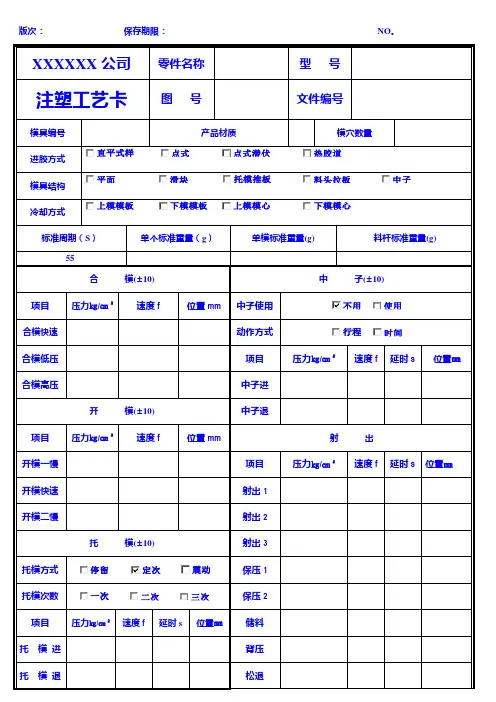
版次:保存期限:NO。
XXXXXX公司
零件名称
型 号
注塑工艺卡
图 号
文件编号
模具编号产品材质模穴来自量进胶方式模具结构
冷却方式
标准周期(S)
单个标准重量(g)
单模标准重量(g)
料杆标准重量(g)
55
合模(±10)
中子(±10)
项目
压力㎏/㎝2
速度f
位置mm
中子使用
合模快速
动作方式
合模低压
项目
压力㎏/㎝2
H2
H3
H4
备注:
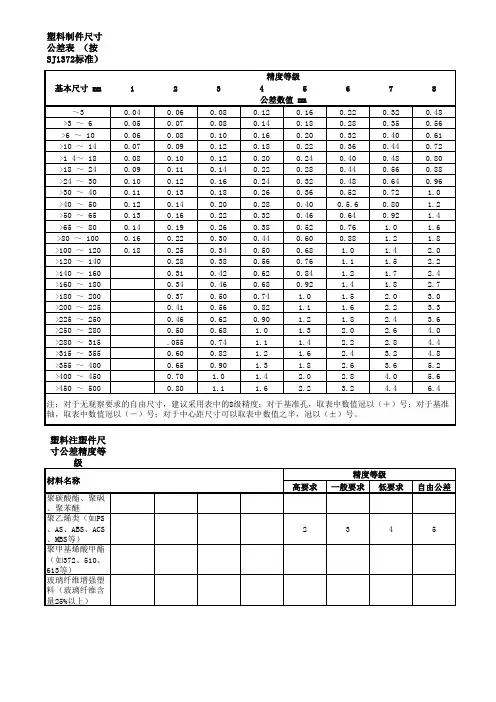
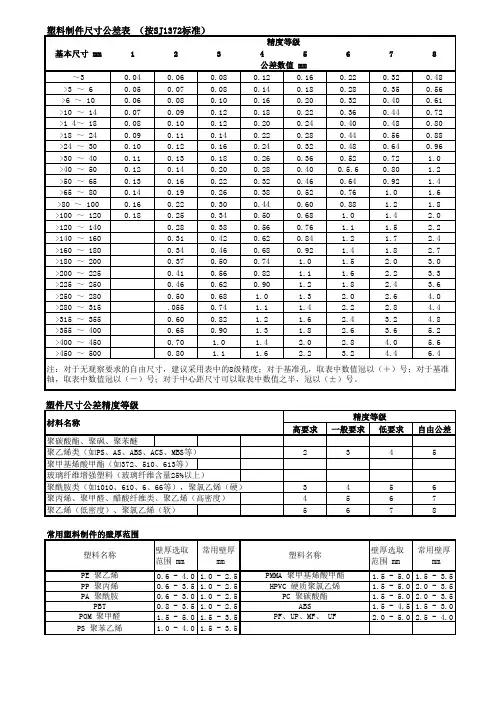
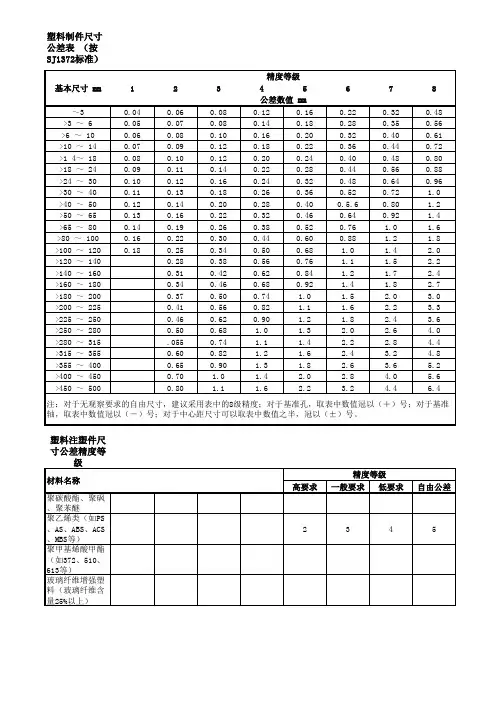
(1)注塑件尺寸公差应符合产品图纸要求。
(2)注塑件外观应光洁,不允许有色差;气泡;飞边;缩痕顶白;充料不足;开裂;变形;擦毛等缺陷。
(3)字板商标;认证标记等字符要清楚和正确,符合订单之要求.
(4)根据不同批次原料来调整以上工艺参数,并记录。
(5)拌色料的冷却时间在原基础上再加十秒.
速度f
延时s
位置㎜
合模高压
中子进
开模(±10)
中子退
项目
压力㎏/㎝2
速度f
位置mm
射出
开模一慢
项目
压力㎏/㎝2
速度f
延时s
位置㎜
开模快速
射出1
开模二慢
射出2
托模(±10)
射出3
托模方式
保压1
托模次数
保压2
项目
压力㎏/㎝2
速度f
延时s
位置㎜
储料
托模进
背压
托模退
松退
示图:
冷却
料管温度℃(±15℃)
喷嘴
H1
标准工时(秒/件)
定额(模/6h)