注塑件公差标准[资料]
- 格式:pdf
- 大小:486.75 KB
- 文档页数:6
![注塑件公差标准[资料]](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/5b0be202c281e53a5802ff7f.webp)

汽车注塑件国标公差范围
汽车注塑件国标公差范围
汽车注塑件是汽车零部件的组成部分之一,其精度要求较高。
因此,国家对汽车注塑件的公差范围做了严格的规定,以确保其质量稳定、功能可靠。
以下是汽车注塑件的国标公差范围的详细说明。
化学类注塑件
化学类注塑件包括防冻液壶、燃油管道等零部件,其公差范围为+/-0.3mm。
这种注塑件要求化学性能稳定,耐腐蚀性好,以确保汽车长期的使用安全。
电子类注塑件
电子类注塑件包括车内照明灯、点烟器等零部件,其公差范围为+/-0.2mm。
这种注塑件的要求是电气性能稳定、不发热、不损坏车辆电池等部件,以确保汽车电气系统的正常运行。
机械类注塑件
机械类注塑件包括汽车灯壳、前鼻子等零部件,其公差范围为+/-
0.5mm。
这种注塑件要求强度高、耐磨性好、表面光滑,以确保汽车的外观美观和行驶的安全。
内饰类注塑件
内饰类注塑件包括门把手、仪表盘等零部件,其公差范围为+/-
0.2mm~+/-0.5mm。
这种注塑件要求外形美观、手感舒适、颜色稳定,
以确保汽车内部的装饰效果和人机交互的舒适性。
总结
汽车注塑件国标公差范围的规定是为了确保汽车零部件的质量和性能。
各类注塑件的公差范围的不同是因为其用途和要求的性能不同,也反
映了制造工艺的技术水平。
只有严格遵守国标公差范围的要求,才能
生产出高质量、高性能、高可靠性的汽车注塑件。
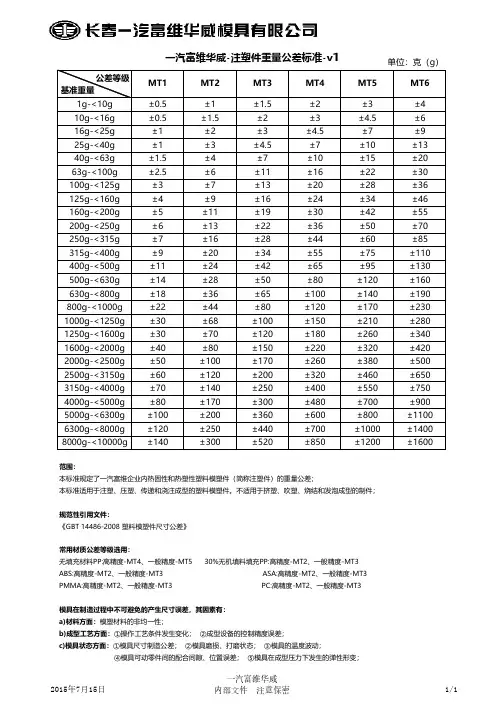
范围:
本标准规定了一汽富维企业内热固性和热塑性塑料模塑件(简称注塑件)的重量公差;
本标准适用于注塑、压塑、传递和浇注成型的塑料模塑件。
不适用于挤塑、吹塑、烧结和发泡成型的制件;
规范性引用文件:
《GBT 14486-2008 塑料模塑件尺寸公差》
常用材质公差等级选用:
无填充材料PP:高精度-MT4、一般精度-MT5 30%无机填料填充PP:高精度-MT2、一般精度-MT3
ABS:高精度-MT2、一般精度-MT3 ASA:高精度-MT2、一般精度-MT3 PMMA:高精度-MT2、一般精度-MT3 PC:高精度-MT2、一般精度-MT3
模具在制造过程中不可避免的产生尺寸误差,其因素有:
a)材料方面:模塑材料的非均一性;
b)成型工艺方面:①操作工艺条件发生变化; ②成型设备的控制精度误差;
c)模具状态方面:①模具尺寸制造公差; ②模具磨损、打磨状态; ③模具的温度波动;
④模具可动零件间的配合间隙、位置误差; ⑤模具在成型压力下发生的弹性形变;
一汽富维华威-注塑件重量公差标准-v1单位:克(g)
2015年7月15日
一汽富维华威
内部文件注意保密1/1。

注塑件标准
一、材料标准
1.注塑件所使用的材料应符合相关标准和规定,确保材料的质量和稳定性。
2.材料应具有良好的加工性能,能够满足注塑工艺的要求。
3.材料应具有适当的强度、硬度、耐腐蚀性等性能,以满足使用要求。
二、尺寸标准
1.注塑件应按照设计图纸和相关标准进行制造,确保尺寸精度和稳定性。
2.注塑件尺寸的公差应符合相关标准和规定,以保证互换性和装配性。
三、外观标准
1.注塑件表面应光滑、平整,无明显的划痕、裂纹、气泡等缺陷。
2.注塑件的颜色、光泽度等外观质量应符合设计要求。
四、性能标准
1.注塑件应具有一定的机械强度、刚度、韧性等性能,以满足使用要求。
2.注塑件应具有良好的耐候性、耐腐蚀性、耐磨损性等性能,以保证使用寿
命。
五、测试方法标准
1.注塑件应按照相关标准和规定进行测试,包括尺寸检测、外观检测、性能
检测等。
2.测试方法应科学、合理,以保证测试结果的准确性和可靠性。
六、注塑工艺标准
1.注塑工艺应符合相关标准和规定,包括温度、压力、时间等参数的控制。
2.注塑过程中应严格控制材料温度、模具温度、注射速度等,以保证注塑件
的成型质量和稳定性。
七、包装运输标准
1.注塑件应按照相关标准和规定进行包装,以防止在运输过程中受到损坏。
2.包装应牢固、可靠,能够承受运输过程中的振动和冲击。
八、环保标准
1.注塑件的生产和使用应符合环保要求,减少对环境的影响。
2.应使用环保材料和工艺,以降低对环境的污染。

塑料件尺寸公差1. 范围 本标准规定了注射、压制、挤塑等成型的热塑性和热固性塑料(不包括二 次加工和发泡成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件和 测量方法。
本标准主要适用于电子产品用塑料件尺寸公差,其他产品用塑料件尺寸公 差,亦可参照采用。
2. 引用标准 下列标准所包含的条文,通过在标准中引用而构成本标准的条文。
在标准 出版时,所示版本均为有效。
所有标准都会被修订,使用标准的各方应探讨使 用下列标准最新版本的可能性。
公差与配合 总论 标准公差与基本偏差 光滑工件尺寸的检验 机械制图 尺寸公差与配合注法 3.1 基本尺寸 basic size 设计给定的尺寸。
3.2 实际尺寸 actral size 通过测量所得的尺寸。
3.3 尺寸公差 dimensional tolerance 允许尺寸的变动量。
3.4 尺寸偏差 dimensional deviation 某一尺寸减去基本尺寸所得的代数差。
3.5 塑料收缩率 plastic shringkage 塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。
3.6 径向收缩率 radial shringkage 指料流方向的塑料收缩率。
3.7 切向收缩率 tangential shringkage 指垂直于料流方向的塑料收缩率。
3.8 收缩特性值 contraction chararcteristic value 表示料流方向和垂直于料流方向的塑料综合收缩能力,以 2 倍径向减去切 向收缩的绝对值之差表示。
3.9 受模具活动部分影响的尺寸 size effected movable parts of mould 由模具活动零件决定的塑料件尺寸。
尺寸公差、偏关的规定基本尺寸范围为~3至600mm 。
基本尺寸分段~3至120mm 。
采用不均匀递 增数列:140~1600mm,采用R20优先数系。
2 公差等级及数值 公差等级分为 10 级,每一级公差数值按表 1 规定。