包装印刷设备之袋装机械概述
- 格式:pptx
- 大小:1.29 MB
- 文档页数:32

一、概述
长久以来,套袋切缝机在输送编织袋时,编
织袋在圆筒编织机生产过程中普遍存在部分袋体
缺失编织线的情况,缺失部分和正常部分一并成
卷,现有的编织袋输送装置只能机械式的送料,
不能将编织线缺失的破损编织袋检测和移出,将
造成破损编织袋流入合格品并打包,影响产品质
量和使用。目前套袋切缝机在编织袋切断以后,
一般采用热熔刀两端的滚搓装置对袋口进行揉搓
打开,为下一工序套内膜袋做准备,此结构搓完
袋口后,仍然存在袋口部分有粘连的情况,无法
保证袋口的两端贯通,容易造成套内膜失败的故
障,影响生产效率;同时在套袋切缝机的输送内
膜袋的过程中,伺服电机通过皮带,带动一对滚
轮夹住内膜袋向前输送,成卷的内膜袋经过多次
缠绕,产生了较大的阻力,加上摆架的自重,此
时出膜伺服电机承受的负载较大,另外内膜袋自
身带有不稳定的静电,偶尔吸附在滚轮和钢板上,
造成出料时的阻力时大时小,所以出膜伺服电机的负载存在变化,造成出袋长短不一,导致质量
问题,影响整机正常生产。
现有编织袋包装设备,功能相对单一,要么
适合编织袋切缝,要么可以将编织袋内膜袋套合
再切缝,要么对成卷的无字编织袋进行成卷印刷,
不能生产出一个带印刷的外袋内袋切缝完成的袋
子。针对现有技术中存在的问题,本文介绍了一
种全自动编织袋套袋切缝印刷一体机,通过设置
送袋装置、检测装置、移出装置、双头搓袋口装
置、双伺服电机自动送内膜袋装置和印刷装置实
现了编织袋的质量检测、编织袋的生产加工和编
织袋表面图案加工的一体化,解决了现在设备功
能单一的问题。
二、技术方案
包括送袋装置、检测装置、移出装置、双头
搓袋口装置、双伺服电机自动送内膜袋装置和印
刷装置,所述送袋装置、检测装置、移出装置、
双头搓袋口装置、双伺服电机自动送内膜袋装置
和印刷装置依次首尾连接在一起构成本文的全自
一种全自动编织袋套袋切缝印刷一体机
王仁龙 整理
摘 要:本文介绍一种全自动编织袋套袋切缝印刷一体机,涉及一种机电一体化技术领域,包括送袋装

包装设备使用说明书
使用说明书
包装设备
一、简介
包装设备是用于产品包装的机械设备,主要用于将产品进行包装、封装和标识等工作。本使用说明书将详细介绍包装设备的各项功能和操作方法,以帮助用户正确、高效地使用该设备。
二、设备组成
1. 运输系统:包括传送带、输送机等,用于将产品从生产线运送到包装工作台。
2. 包装工作台:提供工作空间,使操作人员方便地放置产品和进行包装操作。
3. 包装机构:包括包装纸张供给装置、封口装置、贴标装置等,用于完成包装过程中的各项任务。
4. 电气控制系统:包括电控柜、控制面板等,用于控制整个包装设备的运行和各项功能的调节。
三、使用方法
1. 运输系统操作:
a. 打开电源,启动运输系统。 b. 将待包装产品放置在传送带上,确保产品按照正常的顺序进行运输。
c. 检查传送带的运行状态,确保其正常工作。
2. 包装工作台操作:
a. 将产品从运输系统上取下,放置在包装工作台上。
b. 根据产品尺寸和形状,调整工作台的位置和高度,以确保包装操作的顺利进行。
c. 在包装工作台上放置所需的包装材料,如纸箱、塑料袋等。
3. 包装机构操作:
a. 根据产品尺寸,调整包装纸张供给装置的宽度和长度。
b. 确保封口装置和贴标装置的正常运行,并进行必要的调试和校准。
c. 将包装纸张正确放置在包装机构上,并启动该装置进行包装。
4. 电气控制系统操作:
a. 打开电控柜,确保电气设备的供电正常。
b. 使用控制面板对包装设备进行各项功能的调节和控制,如速度调节、温度控制等。
c. 监控电气设备的运行情况,及时处理异常情况,确保设备的正常使用。 四、注意事项
1. 在使用包装设备前,必须对设备进行检查和维护,确保各部分的正常运行和安全性。
2. 在操作包装设备时,注意安全防护措施,避免发生意外伤害。
3. 包装材料的选用应符合产品的要求,避免对产品造成损害。
包装机械实验报告
实验名称:包装机械的应用实验
实验目的:
1. 了解包装机械的组成和原理。
2. 掌握不同类型包装机械的使用方法。
3. 熟悉包装机械的维修和保养。
实验仪器和材料:
1. 食品加工生产线
2. 真空包装机
3. 封口机
4. 热收缩包装机
实验原理:
包装机械是指用于包装产品的各种机械装置。包装机械可以分为:食品包装机械、医药包装机械、日化包装机械、工业包装机械等,根据不同的包装方式和包装要求,选择不同类型的包装机械。
本实验使用的四种包装机械的原理和实现功能分别如下:
1. 真空包装机原理:将被包装物放在密封袋中,在无氧或低氧状态下进行抽真空、密封包装。
2. 封口机原理:使用加热工艺对袋口进行加热,让袋口自动粘合,使其贴合稳定。
3. 热收缩包装机原理:将产品包装后,以热收缩薄膜覆盖在产品外层,加热后使薄膜收缩,紧贴产品表面。
实验步骤:
(1)将被包装物放入真空袋中;
(3)设置真空度和封口时间;
(4)启动真空包装机进行操作。 2. 封口机操作步骤:
(1)将袋子放置在加热板上;
(2)按下封口按钮,开始加热封口;
(3)加热完毕后,待袋口自动冷却成型后,即可取下袋子。
(1)将产品放置在热收缩薄膜内;
(2)调整热收缩薄膜的宽度,切断适当的长度;
(3)使用热枪加热薄膜,使其紧贴产品表面;
(4)收缩完毕后,取出产品包装即可。
实验结果:
通过本次实验,我们了解了包装机械的基本原理和组成,掌握了不同类型包装机械的使用方法,熟悉了包装机械的维修和保养。这将有助于我们在将来的生产实践中更加有效地利用包装机械,提高生产效率和产品质量。
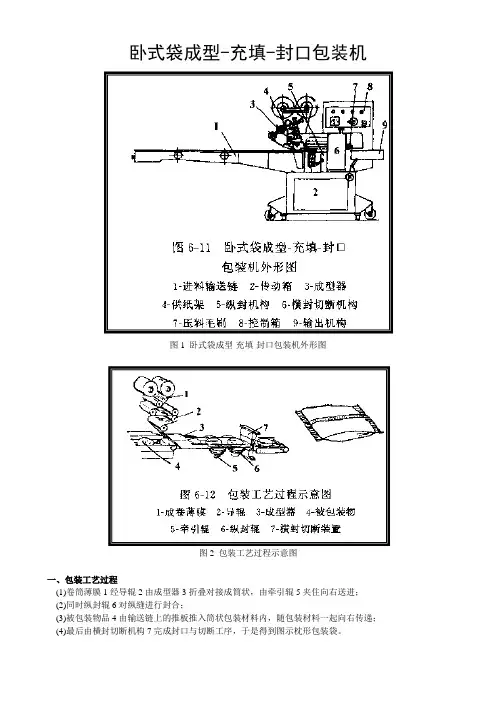
卧式袋成型-充填-封口包装机
图1 卧式袋成型-充填-封口包装机外形图
图2 包装工艺过程示意图
一、包装工艺过程
(1)卷筒薄膜1经导辊2由成型器3折叠对接成筒状,由牵引辊5夹住向右送进;
(2)同时纵封辊6对纵缝进行封合;
(3)被包装物品4由输送链上的推板推入筒状包装材料内,随包装材料一起向右传递;
(4)最后由横封切断机构7完成封口与切断工序,于是得到图示枕形包装袋。
图3 成型器外形图
二、成型器部件
图为成型器外形图。
该成型器是一种可以根据产品尺寸,随意改变包装袋宽度和高度的多用制袋器。它适应于需要包装多种规格产品的卧式枕形包装机。
(1)当物料宽度改变时,转动手轮9可改变两侧导板8之间的距离。
(2)吊架3可进行成型器的前后及高低位置的调整,以便与进料输送带配合。
(3)制袋成型器调整时,一般在宽度和厚度上均要与物料间留有3~5mm间隙,使略有尺寸偏差的物料仍能进行顺利包装。
(4)制袋成型器的底板必须低于进料输送带托板,并注意不要与进料推板发生干涉。
图4 连续输膜辊、纵封器机构简图
三、辊式输送、纵封器机构
1.组成及工作原理
在袋子成型—充填—封口过程中,纵封器是完成袋成型后的纵缝热封合的一种装置。图所示为连续辊式输送、纵封器机构结构简图。
辊式输送、纵封器机构适合于复合包装材料连续制袋时纵向接缝的封合,它由输送、纵封两部分组成。
输送、纵封由两对滚轮l和3分别完成,为保证输送、纵封的送纸速度一致,在滚轮1、3之间的传动链上装有可进行微调整的锥形无级变速器。每对滚轮之间所需压紧力通过调节拉伸弹簧5的预紧力而实现。
第一对滚轮1主要用于牵引、输送包装材料。
为便于包装材料开始输送时引入两滚轮之间,所以设有操纵手柄2,当手柄转动时,由于转轴上偏心凸轮的作用使两滚轮脱开或合上。
第二对滚轮3除用于输送外,主要用于热封包装材料,因此两滚轮内均装有加热器9。