促进燃料循环利用,从而达到良好的节能环保效果。我国降低高炉炼铁燃料比途径主要包含以下两种:1)工作人员采用增加高炉热量摄入的方式改变高炉燃烧效果,可有效提升高炉炼铁的热量和效率,同时采用该种途径可提升炼铁风温和富氧率、增加原燃料供应量,获得良好的高炉炼铁燃烧效果;2)工作人员通过减少硅的还原效率来有效减少高炉炼铁过程中的热量输出,和该理论相符合的途径是应用低硅冶炼工艺,该途径可有效减少热量损失,进而提升热能利用效率。2降低高炉炼铁燃料比的技术工艺
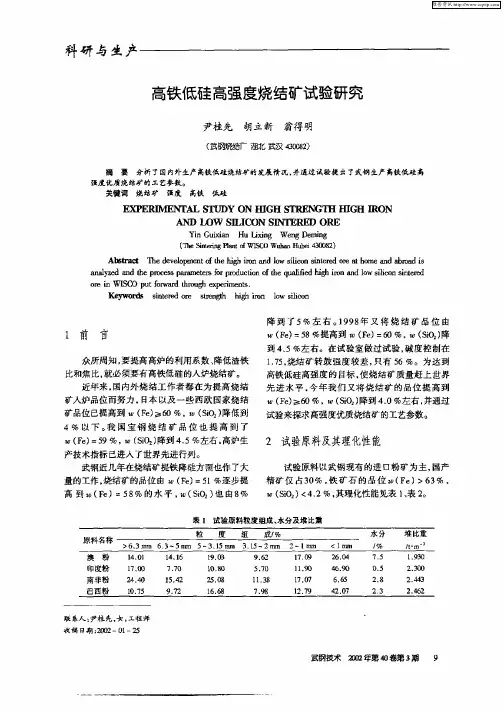
鞍山地区铁矿资源利用现状及建议摘要:介绍了鞍山地区铁矿资源情况,分析了鞍山地区铁矿石资源开采的综合技术和选矿技术的研究情况,对鞍山地区铁矿资源利用提出建议。
关键词:资源;铁矿石;选矿;利用0 引言近些年来,我国国民经济持续、快速增长。
2000~2005年国内钢产量由1.28亿t增长到3.45亿t,平均年增长幅度达到33.91%。
而同时期的国内成品铁矿石仅由2.23亿t增长到3.19亿t,平均年增长幅度8.6%,远低于钢铁生产增长速度,已不能满足国内钢铁工业发展的需要,只有通过大幅度增加进口铁矿石,来满足国内钢铁企业的需求。
进口铁矿石由2000年的不足0.9亿t增长到2005年的2.75亿t,年均增长速度达到41.11%。
由于国内对进口铁精矿的强劲需求,在一定程度上引发了进口铁矿石价格的上涨,2005年的铁矿石价格比2003年上涨90.1%。
铁矿资源已成为制约我国钢铁业健康发展的瓶颈。
因此,利用好自有铁矿山已成为我国钢铁工业经济、安全、稳定运行的重要前提条件。
鞍山地区拥有我国最丰富的铁矿石资源,为了更好地保护、开发、利用鞍山地区铁矿资源,近几年广大科技人员综合资源、采矿和选矿因素,对鞍山地区铁矿资源综合保护、开发、利用进行了大量的工作,通过依靠数字化矿山技术实现精确采矿、应用先进技术提高矿石回收率、充分发挥间断-连续开拓工艺的优势、优化选矿工艺流程及降低尾矿品位等工作,取得了较、2铁矿石资源开采的综合技术研究2.1 依靠数字化矿山技术实现精确采矿为了改善矿山生产过程的粗放现象,引进了澳大利亚的Surpac一大型矿山工程软件。
该软件可服务于地质勘探、矿山开采和生产计划,以及闭坑复垦等整个矿山的循环过程。
目前东鞍山铁矿已应用该软件,采用勘探和生产数据相结合的赋值方法,精确地建立了资源模型(实体模型、块模型)和地质数据库,可以掌握精确到3m×3m×3.5m块体的各种数据。
并在此基础上,通过在效益最大化目标函数的控制条件下,编制科学合理的采掘进度计划以指导日常的矿山生产作业,从而实现矿产资源的优化配置,使资源得到充分利用。
鞍钢集团公司鞍钢集团公司(以下简称鞍钢)于2010年5月由鞍山钢铁集团公司和攀钢集团有限公司联合重组而成,是国务院国有资产监督管理委员会监管的中央企业,总部坐落在辽宁省鞍山市。
鞍山钢铁集团公司是新中国第一个恢复建设的大型钢铁联合企业和最早建成的钢铁生产基地,被誉为“中国钢铁工业的摇篮”、“共和国钢铁工业的长子”;攀钢集团有限公司是全球第一大产钒企业,我国最大的钛原料和产业链最为完整的钛加工企业,以及重要的铁路用钢、家电用钢、无缝钢管、特殊钢生产基地。
重组后的鞍钢集团公司已形成跨区域、多基地、国际化的发展格局,成为国内最具有资源优势的钢铁企业,位列《财富》世界500强。
鞍钢拥有矿山采选、烧结、炼铁、炼钢、轧钢及焦化、耐火、动力、运输等整套先进的钢铁生产工艺设备,具有矿山、钢铁成套技术和管理输出能力。
在东北、西南、东南、华南等地区拥有钢铁精品生产基地,以及遍布国内外的营销服务网络体系。
主要有热轧板、冷轧板、镀锌板、彩涂板,冷轧硅钢、重轨、无缝钢管、型材、建材、不锈钢等完整的钢铁系列产品,钒氮合金、三氧化二钒、高钒铁等钒系列产品,高钛渣、钛白粉、海绵钛、钛材等钛系列产品,广泛应用于铁路、建筑、汽车、机械、造船、家电、集装箱、石油石化、航空航天等数十个行业,在满足国内市场需求的同时,产品销售覆盖全球近70多个国家和地区。
鞍钢是我国最大的钢轨生产企业,我国有铁路的地方就有鞍钢钢轨。
是中国最大的船板生产企业和国内唯一能生产全规格、全钢级造船用钢的企业。
是行业前两位的高端汽车用钢、家电用钢生产企业,领先开发第二代汽车用钢,具备整车供货能力。
是我国品种结构最齐全的无缝管生产企业,高等级管线钢国内领先,产品广泛应用于“西气东输”等重点工程。
核电用钢生产技术和产品达到世界领先水平,独家供货世界首座第三代CAP1400核电项目反应堆安全壳用钢板。
鞍钢大力发展非钢产业,在钒钛领域,坚持低成本生产、产业链延伸与附加值提升并重,发展钒基合金、氯化法钛白、钛合金等高端产品,打造全生态钒钛资源综合利用产业链。
2 提高原燃料质量降低高炉燃料比的常用措施有:1)采用高品位铁矿石、少渣操作;2)高风温与低湿度;3)提高矿石热强度与还原性;4)合理布料,改善煤气分布,保持炉况长期稳定,提高煤气利用率;5)改善粒度组成,分级入炉;6)稳定原燃料成分与质量,强化低硅生铁冶炼;7)适当提高炉顶压力和富氧率,以解决高炉强化和顺行的矛盾。
一般而言,烧结矿中FeO 含量越低,还原性越好,间接还原度提高,直接还原度降低,炉缸直接还原消耗的焦炭量减少,这有利于高炉冶炼节焦降耗,提高经济效益.经验表明,烧结矿的w(FeO)每提高1%,焦比将升高3 kg/t。
国外(日本和法国)先进企业烧结矿的w(FeO)为4%~5%,上海宝山钢铁股份有限公司、武汉钢铁股份有限公司烧结矿的w(FeO)约为7%。
低碱度烧结矿不利于形成较多数量的铁酸钙液相,烧结矿的强度与还原性达不到理想状态。
在喷吹量较高时,焦炭质量也是影响高炉燃料比的重要因素.焦炭较高的反应性会增加焦炭的熔损,降低焦炭的发热值,导致直接还原上升。
低反应后强度(CSR=57.6%)的焦炭在炉内高温作用下容易破碎,影响高炉透气性,从而影响高炉顺行。
为达到顺行,必须采取过度的高炉技术操作,如过多的中心加焦等,这使得高炉燃料比升高。
3 选择合理的冶炼强度与煤比高炉冶炼强度通常是以每天单位容积内燃烧的焦炭量来计算,单位为t/(m3·d)3.1 炉腹煤气量指数的概念与冶炼强度的选择炉腹煤气量指数是指单位炉缸断面积上通过的炉腹煤气量,单位为m3/m2,其计算公式为,式中:V BG 为通过高炉炉腹煤气量;d 为炉缸直径。
实际计算结果是以炉缸面积为基准,该指标与面积冶炼强度即燃烧强度相近,但采用单位面积上通过的煤气量较单位面积燃烧的焦炭量更精确。
从高炉软熔带透气机理分析,单位面积上通过的煤气量是受限的,受限的关键是煤气流能否顺利通过软熔带焦炭窗。
在原料条件一定的前提下,顺利通过单位面积软熔带焦炭窗的最大煤气量基本是一定的。

铁矿资源回收与尾矿综合利用来源:作者:发布时间:目前,国内磁铁矿石平均选矿比在左右、尾矿量约占金属矿产尾矿总量的50%。
因此,有必要深入研究和探讨如何提高铁矿资源选矿回收率、综合利用铁矿尾矿,保护自然环境。
1 铁矿资源储量及供需状况资源储量状况截至2002年底,我国保有铁矿产地1995处,保有资源储量亿t,其中基础储量亿t、储量亿t。
我国的铁矿资源中,贫矿、难采、难选矿占有比例大,平均品位只有%左右,低于世界平均品位11个百分点。
截至2003年底,山东省查明铁矿产地85处,累计查明资源储量亿t,保有资源储量约亿t,其中保有经济的基础储量亿t、储量亿t,贫铁矿占有比例60%。
在当前经济技术条件下,我国的铁矿资源找矿前景不大,所以必须充分利用现有的铁矿资源。
铁矿石供需状况随着我国经济的发展,钢铁产量不断提高,2003年我国生铁、钢、钢材产量分别达到亿t、亿t、亿t,自产铁矿石原矿亿t,成品铁矿石自给率50%左右,进口铁矿石亿t,占世界铁矿石海运贸易总量的28%。
近年来,山东省冶金工业也保持了高速发展,随着钢铁产量的增长,铁矿石供需矛盾日益突出,2003年全省成品铁矿石需求量达2100多万t,而省内74家铁矿山的原矿产量为万t、成品矿产量万t,铁矿石自给率30%左右,低于全国平均水平。
2 山东铁矿资源回收及尾矿利用情况资源储量及生产情况山东省现有省属以上铁矿山8家,其中中央企业1家。
2003年度完成采掘(剥)总量1009万t,原矿产量万t,成品矿产量万t(其中铁精矿产量万t)。
截至2003年底开采矿区19处,占全省查明矿区总数的22%,保有资源储量461亿t、基础储量亿t、储量亿t。
选矿工艺8家铁矿山中,7家矿山建有选矿厂10处,共有各种型号鄂式破碎机20台、自磨机3台、锤式破碎机5台、圆锥破碎机9台、球磨机44台、磁选机68台。
原矿处理能力662万t/a,2003年实际处理原矿644万t(不含莱矿温石埠、马庄小选厂)。
六、简答题(1)原燃料部分1.熔剂在高炉冶炼中的作用是什么?答案:(1)渣铁分离,并使其顺利从炉缸流出;(2)具有一定碱度的炉渣可以去除有害杂质硫,确保生铁质量。
1.焦炭在高炉冶炼中的作用是什么?答案:(1)燃烧时放热作发热剂;(2)燃烧产生的CO气体及焦炭中的碳素还原金属氧化物做还原剂;(3)支撑料柱,其骨架作用;(4)生铁渗碳剂。
2.精料的内容包括哪些方面?答案:(1)熟料率高,矿石品位高。
(2)数量充足,物理化学性能稳定。
(3)粒度适当、均匀,含粉低,低温还原粉化率低。
(4)炉料强度高,有良好的还原性。
(5)有良好的高温冶炼性能,软熔温度高,软化区间窄。
2.焦炭挥发份的高低对焦炭质量有何影响?答案:焦炭挥发份过高表示有生焦、强度差,过低表示焦炭过火、裂纹多、易碎。
3.石灰石分解对高炉冶炼造成的影响答案:1)CaCO3分解反应是吸热反应,据计算分解每Kg CaCO3要消耗约1780kJ 的热量。
2)在高温区产生贝—波反应的结果,不但吸收热量,而且还消耗碳素并使这部分碳不能到达风口前燃烧放热(要注意,这里是双重的热消耗)。
3)CaCO3分解放出的CO2冲淡了高炉内煤气的还原气氛,降低了还原效果。
4.如何对铁矿石进行评价?答案:①. 含铁品位:以质论价,基本上以含铁量划分;②. 脉石成分及分布:酸性脉石愈少愈好,碱性稍高可用,AI2O3不应很高;③. 有害元素含量:S、P、As、Cu易还原为元素进入生铁,对后来产品性能有害。
碱金属B、Zn、Pb和F等虽不能进入生铁,但破坏炉衬或易于挥发,在炉内循环导致洁瘤或污染环境,降低了使用价值;④. 有益元素:Cr、N1、V、Nb等进入生铁,并对钢材有益,T1及稀土元素可分离提取有较高是宝贵的综合利用资源;⑤. 矿石的还原性:还原性好可降低燃烧消耗;⑥. 矿石的高温性能:主要是受热后强度下降不易过大,不易于破碎及软化熔融,温度不可过低。
⑦. 有些贫矿的结晶颗粒较为粗大,易选可用,否则应慎重;⑧. 选矿及回收的粉矿都必须经过造矿才能应用,选矿过程是提供改进矿石性能的大好机会。
关于新疆黑色金属矿产产业高质量发展的建议一、黑色金属矿产资源现状(一)国际铁矿资源世界铁矿资源丰富,美国地质调查所2020年公布数据显示,世界铁矿石储量为1900亿吨,储量基础为3900亿吨。
世界铁矿资源集中在少数国家和地区,集中度较高。
据统计,俄罗斯、乌克兰、澳大利亚、巴西、哈萨克斯坦和中国等6个国家铁矿石储量占世界总储量的75.6%。
资源集中的地区也正是当今世界铁矿石的集中生产区,如巴西淡水河谷公司,澳大利亚必和必拓公司和哈默斯利公司的铁矿石产量占世界总产量的35.5%。
(二)国内铁矿资源我国是世界上铁矿资源比较丰富的国家之一,到目前为止,全国已发现各类铁矿床(点)8896处,分布在28个省、市、自治区的600个县内,已探明资源储量约160亿吨。
其主要分布省、区为辽宁、河北、四川、山西、安徽、湖北、云南、内蒙古、山东等;其次是北京、湖南、河南、广东、甘肃、新疆、陕西、贵州、江西、福建、海南、吉林等。
我国铁矿虽探明资源量不少,但铁矿石平均品位仅为33%,比目前世界铁矿石供应大国平均品位低20个百分点。
已探明储量中97%的铁矿为贫矿,大于50%的“富矿”仅占探明资源总量的2.7%。
(三)新疆铁矿资源新疆铁矿资源分布在天山、阿尔泰山、昆仑山、阿尔金山等区域。
新疆预测铁矿石资源总量为134.32亿吨,查明资源储量30.07亿吨,仅为预测总量的22.39%,这表明资源潜力很大。
新疆铁矿资源分布不均衡。
从山系看,主要分布在天山,其次是阿尔泰山和昆仑山-阿尔金山;从行政区看,铁矿主要集中分布在鄯善县、哈密市、和静县、新源县、富蕴县、塔什库尔干县、且末县等;从成矿带看,相对集中在西天山阿吾拉勒铁成矿带、阿勒泰蒙库铁成矿带、东天山雅满苏铁成矿带和西昆仑塔什库尔干铁成矿带。
(四)铁矿产能及其规模新疆目前有铁矿采矿权257个,面积257平方千米。
在采矿山证载规模共3797.5万吨/年,铁精粉产能约1300万吨/年。
降低焦比的途径【摘要】总结了高炉降低焦比的实际经验:高炉由于采取了改善原料条件、优化高炉操作提高风温、富氧喷煤等措施,同时加强设备管理使得煤比大幅度提升、焦比显著下降。
【关键词】高炉操作焦比【引言】随着钢铁事业的发展,钢铁行业的竞争日趋激烈。
无论大、中、小型炼铁企业,都把产品成本降低到低于市场价格做为企业的生存点。
而降低焦比则是降低成本的重要环节。
本文就降低焦比的途径展开论述。
一强化原燃料质量的管理1.1 焦炭的利用(1)稳定焦炭质量焦炭质量的好坏对高炉的顺行起着决定性的作用,尤其是在喷煤比提高、焦比降低的情况下,焦炭的性能对高炉的影响更加突出。
要求焦炭质量的改善,并在提高中求稳定。
但是,近年来,随着全国性的新增高炉产能的大量释放,使焦化对煤的需求急剧膨胀,一方面造成煤炭市场资源紧张,价格大幅度攀升;另一方面煤的质量变差。
为此,要求质量第一的原则,不过分追求产量,而且当产量和质量发生冲突时,宁可牺牲产量,也要保证焦炭的质量。
同时,针对进厂煤波动较大的实际情况,充分利用小焦炉试验,开展配煤结构优化,加强炼焦工艺操作管理等一系列工作,使焦炭质量保持了相对稳定。
(2)焦炭的反应机理及其作用众所周知,高炉炼铁本质是铁的还原过程,高炉炼铁从还原反应上基本分为两类:一类是间接还原;一类是直接还原。
以CO或H2做还原剂,最终气体产物为c02或O的还原反应为间接还原。
用碳做还原剂,最终气体产物为CO的还原反应为直接还原,其热效应是吸热的,需要消耗大量的热量。
如何根据具体条件,使两者达到一个适宜的比例,在这个比例下,焦比最低,这是深入研究的理论课题。
理论研究指出,当铁的直接还原度( )为70%时,用C直接还原FeO产生的CO恰能满足间接还原需要。
此时还原剂最节省,即用作还原剂的碳量消耗最低(约0 tSkgC/k ),当rd高于或低于此值时,都将引起还原剂碳量消耗的增加。
实际高炉生产中的值要比0.7小得多(一般rd=0.45—0 55)。
1
提铁降硅(杂)改写国产矿低质量历史
截至2007年底,我国探明铁矿石储量607亿吨,主要以赤铁矿、磁铁矿、褐铁
矿为主,具有贫(平均品位32%)、细、杂等特点,需经选矿后才能用于炼铁生
产。长期以来,由于选矿思路、理论认识以及技术和装备的局限性,我国对降低
铁精矿中二氧化硅含量的重要性认识不够,导致国产铁精矿铁品位低、二氧化硅
含量高:铁精矿品位一直徘徊在62%左右,二氧化硅含量在8%~11%,铝、磷、
硫等杂质含量较高,致使烧结矿铁品位仅有53%~56%,造成高炉炼铁高渣比、
高焦比,高炉利用系数仅为1.6 t/m3·d~2t/m3·d;而国外铁精矿品位多在66%
以上,二氧化硅含量在4%以下,高炉利用系数在2.4 t/m3·d~3.4t/m3·d。相
比之下,我国高炉炼铁效益存在明显差距。
随着改革开放,我国开始进口铁矿石作为炼铁原料,有条件的钢铁企业逐渐加大
铁矿石进口量,减少甚至不用国产铁精矿。1995年~2000年,国产铁精矿明显
滞销,致使国内铁矿山生产萎缩,部分企业减产甚至停产。针对这一现状,长沙
矿冶研究院和武汉大学的科研团队积极探究国产铁精矿不受高炉炼铁欢迎的原
因,以寻求应对措施,使铁矿山走出困境。从1999起,该团队认真研究分析了
国产铁精矿质量与国外进口铁精矿质量存在的差距以及铁精矿质量对高炉炼铁
的重要影响。与国外进口铁矿石相比,国产铁精矿不仅铁品位低,而且二氧化硅
等杂质含量高,严重影响了高炉炼铁效益。根据这一研究成果,明确提出了“提
铁降硅(杂)”、“铁前成本一起核算”,“集团效益最大化”及 “铁精矿质量铁、
硅、铝三元素综合评价”的学术思想。为了让钢铁企业接受这一学术思想,该团
队奔走于鞍钢、酒钢、太钢等国内主要大型钢铁联合企业,同时在全国性矿山会
议和炼铁会议上进行演讲,并在国内期刊杂志发表论文,宣传提高国产铁精矿质
量对提高我国钢铁企业经济效益以及促进矿山企业发展、保障社会稳定的重要性,
使钢铁行业统一了对提高了铁精矿质量的认识。
鞍钢集团率先接受了这一学术思想,实施提铁降硅(杂)战略,并组织矿山和炼
铁厂一起计算总效益。经测算,品位在64%左右的铁精矿,品位提高1个百分点,
每吨精矿选矿成本在14元左右,而炼铁效益可提高55元,企业可获效益在40
元以上。于是鞍钢弓长岭铁矿选矿厂首先采用阳离子反浮选,将铁精矿品位从
65% 提高到69%以上,铁精矿中二氧化硅含量从8%降低到4% 左右,齐大山和
调军台选矿厂铁精矿品位从65%提高到67.5%以上,二氧化硅含量从8%降低到
4%左右。由于铁精矿质量的全面提高,鞍钢炼铁效益大幅提升,使鞍钢炼铁用
铁矿石的自给率达到了85%~90%。至此,鞍钢使用自产铁精矿为公司所创造的
效益占公司当年总利润的30%~40%。在鞍钢的带动下,本钢、太钢、武钢、酒
钢、包钢、唐钢、首钢等大型钢铁企业和国内其他矿山企业纷纷实施提铁降硅(杂)
战略,企业的需求带动全国科研院所、大学和企业进行产学研联合,开发了适合
各种类型铁矿提质降杂的新技术、新工艺、新设备和新药剂,在全国掀起了一场
提铁降硅(杂)的“黑色风暴”。经过几年的努力,我国铁矿选矿技术达到世界
领先水平,铁精矿品位从62%左右提高到67%左右,二氧化硅含量从8%~10%
降低到4%左右。
2
提质降硅(杂)技术路线促进选矿工艺技术达到世界领先水平
长沙矿冶研究院在国产铁精矿提铁降硅(杂)的系统研究与实践项目中创造性地
提出“提铁降硅(杂)”、“铁前成本一起核算”,“集团效益最大化”及建立了“铁
精矿质量铁、硅、铝三元素综合评价”理论体系,为国产铁精矿实施提铁降硅(杂)
战略提供了理论指导。
首次创造性提出铁精矿质量用“铁、硅、铝”三元素综合评价,并建立了评价理
论体系。该评价理论体系突破传统的单一铁品位评价标准以及只在选矿厂内部研
究合理铁精矿品位的技术经济评价模式,把提高铁精矿质量(提高铁品位,降低
二氧化硅、三氧化二铝含量)扩展到选矿—烧结—炼铁的大范围来研究评价,在
大系统内取得炼铁成本最低、集团利润最大化经济效益的铁精矿品位才是合理的
铁精矿品位。运用模糊数学理论创建评价模型进行最佳铁精矿品位的优化评价,
最后得出最合理的铁精矿品位和二氧化硅的含量。国内对铁精矿中铁品位关注较
多,而对二氧化硅、氧化铝等杂质重视不够的现状,阻碍了选矿技术进步,偏离
了“精料方针”的正确方向。因此,该项目明确提出当前铁矿山选矿厂应该对铁
精矿进一步开展提铁降硅(杂)工作,研究、采用先进合理的高新工艺技术,虽
然铁精矿品位的提高将会增加采矿和选矿生产成本,使矿山效益下降,但能显著
提高炼铁效益,为此,要解决好矿山系统和冶炼系统经济效益的合理分配,达到
二者整体效益最佳化。
提出铁精矿提质降硅(杂)技术路线。弱磁选和强磁选铁精矿中石英主要呈连生
体(主要和铁矿物)存在,若采用多次磁选精选难以除去,而利用石英可浮性好
的特点,采用反浮选石英可以有效地把石英从铁精矿中脱除。其次,连生体和单
体石英的比重比铁矿物低,采用磁力和重力综合力场也能有效的分选出石英,从
而得到高铁低硅的高质量铁精矿。
选矿新工艺、新设备、新药剂及选矿厂技术改造成效卓著
在提质降硅(杂)的学术思想倡导下,长沙矿冶研究院对代表我国主要铁矿性质
的三大类型矿石开展选矿工艺技术创新性的研究,并与鞍钢、本钢、酒钢、武钢
紧密合作,将选矿新技术工业生产应用。
鞍山式贫铁石英岩。这类矿石储量占我国铁矿石总储量的50%左右,矿石含铁
28%~30%,铁矿物嵌布粒度细、贫铁高硅、结晶致密,属难磨难选铁矿石。
在本钢南芬歪头山铁矿,研究开发了弱磁选-磁选柱新工艺技术,工业生产应用
后铁精矿品位69%,二氧化硅含量小于4%;在鞍钢弓长岭选矿厂,将浮选柱技
术引入铁矿反浮选工艺,并融合了反浮选泡沫输送、自动化控制等技术,工业生
产获得铁精矿品位69.19%、二氧化硅含量2.65%的优异指标,同时简化了反浮选
流程,药剂消耗降低30%、节能30%以上。针对磁力选出磁铁矿及红铁矿的混合
精矿研究的弱磁选-强磁选-反浮选新工艺,再反浮选脱硅基础上得到高质量铁
精矿,该工艺选别弓长岭贫赤铁矿,浮选综合铁精矿品位67.78%,二氧化硅含
3
量3.73%,在齐大山选矿分厂、鞍千铁矿应用至今生产运行平稳,选别指标优异。
西部典型复杂难选铁矿石。这类矿石广泛分布于我国甘肃、新疆等西部地区,酒
钢镜铁山铁矿铁矿物主要为镜铁矿、褐铁矿、菱铁矿,脉石多为千枚岩、碧玉等
含铁硅酸盐矿物,矿物嵌布粒度微细,极其难选。
针对酒钢镜铁矿矿石,首创了焙烧磁选铁精矿的阳离子反浮选工艺与新药剂。生
产应用后铁精矿品位由以前的55.76%提高到60.61%,二氧化硅含量由11.39%降
为5.76%。该工艺主要创新点是研制并采用了耐低温阳离子捕收剂,可以全年浮
选矿浆不要加温,最低矿浆温度可以达到12摄氏度,实现低碱度浮选,解决了
管道结垢和回水利用问题;发明带精选多磁极湿式弱磁选机,解决了人工磁铁矿
分选难的难题。
长江中下游地区矽卡岩型铁矿石。这类铁矿石广泛分布于长江中下游地区,铁矿
物主要是磁铁矿,也有少量赤铁矿、菱铁矿等,脉石矿物主要为金云母、铁白云
石和少量的石榴石、透辉石、石英,同时伴生有害元素硫和磷。针对矿石特点及
原生产工艺存在的问题,研究开发了破碎—水洗筛分—预选—阶磨阶选—磁选—
细筛—浮选新流程,实践证明,新工艺提高了入选品位及生产能力,铁精矿品位
由62%提高65.2%、含硫0.20%左右,综合回收的硫精矿品位达45%。同时,硫
主要以磁黄铁矿、黄铁矿形式存在,在弱磁选过程中,被选入铁精矿中(含硫
0.6%),由于磁黄铁矿与磁铁矿物理化学性质相近,常规的选矿药剂与工艺对脱
除磁黄铁矿效果差,经深入研究,成功研制出高效脱硫捕收剂CYZ,使铁精矿中
硫含量降低至0.20%以下,解决了磁铁矿和磁黄铁矿难分选的难题,并减少了球
团、冶炼过程中二氧化硫的排放量,节能减排、降耗效果显著。
“提铁降硅(杂)”功在当代利在千秋
国产铁精矿提铁降硅(杂)的系统研究与实践历时10年,改写了我国长期以来
铁精矿质量低的历史。该研究成果在莱钢、江西新余、鞍山大孤山、鞍千矿业、
唐山司家营、河南舞阳铁矿、湖南祁东铁矿(絮凝脱泥)等国内多家大中型铁矿
山得到推广应用,不仅使2000年前后濒于关闭的许多矿山企业恢复生产并快速
发展,还为我国数十亿吨铁矿石资源的高效利用奠定了技术基础,保障了铁矿产
业的持续高速发展。据统计,2008年至2010年仅6家钢铁公司的新增利税已达
47.2亿元,节支5.98亿元,共计53.18亿元。
尽管矿业的科研技术和创新极大地缓解了我国铁矿石原料紧缺的局面,但2011
年我国进口成品铁矿石仍高达6.86亿吨,对外依存度高达59.6%。研究团队从几
年前就开始进行更难选的菱铁矿、褐铁矿和鲕状赤铁矿的基础研究和应用技术研
究工作,菱褐铁矿回转窑磁化焙烧—磁选—反浮选技术实现了工业应用并日趋成
熟,更低成本利用菱、褐铁矿及鲕状赤铁矿的闪速磁化焙烧已经完成中试,即将
推向工业应用。这些技术如果成功用于工业,将盘活上百亿吨复杂难选铁矿资源,
从根本上改变我国钢铁原料对国外资源的依赖。