550m_2烧结机优化配矿技术
- 格式:pdf
- 大小:842.82 KB
- 文档页数:6
烧结配混系统优化方案作者:卢平良来源:《硅谷》2010年第18期摘要:经过配混系统的优化后,“水碳”得到稳定,混合料温度得到明显提升,为烧结的各项指标的提高做足贡献。
关键词:单独配比;改善环境:两段加水:热水造球中图分类号:TFO文献标识码:A文章编号:1671—7597(2010)0920075-010引言福建三安钢铁烧结厂现有两台60m2烧结机,经设计院设计由配混、烧结、整粒、除尘、抽风、脱硫等六大系统组成。
按设计要求是将符合入厂条件的含铁原料,按一定比例混匀后,再配入一定比例的生石灰和合格的燃料,并同时配入热返矿和冷返矿送至一次混合机加水润湿混匀,到二次混合机制粒造球。
随着市场压力的加大,行业的激励竞争,烧结的产量、质量都是我们追求的目标,然而诸多问题摆在我们面前,配混系统尤为突出。
1存在问题1)热返矿、冷返矿下料不稳定,给加水带来很大困难,热返矿经常“放炮”,扰乱了整个生产工序,使输送胶带面临极大威胁,这样也导致了烧结矿的各项物理、化学指标波动较大,尤其是FeO的波动较为明显,给高炉的操作带来一定困难。
2)一次混合达不到充分润湿混匀的设计效果,生石灰不能完全消化混匀,“白点”又多,致使烧结矿各项技术指标波动较大,又严重影响了二次混合机的造球时间和成球效果。
圆筒头部扬尘较大,漏料严重,给生产带来了很大压力。
3)外配燃料按配比下在运输胶带上时,由于成球物料的偏析和燃料的偏析,物料在裤衩漏斗分配时,燃料无法分配均匀,几乎70%的分到了2#烧结机。
按设计要求混匀矿在配料室只添加燃料比的70%,其余30%在外配煤仓加入,外配燃料是在二混成球后直接加在胶带运输机上输送至裤衩分料漏斗分配到两台外滚燃料机(三次混合机)再次造球并混匀燃料使其均匀分配在小球表层。
然而理论与实践总是有差距的,经过几次小的改造后,还是达不到目的,经综合评比,必须进行很大的工程改动才能达到效果,我们计算一下运输费(破碎好的燃料必须用汽车转运到此,用提升机输送到外配煤仓)、人工费、设备维修等等费用,最终只能放弃外配燃料的配比使用,全部改在配料室直接加入。
烧结降低点火煤气单耗的措施烧结是冶金工业中的一项重要工艺,通过将粉煤和精矿等原料混合成固体颗粒,然后在高温下进行烧结,形成高强度的烧结矿。
烧结矿是炼铁的主要原料之一,对于提高炼铁炉的生产效率和降低能耗具有重要意义。
在烧结过程中,点火煤气单耗是一个重要的指标,影响着烧结矿的质量和生产成本。
因此,降低点火煤气单耗是烧结工艺优化的关键之一。
一、优化烧结工艺参数。
在烧结过程中,烧结矿的质量和点火煤气单耗受到多种工艺参数的影响,包括烧结机速度、矿石成分、烧结矿配比、烧结温度和烧结时间等。
通过优化这些工艺参数,可以有效降低点火煤气单耗。
例如,合理调整烧结机的转速和烧结温度,控制矿石成分和烧结矿配比,延长烧结时间等,都可以提高烧结矿的质量,降低点火煤气单耗。
二、改进燃料燃烧技术。
燃料燃烧是烧结过程中消耗能量的重要环节,也是影响点火煤气单耗的关键因素。
采用先进的燃料燃烧技术,可以有效提高燃料利用率,降低点火煤气单耗。
例如,采用高效燃烧器和燃烧控制系统,优化燃料的配比和供给方式,改进燃烧设备的结构和布局等,都可以降低燃料的消耗,减少点火煤气单耗。
三、提高烧结机设备的运行效率。
烧结机是烧结过程中的核心设备,其运行效率直接影响着点火煤气单耗。
通过改进烧结机的结构和工艺,提高其运行效率,可以有效降低点火煤气单耗。
例如,采用先进的烧结机技术,优化烧结机的结构和布局,改进烧结机的热交换和传热效率,提高烧结机的自动化水平等,都可以降低点火煤气单耗,提高烧结矿的质量。
四、加强能源管理和节能措施。
能源管理和节能是降低点火煤气单耗的重要手段。
通过加强能源管理,优化能源结构,提高能源利用率,可以有效降低点火煤气单耗。
例如,采用高效节能设备,改进能源供应和利用系统,加强能源监测和控制,实施能源管理和节能政策等,都可以降低能耗,降低点火煤气单耗。
五、加强运行管理和技术培训。
运行管理和技术培训是保证烧结工艺稳定运行和降低点火煤气单耗的重要保障。
谈燃料分加技术在烧结中的优化摘要:烧结燃料分加技术是将一部分燃料与烧结混合料混合,另一部分燃料在烧结混合料一次混料结束后加入,目的是使这部分燃料外裹在混合料颗粒的表面,保持燃料有较大的活性反应面,提高其燃烧速度。
本文针对某钢铁有限公司目前的物料结构,研究了烧结燃料分加优化后 FeO、垂直烧结速度、转鼓指数、筛分指数、固体燃耗的变化情况,通过研究,发现一、二次燃料分加比例为70%:30%的配比可使烧结矿取得良好的经济技术指标。
关键词:烧结;燃料分加;优化一、案例分析某钢铁有限公司有一台180m2带式烧结机,自2010年初投产以来,在烧结燃料的配加上,在配料室采用一次性添加,同其它的原料制粒后进行烧结,这种传统的燃料添加方式造成部分燃料深裹在矿粉中,在烧结的时候不利于燃料的充分燃烧,燃料燃烧不充分,局部还原气氛增加,烧结矿FeO和固体燃耗较高,转鼓指数下降。
为此,我们对烧结燃料的配加进行了优化和改进。
针对张钢烧结的用料结构,研究不同的一、二次焦粉配加比例对烧结转鼓指数、利用系数、FeO、烧结固体燃耗指标的影响。
二、燃料分加的优化和改进生产研究(一)物料结构为保证燃料二次分加在整个试验期间的数据可靠性,试验期间烧结铁料保持不变,蛇纹石粉和白云石粉配加比例稳定,生石灰根据烧结矿碱度变化进行微调,燃料配比基准期全部为内配。
表1物料结构(二)烧结机主要工艺参数的控制烧结料层厚度750mm;混合料水分9%-10%;点火温度1100±50℃;烧结负压15±0.5KPa;烧结终点温度350±30℃。
(三)烧结过程的控制加强各工序之间的联系,控制好烧结料水碳的稳定和料层厚度,根据烧结风箱温度变化情况,控制好烧结终点,确保烧结矿烧透。
(四)烧结燃料二次配加的生产工艺结合生产实际,燃料二次分加系统从燃料破碎成品皮带机Z1-1机头,通过三通分料器接入现生产工艺流程。
从燃料破碎室出来的燃料,由三通分料器控制,一部分燃料进入原烧结配料室,另一部分燃料进入二次配加燃料仓。
江西冶金职业技术学院毕业论文论文题目:浅谈提高烧结矿的质量的措施姓名:班级:系部:指导老师:时间:1 烧结的起因 32烧结的目的意义 33影响烧结矿质量的因素 33.1烧结矿的品位 33.2 SiO2含量 33.3烧结矿碱度 33.4 MgO%含量 33.5水分 33.6料层厚度 34 提高烧结矿质量的措施 34.1优化入烧原料结构 34.1.1 优化入烧原料结构,稳定控制烧结矿化学成分 34.1.2改善入烧燃料质量 34.2生产高碱度烧结矿 34.3操作技术改进 34.3.1自动配料技术 34.3.2低温点火技术 34.3.3强力造球技术 34.3.4厚料层技术 34.4设备技术改造 34.4.1添加剂仓技术改造 34.4.2混料系统技术改造 34.4.3筛分系统技术改造 3摘要:本文简述了影响烧结矿质量的因素,系统的介绍了提高烧结矿质量的技术措施。
关键词:烧结矿质量技术措施1 烧结的起因烧结生产起源于英国和德国。
大约在1870年,这些国家就开始使用烧结锅,用来处理矿山开采、冶金工厂、化工业厂等废弃物。
1892年美国也出现了烧结锅。
世界钢铁工业第一台带式烧结机于1910年在美国投入生产。
这台烧结机的面积为8.325m2(1.07m×20.269m),当时用于处理高炉炉尘,每天生产烧结矿140t。
它的出现引起了烧结生产的重大变革,从此带式烧结机得到了广泛的应用。
我国铁矿资源十分丰富。
由于历史的原因,建国前钢铁工业十分落后,烧结生产更为落后,1926年3月在鞍山建成四台21.63m2(1.067m×20.269m)带式烧结机,日产量1200t。
1935年,1937年有相继建成四台50m2烧结机,每年产量达19万t。
建国后,我国烧结工业有了很大的发展,1952年鞍钢从苏联引进75m2烧结设备和技术,这套在当时具有国际先进水品的设备,对新中国的烧结工业起到了示范作用。
随着我国钢铁工业的不断发展,一些钢铁公司的烧结厂相继建成投产。
烧结返矿率一、烧结返矿率的定义和意义烧结返矿率是指在铁矿石烧结过程中,由于各种原因未能完全还原的氧化铁,在冷却后形成了返矿,这部分返矿与新鲜料混合后再次进入高温区进行还原反应,最终得到铁。
因此,烧结返矿率是衡量铁冶生产效率的一个重要指标。
二、影响烧结返矿率的因素1. 烧结机理:不同的铁矿粉在高温下会发生不同的反应,从而影响还原程度和形成返矿的量。
2. 配料质量:铁粉、焦粉、萤火虫粉等配料中杂质含量高会影响还原反应,从而降低返矿率。
3. 燃料质量:焦粉质量差或配比不当会影响高温区还原反应,从而降低返矿率。
4. 烧结工艺参数:如点火温度、点火时间、透气性等都会对还原反应产生影响。
三、如何提高烧结返矿率1. 优化配料:合理控制各种配料的比例和质量,降低杂质含量,提高还原反应效率。
2. 优化燃料:选择质量好的焦粉,严格控制焦比、灰分等参数,提高还原反应效率。
3. 调整工艺参数:合理调整点火温度、点火时间、透气性等工艺参数,以达到最佳的还原效果。
4. 加强设备维护:保持烧结机设备的清洁和维护,确保设备稳定运行和高效工作。
四、烧结返矿率与环保1. 降低返矿率可减少废气排放:在铁冶生产过程中,烧结废气是一种重要的污染源。
降低返矿率可以减少废气排放量,从而降低对环境的污染。
2. 提高返矿率可节约资源:随着铁精粉等高品位铁矿资源日益枯竭,提高返矿率可以节约资源,并减少对自然环境的影响。
五、总结在铁冶生产过程中,烧结返矿率是一个重要的指标,它直接影响到铁冶生产效率和环保。
通过优化配料、燃料和工艺参数,加强设备维护等方式,可以提高返矿率,实现资源节约和环保双重目标。
摘要本文阐述了影响烧结矿质量的理论与技术因素,系统地介绍了烧结工艺参数对其质量的影响,提出了提高烧结矿质量的几点结论性意见。
关键词烧结矿产质量;工艺参数;理论与实践前言烧结生产过程是一个快速、高效、复杂的物理化学变化过程,它既有燃料的燃烧、热量的传质传导,碳酸盐的分解,铁氧化物的氧化与还原反应,又有铁酸盐和橄榄石等新相的生成和再结晶长大,既有固相反应,又有液相反应,这就导致形成烧结过程工艺参数多变量,影响烧结矿产质量。
本文的目的是通过分析烧结过程工艺参数的理论与实践,揭示其规律性,从而促进烧结生产的发展和产质量的提高。
1 烧结生产主要工艺参数及其影响在烧结生产中,料层高度,混合料水份,燃料配比,烧结负压和机速是影响烧结矿产质量的主要工艺参数。
根据大量的试验研究和生产实践证明,在烧结生产主要工艺参数中料层厚度是基础,水、碳是保证,混合料的透气性是关键。
下面将分别讨论主要工艺参数对烧结矿产质量的影响。
1.1 料层厚度对烧结矿产质量的影响1.1.1 料层厚度对烧结矿产量的影响因为料层厚度直接影响垂直烧结速度和成品率,烧结利用系数先是随料层厚度提高而增加;但是,当料层厚度提高到600mm后又会开始下降,一般料层厚度在500~600mm毫米阶段,烧结机的利用系数是最高的。
1.1.2 料层厚度对烧结矿质量的影响因为厚料层烧结有利于铁酸钙和Fe2O3矿物相的生成,不利于Fe3O4的存在,因此厚料层烧结有利于FeO含量的降低和烧结矿强度的提高。
1.2 配碳和混合料水份对烧结矿产质量的影响混合料的水份和配碳的适宜值与烧结矿粉的种类及其粒度组成,燃料的种类和粒度组成及加入方式,料层厚度和温度,热返矿及数量等因素相关。
配碳的高低会明显影响烧结矿的产质量,配碳高了,会扩大燃烧带,增加烧结层的阻力,造成产量降低,同时还会因为温度过高,增大料层还原气氛,使铁酸钙含量下降,FeO含量的上升,直接影响烧结矿的质量。
反之,配碳低了,造成烧结带温度不足,成品率和强度下降,影响烧结矿的产量和质量。
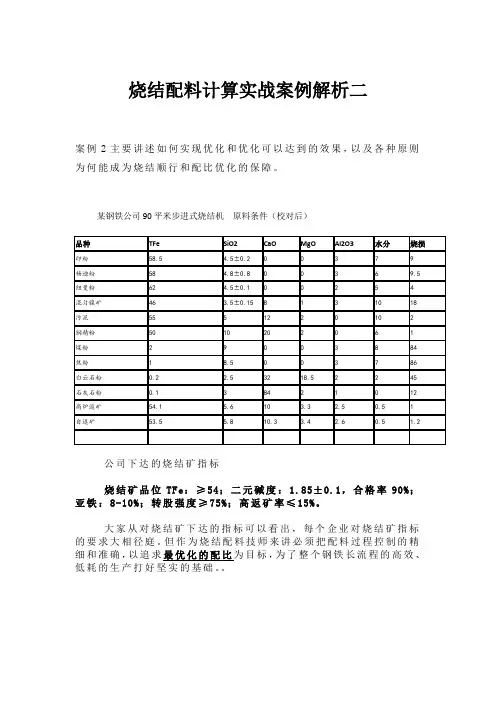
烧结配料计算实战案例解析二案例2主要讲述如何实现优化和优化可以达到的效果,以及各种原则为何能成为烧结顺行和配比优化的保障。
某钢铁公司90平米步进式烧结机原料条件(校对后)公司下达的烧结矿指标烧结矿品位TFe:≥54;二元碱度:1.85±0.1,合格率90%;亚铁:8-10%;转股强度≥75%;高返矿率≤15%。
大家从对烧结矿下达的指标可以看出,每个企业对烧结矿指标的要求大相径庭。
但作为烧结配料技师来讲必须把配料过程控制的精细和准确,以追求最优化的配比为目标,为了整个钢铁长流程的高效、低耗的生产打好坚实的基础。
对比说明:①优化前原配比把燃料配比不计入烧结配比100%内,造成烧结矿烧损计算不准确、烧结物料成分带入量不准确,计算矿相组成和实际矿相组成偏差较大,最终导致烧结矿整体预想成分不准确;实际烧成量比计算出的烧成量小,造成烧结生产概念性错误,同时造成配入量不准确,导致所有的产量、原料消耗和库存量不准确,成本难以核算。
②优化前白云石用量少,碳酸盐配加量不够,氧化镁和三氧化二铝比值为0.8,二元碱度和四元碱度的比值为1.24,这样情况下导致焙烧过程料面收缩不够,烧结矿结矿困难,烧结矿机械强度差,粉化率提高,返矿增加,产量降低,成本升高。
③优化前生石灰配加量大,在有粒度很好的镍矿配入、烧结焙烧过程料面透气性好的情况下配入大量生石灰只会降低烧结矿结矿强度,增加返矿,增加成本。
④优化前由于杨迪粉二氧化硅波动大,配加量大造成烧结矿中二氧化硅量波动大,二元碱度波动大,碱度合格率低。
优化后用全量公式核算各种铁粉历次化验成分,确定杨迪粉二氧化硅含量在4-5.6%之间波动较大,减少杨迪粉配加量,增加了印粉配加量,大幅度提高了碱度合格率。
很多情况下:铁料的全铁比较稳定,二氧化硅和结晶水互补性波动。
⑤优化前由于矿相结构、物料组成不合理返矿产生和配入量较大;优化后返矿减少,产量提高,成本降低。
⑥优化前实际生产数值:烧结矿碱度合格率/月=85%;烧结矿转股系数/月=73~75;烧结综合返矿率20~23;烧结机利用系数:1.35。
烧结矿的配料烧结矿是根据什么来配料的,它的比例怎样算(人工配料法)最佳答案1.烧结的概念将各种粉状含铁原料,配入适量的燃料和熔剂,加入适量的水,经混合和造球后在烧结设备上使物料发生一系列物理化学变化,将矿粉颗粒黏结成块的过程。
2. 烧结生产的工艺流程目前生产上广泛采用带式抽风烧结机生产烧结矿。
烧结生产的工艺流程如图2—4所示。
主要包括烧结料的准备,配料与混合,烧结和产品处理等工序。
抽风烧结工艺流程◆烧结原料的准备①含铁原料含铁量较高、粒度<5mm的矿粉,铁精矿,高炉炉尘,轧钢皮,钢渣等。
一般要求含铁原料品位高,成分稳定,杂质少。
②熔剂要求熔剂中有效CaO含量高,杂质少,成分稳定,含水3%左右,粒度小于3mm 的占90%以上。
在烧结料中加入一定量的白云石,使烧结矿含有适当的MgO,对烧结过程有良好的作用,可以提高烧结矿的质量。
③燃料主要为焦粉和无烟煤。
对燃料的要求是固定碳含量高,灰分低,挥发分低,含硫低,成分稳定,含水小于10%,粒度小于3mm的占95%以上。
对入厂烧结原料的一般要求见表2—2。
入厂烧结原料一般要求◆配料与混合①配料配料目的:获得化学成分和物理性质稳定的烧结矿,满足高炉冶炼的要求。
常用的配料方法:容积配料法和质量配料法。
容积配料法是基于物料堆积密度不变,原料的质量与体积成比例这一条件进行的。
准确性较差。
质量配料法是按原料的质量配料。
比容积法准确,便于实现自动化。
②混合混合目的:使烧结料的成分均匀,水分合适,易于造球,从而获得粒度组成良好的烧结混合料,以保证烧结矿的质量和提高产量。
混合作业:加水润湿、混匀和造球。
根据原料性质不同,可采用一次混合或二次混合两种流程。
一次混合的目的:润湿与混匀,当加热返矿时还可使物料预热。
二次混合的目的:继续混匀,造球,以改善烧结料层透气性。
用粒度10~Omm的富矿粉烧结时,因其粒度已经达到造球需要,采用一次混合,混合时间约50s。
使用细磨精矿粉烧结时,因粒度过细,料层透气性差,为改善透气性,必须在混合过程中造球,所以采用二次混合,混合时间一般不少于2.5~3min。
烧结关键工艺控制要求一、目的为进一步梳理烧结区域生产工艺技术管理程序,逐步推进烧结生产工艺技术的标准化管理,有效提升管理质量及效率。
现对烧结生产各环节工艺控制点进行初步的标准梳理,编制烧结关键工艺控制点控制标准。
二、标准制定的原则1. 有利于质量稳定、指标改善、成本降低、产能发挥及环保达标。
2.1#、3#烧结为同机型,原则上各环节控制标准内容一致,因具体设备负荷、环保设施差异等影响,标准制定略有区别。
2#烧结因扩容改造,设备及部分工艺控制参数变动较大,需逐步对控制标准进行优化。
3.出现因设备、工艺技术改造及原燃料条件变动等影响,确需对标准进行重新修订或补充的,由烧结主管工程师组织讨论后,报技术总工审批。
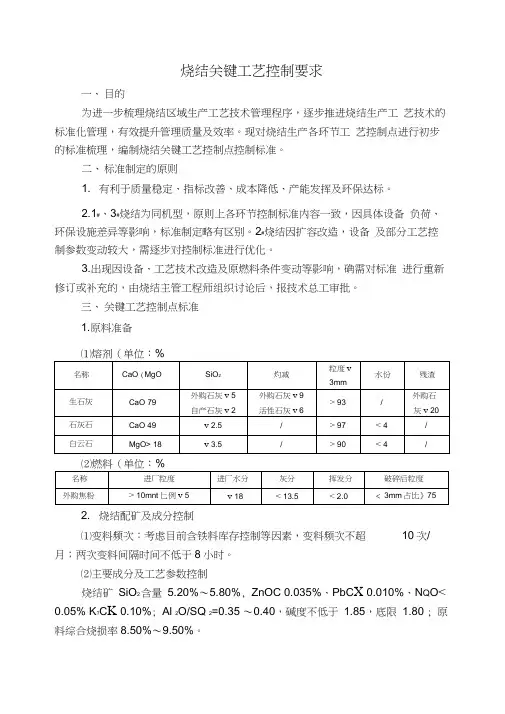
三、关键工艺控制点标准1.原料准备⑴熔剂(单位:%⑵燃料(单位:%2. 烧结配矿及成分控制⑴变料频次:考虑目前含铁料库存控制等因素,变料频次不超10次/月;两次变料间隔时间不低于8小时。
⑵主要成分及工艺参数控制烧结矿SiO2含量5.20%〜5.80%, ZnOC 0.035%、PbC X 0.010%、N Q O< 0.05% K?C K 0.10%; Al 2O/SQ 2=0.35 〜0.40,碱度不低于1.85,底限1.80 ; 原料综合烧损率8.50%〜9.50%。
⑶变动幅度变料前后烧结矿SiO2含量变动量w 0.20%;碱度变动量+0.10倍-0.05倍; TFe 变动量w 0.50%。
3. 配混料⑴保证下料准确、稳定控制烧结矿化学成分在要求范围内,对各种原料计量、粒度检测做到真实记录。
⑵监督检测各种原料质量情况(粒度、颜色、成分等)。
规范取、制样,确保试样具有代表性。
⑶工艺皮带秤校秤周期:正常情况下,含铁料皮带秤校验在计划检修或具有空仓时进行校验;必要时紧急校验。
燃料熔剂计量秤在计划检修时校验。
⑷各种原料断料时长不得超过3 分钟。
出现长时间(大于3 分钟)断料时,以SiO2、CaO含量相近的料种进行相互替代,即实现熔剂配比微调为原则进行配比调整,确保烧结矿成分稳定。
探究降低烧结工艺能耗的措施
降低烧结工艺能耗是针对烧结过程中能源消耗较高的问题进行探究和改进的过程。
以下是一些降低烧结工艺能耗的措施:
1. 优化燃烧系统:通过优化燃烧系统的设计和调整,提高燃烧效率,减少燃料的消耗量。
可以采用先进的燃烧装置和技术,如喷嘴混合燃烧技术、高效燃烧室设计等。
2. 提高热能回收利用率:热能回收是有效降低能耗的关键手段之一。
可以利用烟气余热进行废热回收,用于预热燃料、蒸汽发生器或发电等,进一步降低烧结过程中的能源消耗。
3. 优化烧结工艺参数:通过合理调整烧结工艺的参数,如烧结温度、保持时间、烧结气氛等,达到更高的烧结质量同时降低能耗。
可以采用烧结过程模拟软件辅助优化工艺参数的选择。
4. 推广节能型设备:选择和推广使用节能型烧结设备,如高效节能型烧结机、节能型烘干机、节能型循环风机等,减少能源的损耗,提高设备的能源利用率。
5. 采用先进的烧结辅助材料:烧结辅助材料的选择也对烧结过程中能耗的降低起到一定作用。
可以选择具有较好烧结活性和烧结机理的辅助材料,如球团剂、结型剂等,提高矿石的烧结效果,减少能源的消耗。
6. 加强能源管理:建立完善的能源管理体系,通过能源计量、统计、分析等手段,对能源的使用情况进行监控和管理,发现并优化能源消耗高的环节。
7. 加强技术培训和员工意识:加强对员工的能源管理和节能减排知识培训,提高员工的节能意识,使每个员工在自己的工作中都能发挥节能的作用,从而实现整体能耗的降低。
降低烧结工艺能耗是一个复杂而系统的工程,需要从不同方面共同努力。
上述措施只是其中的一部分,实际应用时需要根据具体情况进行综合考虑和实施。
烧结配料优化熔剂结构的攻关实践优化烧结熔剂配料结构提高烧结产质量攻关实践1 前言我厂原15.4m的烧结机经过三次扩容改造,现烧结机有效面积为25.34m。
2004年9月30日,作为2高炉扩容改造最大配套改造项目――烧结系统改造完成,点火生产。
此次改造,烧结机设计台时产量49t,年烧结矿生产能力将达到40万t。
但在实际生产过程中烧结机台时产量从未达到设计能力,平均仅为44.08t/台时,烧结矿合格率为76.76%(2004年10月至2006年6月统计指标,见附表)。
三座高炉因烧结矿比例结构很低,仅维持生产了七个月时间,被迫组织两座高炉生产,而烧结矿配比也在55%以下,高炉炉料结构不合理,严重制约了高炉生产的稳定顺行和经济指标的提高。
因此,如何提高烧结台时产量,提高烧结矿合格率,使烧结矿产质量稳定提高,已成为我厂的迫切要求。
为此,我们从影响烧结矿产质量指标的各个方面(如原料、设备、生产组织)入手,进行了分析和技术攻关,使烧结台时产量大幅度提高,平均为51.02t,超攻关目标3.02t,烧结矿合格率有了进一步稳定和提高,平均达88.92%,比攻关目标提高8.92%。
2 原因分析2.1 烧结铁料粒度:烧结料中烧结矿粉、球团矿粉、原矿粉粒度较粗,8mm平均占36%,最高时8mm占到70%,且粒级差大,2#2 原矿粉粒度波动尤为突出。
2.2 熔剂成份:烧结配料熔剂有石灰石、生石灰、消石灰三种,品种多,CaO含量低,成分波动大。
尤其是消石灰粉由多个厂家提供,CaO 在53.24-66.67%之间,平均仅为59.53%,SiO2在2.54-12.9%之间,平均约为6.89%,H2O在10%-20%,平均约为16.11%,水分、化学成分波动极大,且生烧严重,同时多家消石灰不能均衡进货,中和混匀工作难以作为。
2.3 熔剂粒度:石灰石粉3mm达85%以上,生石灰粉3mm达95%以上,二者相对稳定,能够基本满足生产需要。