塑料制件公差表
- 格式:xls
- 大小:25.50 KB
- 文档页数:2
塑料适用于模塑零件的公差(热固及热塑性塑料)法语: Plastiques: tolerances applicables aux pieces moulees en plastiques ( thermodurcissables et thermoplastiques)英语: Plastics –Tolerances applicable to the plastics moulded parts (thermosetting and thermoplastic)德语: kunststoffe –T oleranzen Fur kunststoff-Formteile (Thermoplaste und duroplaste)由AFNOR(法国国家标准协会)主席决议于1987年9月5日批准、于1987年11月5日生效的法国标准取代1985年12月批准的同名标准说明本标准提供热塑性和热固性塑料在加工成型(压塑、注塑、搪塑)零件之后允许的公差, 但发泡和疏松塑料材料除外。
公差设置取决于相应尺寸、塑料类别及要求的公差等级(普通、加严、精度、高精度)。
这些以数字表示的数据应能与CAO(计算机辅助设计)相适配。
关键词技术通用词汇: 塑料、热塑性、热固性、塑料模压、材料技术条件, 尺寸公差, 数据表更改与前一个版本比较:-第2页, 表1, 第二栏, 3 类尺寸公差POM名称的意思已经更改, 即聚甲醛(L<150mm)(聚甲醛树脂)。
-第七页: 4.2节, 第一行, 酚醛塑料的符号原为D4(P42), 改为PF2。
-第12页, 表15, 第三栏第一行, 长度L≤10 的允差△α已更正, 为±1°30′改正塑料适用于模塑零件的公差(热固及热塑性塑料)前言在本标准公布之日, 尚无国际标准化组织(ISO)已生效的或正在起草的等同标准。
1.主题及应用范围:1.1本标准适用于确定热固性或热塑性塑料材料以模压、注塑或搪塑方式模塑出来的物品的公差。
塑料件尺寸公差1.范围本标准规定了注射、压制、挤塑等成型的热塑性和热固性塑料(不包括二次加工和发泡成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件和测量方法。
本标准主要适用于电子产品用塑料件尺寸公差,其他产品用塑料件尺寸公差,亦可参照采用。
2.引用标准下列标准所包含的条文,通过在标准中引用而构成本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能性。
GB1800-79 公差与配合总论标准公差与基本偏差GB3177-82 光滑工件尺寸的检验GJB4458.5-84 机械制图尺寸公差与配合注法3.定义3.1基本尺寸basic size设计给定的尺寸。
3.2实际尺寸actral size通过测量所得的尺寸。
3.3尺寸公差dimensional tolerance允许尺寸的变动量。
3.4尺寸偏差dimensional deviation某一尺寸减去基本尺寸所得的代数差。
3.5塑料收缩率plastic shringkage塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。
3.6径向收缩率radial shringkage指料流方向的塑料收缩率。
3.7切向收缩率tangential shringkage指垂直于料流方向的塑料收缩率。
3.8收缩特性值contraction chararcteristic value表示料流方向和垂直于料流方向的塑料综合收缩能力,以2倍径向减去切向收缩的绝对值之差表示。
3.9受模具活动部分影响的尺寸size effected movable parts of mould由模具活动零件决定的塑料件尺寸。
尺寸公差、偏关的规定基本尺寸范围为~3至600mm。
基本尺寸分段~3至120mm。
采用不均匀递增数列:140~1600mm,采用R20优先数系。
2公差等级及数值公差等级分为10级,每一级公差数值按表1规定。
表14.3 偏差的规定本标准只规定公差,而基本尺寸的上下偏差,可按需要分配。
其塑料件尺寸及公差标注指引Q/GAL04JS02C036—2011塑料件尺寸及公差标注指引1 范围本标准规定了设计注射、压制、挤塑等成型的热塑性和热固性塑料件(不包括二次加工和发泡成型塑料件)二维图纸的尺寸及公差标注的原则和标注方法。
本标准适用于家用空调用塑料件的二维图纸,其他产品或其他结构件(如钣金件、泡沫件等)可参照采用。
1 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
SJ/T10628 塑料件尺寸公差Q/GAL04JS02C006-2011 产品设计零(部)件图纸技术要求编写及使用规范Q/GAL04JS02C100-2011 塑料件通用设计规范2 正文2.1塑料件图纸尺寸标注原则➢塑料外观大件、遥控器外壳、风轮风叶、较复杂的塑料结构件:必须标注外形尺寸、定位尺寸、装配尺寸等关键尺寸、影响装配的尺寸必须标注公差;其余塑料件的所有尺寸均应在图纸中明确表示;➢重要尺寸必须标注具体的公差值;➢非重要尺寸如果其公差满足Q/GAL04JS02C006-2011《产品设计零(部)件图纸技术要求编写及使用规范》对应图纸技术要求模板的,按技术要求执行;如果不能满足的,应使用尺寸范围进行标识,如:4.1~4.3;(注1)➢如果零(部)件设计规范对尺寸(公差)有要求的,尺寸(公差)的标注应按相应的设计规范执行。
➢改模或后期进行了重大品质不符合项整改的尺寸必须作为重要尺寸进行控制。
此时其尺寸标注应按“4.1塑料件重要尺寸的标注方法”进行标注。
➢标注尺寸的位置应选择在容易进行测量的地方(特别是应考虑拔模斜度时的情况)。
➢为了便于识别更改的内容,在更改图纸时,应对划改尺寸或更改图线进行标识。
换改(替换)图纸时,也应在图纸更改处标注更改“标记”(版本号);(注2)Q/GAL04JS02C036—2011 注1:此时为了与重要尺寸相区别,不能采用公差的方式表示。
塑料件公差标准mt5范围
将公差种类分为A类和B类,其中:
A类为不受模具活动部分影响的尺寸公差值;
B类为受模具活动部分影响的尺寸公差值。
对于标注公差的尺寸,标准中只规定公差值,上、下偏差可根据工程的实际需要分配:
公差等级MT5,基本尺寸20时,A类公差0.44,B类公差0.64;
公差等级MT5,基本尺寸75时,A类公差0.86,B类公差1.06。
未注公差的尺寸公差:
公差等级MT5,基本尺寸20时,A类公差±0.22,B类公差±0.32;
公差等级MT5,基本尺寸75时,A类公差±0.43,B类公差±0.53。
根据标准公差计算公式,每有一个基本尺寸就应该有一个相对应的公差值。
但在生产实践中基本尺寸太多,就会形成一个庞大的公差数值表,给生产带来很多困难。
为了减少公差数目,统一公差值,简化公差表格,特别考虑到便于应用,国家标准对基本尺寸进行了分段。
尺寸分段后,对同一尺寸分段内的所有基本尺寸,在相同公差等级的情况下,规定相同的标准公差。
国家标准基本尺寸主段落和中间。
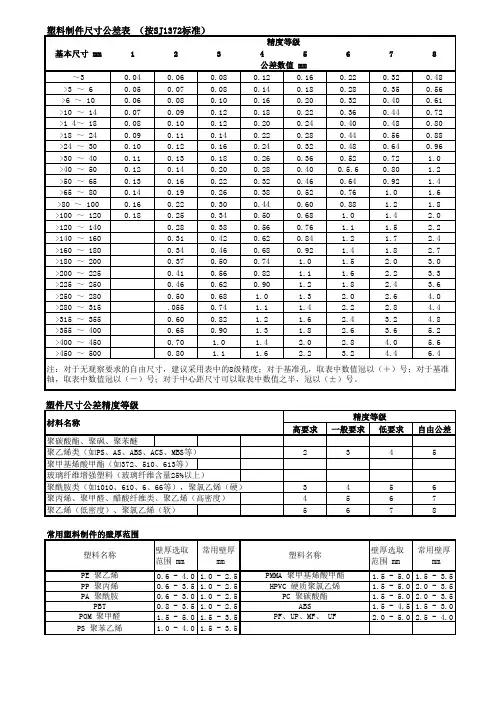
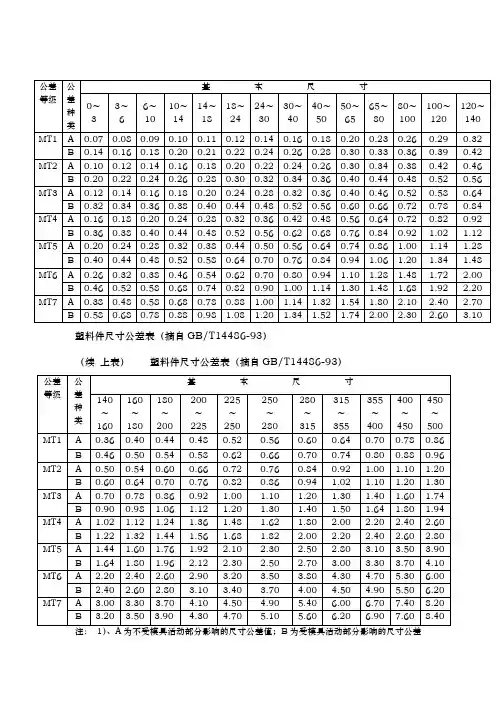
塑料件尺寸公差表(摘自GB/T14486-93)
(续上表)塑料件尺寸公差表(摘自GB/T14486-93)
值;
2)、《公差等级》按下页《常用材料模塑件公差等级选用表》确定。
常用材料模塑件公差等级选用表(摘自GB/T14486-93)
平冲压件尺寸公差表(摘自GB/T13914-1992)冲裁
成形冲压件尺寸公差表(摘自GB/T13914-1992)弯形
平冲压件尺寸公差等级选用表(摘自GB/T13914-1992)冲裁成形冲压件尺寸公差等级选用表(摘自GB/T13914-1992)弯形
冲压件冲裁角度公差表(注单项“+”或“-”偏差)(摘自GB/T13915-1992)冲裁
2)、未注公差的角度极限偏差,取上表中给出的公差值的一半,冠以“±”号作为上下偏差。
冲压件弯曲角度公差表(注单项“+”或“-”偏差)(摘自GB/T13915-1992)弯曲
2)、未注公差的角度极限偏差,取上表中给出的公差值的一半,冠以“±”号作为上下偏差。
冲压件冲裁角度公差等级选用表(摘自GB/T13915-1992)冲裁
冲压件弯曲角度公差等级选用表(摘自GB/T13915-1992)弯曲
平行度、垂直度公差表(摘自GB/T1184)同轴度、对称度公差表(摘自GB/T1184)
冲裁件未注公差尺寸极限表(摘自GB/T15055-94)《冲裁》
弯形件未注公差尺寸极限表(摘自GB/T15055-94)《弯形》(mm)
未注公差尺寸的极限偏差(线性尺寸)(摘自GB/T1804-2000)
m m
未注公差尺寸的极限偏差(倒圆和倒角高度尺寸)(摘自GB/T1804-2000)
m m。
塑料件尺寸公差1.范围本标准规定了注射、压制、挤塑等成型的热塑性和热固性塑料(不包括二次加工和发泡成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件和测量方法。
本标准主要适用于电子产品用塑料件尺寸公差,其他产品用塑料件尺寸公差,亦可参照采用。
2.引用标准下列标准所包含的条文,通过在标准中引用而构成本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能性。
GB1800-79 公差与配合总论标准公差与基本偏差GB3177-82 光滑工件尺寸的检验机械制图尺寸公差与配合注法3.定义基本尺寸basic size设计给定的尺寸。
实际尺寸actral size通过测量所得的尺寸。
尺寸公差dimensional tolerance允许尺寸的变动量。
尺寸偏差dimensional deviation某一尺寸减去基本尺寸所得的代数差。
塑料收缩率plastic shringkage塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。
径向收缩率radial shringkage指料流方向的塑料收缩率。
切向收缩率tangential shringkage指垂直于料流方向的塑料收缩率。
收缩特性值contraction chararcteristic value表示料流方向和垂直于料流方向的塑料综合收缩能力,以2倍径向减去切向收缩的绝对值之差表示。
受模具活动部分影响的尺寸size effected movable parts of mould由模具活动零件决定的塑料件尺寸。
尺寸公差、偏关的规定基本尺寸范围为~3至600mm。
基本尺寸分段~3至120mm。
采用不均匀递增数列:140~1600mm,采用R20优先数系。
2公差等级及数值公差等级分为10级,每一级公差数值按表1规定。
表14.3 偏差的规定本标准只规定公差,而基本尺寸的上下偏差,可按需要分配。
例如:Φ60mm 的6级公差为,其上下偏差可分配为:Φ60错误!mm,Φ60错误!mm,Φ60错误!mm,Φ60错误!mm,Φ60错误!mm 4.4 受模具活动部分影响的尺寸公差受模具活动部分影响的尺寸公差,为本标准规定的公差值与附加值之和。
塑料件公差标准mt5
GB/T14486-MT5公差是多少啊
公差等级MT5,基本尺寸20时,A类公差0.44,B类公差0.64;
公差等级MT5,基本尺寸75时,A类公差0.86,B类公差1.06。
尺寸公差:
尺寸公差简称公差,是指最大极限尺寸减最小极限尺寸之差的绝对值,或上偏差减下偏差之差。
它是容许尺寸的变动量。
尺寸公差是一个没有符号的绝对值。
极限偏差=极限尺寸-基本尺寸,上偏差=最大极限尺寸-基本尺寸,下偏差=最小极限尺寸-基本尺寸。
尺寸公差是指在切削加工中零件尺寸允许的变动量。
在基本尺寸相同的情况下,尺寸公差愈小,则尺寸精度愈高。
尺寸公差等于最大极限尺寸与最小极限尺寸之差,或等于上偏差与下偏差之差。
附表:。
塑料件尺寸公差表(摘自GB/T14486-93)
(续上表)塑料件尺寸公差表(摘自GB/T14486-93)
值;
2)、《公差等级》按下页《常用材料模塑件公差等级选用表》确定。
常用材料模塑件公差等级选用表(摘自GB/T14486-93)
平冲压件尺寸公差表(摘自GB/T13914-1992)冲裁
成形冲压件尺寸公差表(摘自GB/T13914-1992)弯形
平冲压件尺寸公差等级选用表(摘自GB/T13914-1992)冲裁成形冲压件尺寸公差等级选用表(摘自GB/T13914-1992)弯形
冲压件冲裁角度公差表(注单项“+”或“-”偏差)(摘自GB/T13915-1992)冲裁
2)、未注公差的角度极限偏差,取上表中给出的公差值的一半,冠以“±”号作为上下偏差。
冲压件弯曲角度公差表(注单项“+”或“-”偏差)(摘自GB/T13915-1992)弯曲
2)、未注公差的角度极限偏差,取上表中给出的公差值的一半,冠以“±”号作为上下偏差。
冲压件冲裁角度公差等级选用表(摘自GB/T13915-1992)冲裁
冲压件弯曲角度公差等级选用表(摘自GB/T13915-1992)弯曲
平行度、垂直度公差表(摘自GB/T1184)同轴度、对称度公差表(摘自GB/T1184)
冲裁件未注公差尺寸极限表(摘自GB/T15055-94)《冲裁》
弯形件未注公差尺寸极限表(摘自GB/T15055-94)《弯形》(mm)
未注公差尺寸的极限偏差(线性尺寸)(摘自GB/T1804-2000)
m m
未注公差尺寸的极限偏差(倒圆和倒角高度尺寸)(摘自GB/T1804-2000)
m m。