塑料件尺寸公差
- 格式:doc
- 大小:235.50 KB
- 文档页数:10

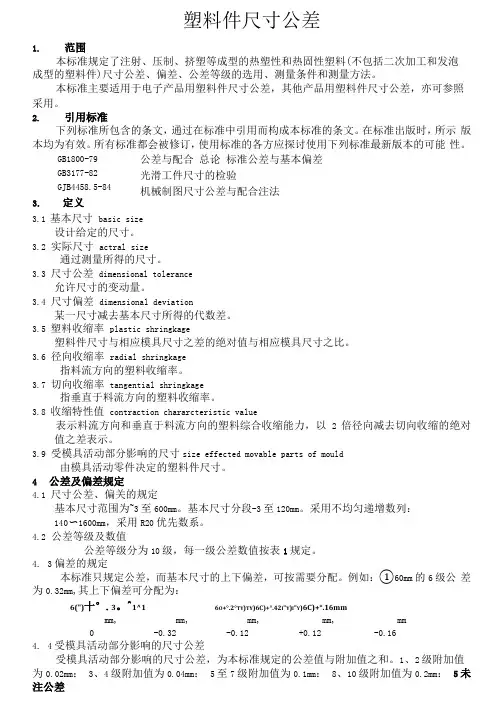
塑料件尺寸公差1.范围本标准规定了注射、压制、挤塑等成型的热塑性和热固性塑料(不包括二次加工和发泡成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件和测量方法。
本标准主要适用于电子产品用塑料件尺寸公差,其他产品用塑料件尺寸公差,亦可参照采用。
2.引用标准下列标准所包含的条文,通过在标准中引用而构成本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能性。
GB1800-79 公差与配合总论标准公差与基本偏差GB3177-82 光滑工件尺寸的检验机械制图尺寸公差与配合注法3.定义基本尺寸basic size设计给定的尺寸。
实际尺寸actral size通过测量所得的尺寸。
尺寸公差dimensional tolerance允许尺寸的变动量。
尺寸偏差dimensional deviation某一尺寸减去基本尺寸所得的代数差。
塑料收缩率plastic shringkage塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。
径向收缩率radial shringkage指料流方向的塑料收缩率。
切向收缩率tangential shringkage指垂直于料流方向的塑料收缩率。
收缩特性值contraction chararcteristic value表示料流方向和垂直于料流方向的塑料综合收缩能力,以2倍径向减去切向收缩的绝对值之差表示。
受模具活动部分影响的尺寸size effected movable parts of mould由模具活动零件决定的塑料件尺寸。
尺寸公差、偏关的规定基本尺寸范围为~3至600mm。
基本尺寸分段~3至120mm。
采用不均匀递增数列:140~1600mm,采用R20优先数系。
2公差等级及数值公差等级分为10级,每一级公差数值按表1规定。
表14.3 偏差的规定本标准只规定公差,而基本尺寸的上下偏差,可按需要分配。
例如:Φ60mm的6级公差为,其上下偏差可分配为:Φ60错误!mm,Φ60错误!mm,Φ60错误!mm,Φ60错误!mm,Φ60错误!mm 4.4 受模具活动部分影响的尺寸公差受模具活动部分影响的尺寸公差,为本标准规定的公差值与附加值之和。
塑料件公差尺寸分析(基于GB/T 14486-1993)原创作品,多多鼓励毫无疑问,塑料产品的尺寸公差定义标准是关系到塑料件整体制造水平的一个基础标准。
因此就目前广泛使用的GB/T14486-1993进行分析,并就个人认识,提出一点意见,供大家讨论希望各位网友多多指点。
GB/T 14486-1993,是专门针对注射塑料制品的尺寸公差较为合理的标准。
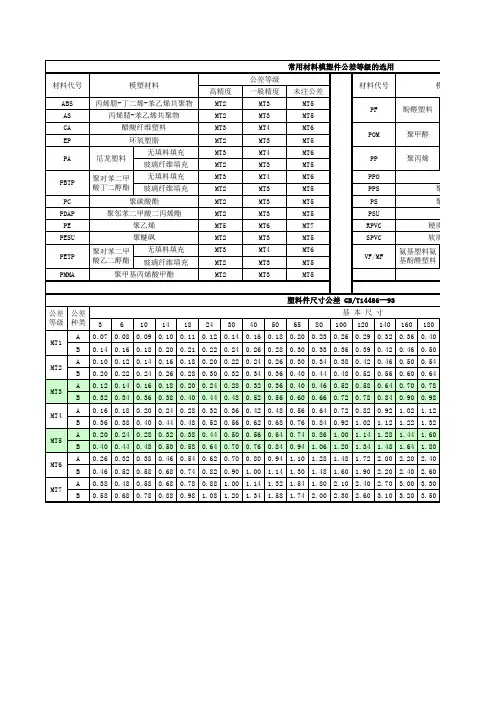
它根据材料的收缩特性,将公差分成7个等级。
可以分别选择高精度,一般精度和未注公差尺寸。
并且根据制品在模具中受到的限制,分为a、b两类公差数值。
对于基本尺寸的分段,完全采用GB/T1800-1998的分段原则,采用R10、R20优先数系。
在GB/T 14486公差的标注上,对于有公差要求的等级,标注允许偏差,设计者可以根据需要选择上下偏差。
对于未注公差的尺寸,采用双向等值偏差。
但是,此标准缺少500mm以上尺寸时的公差。
并且,在公差数值较大时,分为a、b两类的意义不大。
下表列出了基本尺寸在0~500mm时,GB/T14486的7个等级精度(a类)与某企业的塑件件公差大小(H曲线)。
从中可以看到,此企业的公差精度等级基本上相当于GB/T14486的4~5级精度。
以改性PP材料为例来说,在GB/T14486中,高精度推荐为3级精度,一般精度推荐为4级精度,未注明公差尺寸推荐为6级精度。
这在实际生产中也得到了大量的印证。
而H曲线显然是跨越了好几个精度等级。
作为未注公差,精度要求较高,如果此标准为需要标注的公差做参照,又低于一般精度。
对于500mm以上的尺寸,GB/T14486-1993并没有定义。
目前,塑料件尺寸大于500mm的不在少数,以后大尺寸的塑料制品也将越来越多。
这些制品也应该有一个合适的精度要求。
下图中H曲线依然是此公司的精度要求,可以看到,大于500mm以上的尺寸仅仅有3个区间。
以1200~2000mm尺寸来说,公差均为6mm,这对于改性PP材料来说,精度相当于GB/T14486中500mm尺寸的未注公差等级。
塑料件公差标准塑料件作为现代工业制造中不可或缺的一部分,在各种机械设备、电子产品和日常用品中都有着广泛的应用。
而塑料件的质量和尺寸精度往往直接影响着整个产品的质量和性能。
因此,塑料件的公差标准显得尤为重要。
首先,我们需要了解什么是公差。
公差是指零件尺寸允许偏离其公称尺寸的最大和最小限差。
在塑料件的生产过程中,由于各种原因,如模具磨损、材料收缩等,都会导致最终产品的尺寸与设计要求有所偏差。
因此,通过对塑料件的公差进行规定和控制,可以确保产品的尺寸精度和装配性能。
塑料件的公差标准通常包括了尺寸公差、形位公差和表面质量要求。
尺寸公差是指在零件的加工过程中,允许的尺寸偏差范围,通常用公差带来表示。
形位公差则是指零件的几何形状和位置之间的偏差范围,它包括了平面度、圆度、直线度等要求。
表面质量要求则是指零件表面的光洁度、瑕疵和氧化层等要求。
在实际生产中,塑料件的公差标准是由设计师根据产品的使用要求和生产工艺确定的。
一般来说,对于精度要求较高的产品,公差标准会相对严格,而对于一些一般要求的产品,则可以适当放宽公差标准。
此外,不同的塑料材料也会对公差标准产生影响,因为不同的材料具有不同的收缩率和热变形特性。
在塑料件的加工过程中,严格控制公差是非常重要的。
一方面,合理的公差设计可以减少生产成本,提高生产效率;另一方面,严格的公差控制可以确保产品的质量,提高产品的可靠性和使用寿命。
因此,生产厂家需要根据产品的实际需求,合理制定公差标准,并严格执行。
总之,塑料件的公差标准对产品的质量和性能有着直接的影响。
合理制定和严格执行公差标准,可以保证产品的尺寸精度和装配性能,提高产品的质量和可靠性,从而满足客户的需求,赢得市场竞争力。
因此,对于塑料件制造企业来说,加强对公差标准的研究和控制,是非常重要的。
塑料件公差标准塑料件的公差标准是指在塑料制品生产过程中,为了保证产品质量和尺寸精度的稳定性,对于尺寸公差、形位公差、表面质量等方面的要求所制定的标准。
塑料件公差标准的制定对于塑料制品的生产和质量控制起着至关重要的作用。
首先,尺寸公差是塑料件公差标准中最为重要的一部分。
尺寸公差是指零件尺寸允许的最大偏差范围,包括上偏差和下偏差。
在塑料件的生产过程中,尺寸公差的控制直接影响着产品的装配和使用效果。
因此,制定合理的尺寸公差标准对于塑料件的生产至关重要。
其次,形位公差也是塑料件公差标准中不可或缺的一部分。
形位公差是指零件各个特征之间的相对位置、方向、轴线、平面等方面的偏差范围。
形位公差的控制对于保证塑料件的装配精度和运行稳定性具有重要意义。
因此,在制定塑料件公差标准时,形位公差的要求也需要得到充分的重视。
另外,表面质量也是塑料件公差标准中不可忽视的一部分。
塑料制品的表面质量直接关系到产品的外观和使用寿命。
因此,在塑料件公差标准中,对于表面质量的要求也需要进行详细的规定,包括表面光洁度、表面平整度、表面粗糙度等方面的要求。
总的来说,塑料件公差标准的制定需要综合考虑尺寸公差、形位公差、表面质量等多个方面的要求,以确保塑料制品的质量和精度。
只有制定合理的塑料件公差标准,才能够保证塑料制品的生产质量和稳定性,满足客户的需求和要求。
因此,在塑料件的生产过程中,必须严格按照塑料件公差标准进行生产和质量控制。
只有这样,才能够生产出符合要求的塑料制品,提高产品的竞争力和市场占有率。
同时,制定合理的塑料件公差标准也有利于推动整个塑料制品行业的发展,提高产品的质量和技术水平,为行业的可持续发展做出贡献。
塑料件尺寸公差1.范围本标准规定了注射、压制、挤塑等成型的热塑性和热固性塑料(不包括二次加工和发泡成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件和测量方法。
本标准主要适用于电子产品用塑料件尺寸公差,其他产品用塑料件尺寸公差,亦可参照采用。
2.引用标准下列标准所包含的条文,通过在标准中引用而构成本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能性。
GB1800-79 公差与配合总论标准公差与基本偏差GB3177-82 光滑工件尺寸的检验GJB4458.5-84 机械制图尺寸公差与配合注法3.定义3.1基本尺寸basic size设计给定的尺寸。
3.2实际尺寸actral size通过测量所得的尺寸。
3.3尺寸公差dimensional tolerance允许尺寸的变动量。
3.4尺寸偏差dimensional deviation某一尺寸减去基本尺寸所得的代数差。
3.5塑料收缩率plastic shringkage塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。
3.6径向收缩率radial shringkage指料流方向的塑料收缩率。
3.7切向收缩率tangential shringkage指垂直于料流方向的塑料收缩率。
3.8收缩特性值contraction chararcteristic value表示料流方向和垂直于料流方向的塑料综合收缩能力,以2倍径向减去切向收缩的绝对值之差表示。
3.9受模具活动部分影响的尺寸size effected movable parts of mould由模具活动零件决定的塑料件尺寸。
尺寸公差、偏关的规定基本尺寸范围为~3至600mm。
基本尺寸分段~3至120mm。
采用不均匀递增数列:140~1600mm,采用R20优先数系。
2公差等级及数值公差等级分为10级,每一级公差数值按表1规定。
表14.3 偏差的规定本标准只规定公差,而基本尺寸的上下偏差,可按需要分配。
塑料件公差标准
我国对于塑料件尺寸公差的规定,主要在GB/T1804-2000《公差计量》标准中进行了统一规定。
其中,针对不同的尺寸公差等级,GB/T1804-2000标准中规定了相应的尺寸公差范围。
具体来说,GB/T1804-2000标准将塑料件尺寸公差分为12个等级。
其中,等级从ITOl到IT12,尺寸公差逐级增大。
实际应用中,尺寸公差等级的选择应根据实际需要和质量要求进行相应的确定。
此外,塑料件在生产过程中,其尺寸也会受到多种因素的影响,如模具的精度、注塑机的压力和温度、塑料材料的收缩率等。
为了确保塑料件的生产质量和尺寸精度,除了遵循GB/T1804-2000标准之外,还需要对生产过程中的各个环节进行严格的控制和管理。
对于塑料件的设计和生产而言,掌握和理解塑料成型工艺和材料特性是非常重要的。
例如,不同的塑料材料具有不同的收缩率和膨胀系数,因此在设计时需要考虑这些因素对塑料件尺寸的影响。
止匕外,注塑过程中的温度、压力和时间等因素也会影响塑料件的尺寸和形状。
因此,在生产过程中需要精确控制这些因素,以确保塑料件的质量和精度。
总之,我国对于塑料件尺寸公差的规定主要在GB/T1804-2000《公差计量》标准中进行了统一规定。
在实际应用中,需要综合考虑多种因素对塑料件尺寸的影响,以确定合理的尺寸公差范围和生产工艺参数。
同时,加强生产过程中的质量控制和管理也是保证塑料件质量和精度的关键。
塑料件尺寸公差标准塑料件尺寸公差标准是指在塑料制品生产过程中,为了保证产品质量和尺寸精度的一种标准化管理方法。
塑料制品在生产过程中,由于各种因素的影响,会导致产品的尺寸偏差,因此需要对产品的尺寸公差进行严格的控制和管理。
本文将对塑料件尺寸公差标准进行详细介绍,希望能为相关行业的从业者提供一些参考和帮助。
首先,塑料件尺寸公差标准的制定是基于产品设计要求和生产工艺的实际情况。
在产品设计阶段,设计师需要根据产品的使用要求和功能要求确定产品的尺寸公差范围,以保证产品在使用过程中能够正常工作。
同时,生产工艺的不同也会对产品的尺寸公差产生影响,因此需要在生产过程中对尺寸公差进行有效的控制。
其次,塑料件尺寸公差标准的制定需要考虑到产品的材料特性和加工工艺。
不同的塑料材料具有不同的收缩率和变形特性,在产品加工过程中会对产品的尺寸产生影响,因此需要根据材料的特性确定合理的尺寸公差范围。
同时,不同的加工工艺也会对产品的尺寸产生影响,因此需要在制定尺寸公差标准时充分考虑加工工艺的要求。
另外,塑料件尺寸公差标准的制定需要考虑到产品的使用环境和要求。
不同的使用环境和要求对产品的尺寸精度有不同的要求,因此在制定尺寸公差标准时需要充分考虑产品的使用环境和要求,以保证产品能够正常使用。
最后,塑料件尺寸公差标准的制定需要注重实际情况和经验总结。
在实际生产过程中,不同的产品和材料可能会有不同的尺寸公差要求,因此需要根据实际情况进行具体的分析和总结,以制定合理的尺寸公差标准。
综上所述,塑料件尺寸公差标准的制定是一个复杂而又重要的工作,需要考虑到产品设计、材料特性、加工工艺、使用环境和实际情况等多个方面的因素。
只有在充分考虑这些因素的基础上,才能制定出合理的尺寸公差标准,保证产品的质量和尺寸精度。
希望本文能为相关行业的从业者提供一些参考和帮助,促进塑料制品行业的发展和进步。
塑料件尺寸公差1.范围本标准规定了注射、压制、挤塑等成型的热塑性和热固性塑料(不包括二次加工和发泡 成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件和测量方法。
本标准主要适用于电子产品用塑料件尺寸公差,其他产品用塑料件尺寸公差,亦可参照 采用。
2. 引用标准下列标准所包含的条文,通过在标准中引用而构成本标准的条文。
在标准出版时,所示 版本均为有效。
所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能 性。
公差与配合 总论 标准公差与基本偏差 光滑工件尺寸的检验 机械制图尺寸公差与配合注法3.1 基本尺寸 basic size设计给定的尺寸。
3.2 实际尺寸 actral size通过测量所得的尺寸。
3.3 尺寸公差 dimensional tolerance允许尺寸的变动量。
3.4 尺寸偏差 dimensional deviation某一尺寸减去基本尺寸所得的代数差。
3.5 塑料收缩率 plastic shringkage塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。
3.6 径向收缩率 radial shringkage指料流方向的塑料收缩率。
3.7 切向收缩率 tangential shringkage指垂直于料流方向的塑料收缩率。
3.8 收缩特性值 contraction chararcteristic value表示料流方向和垂直于料流方向的塑料综合收缩能力,以2倍径向减去切向收缩的绝对 值之差表示。
3.9 受模具活动部分影响的尺寸size effected movable parts of mould由模具活动零件决定的塑料件尺寸。
4 公差及偏差规定4.1 尺寸公差、偏关的规定基本尺寸范围为~3至600mm 。
基本尺寸分段-3至120mm 。
采用不均匀递增数列: 140〜1600mm ,采用R20优先数系。
4.2 公差等级及数值公差等级分为10级,每一级公差数值按表1规定。
塑料件公差标准塑料件是一种常见的工业零部件,它们在各种机械设备和产品中发挥着重要作用。
塑料件的质量和精度直接影响着整个产品的性能和可靠性。
而公差则是评定塑料件质量和精度的重要指标之一。
本文将介绍塑料件公差标准的相关知识,帮助读者更好地理解和应用塑料件公差标准。
首先,公差是指零件尺寸允许的最大偏差。
在塑料件加工中,公差的控制至关重要。
合理的公差设置可以保证零件的装配性能和使用寿命,同时也可以降低生产成本。
因此,塑料件公差标准的制定是非常重要的。
塑料件的公差标准通常由国家标准、行业标准或企业标准来规定。
国家标准是对塑料件公差范围和公差等级进行统一规定,具有普适性和权威性。
行业标准则是针对特定行业或特定类型的塑料件进行公差规定,具有一定的针对性和专业性。
企业标准则是由企业根据自身生产实际情况和市场需求制定的公差标准,具有一定的灵活性和适用性。
在塑料件公差标准中,公差等级是一个非常重要的概念。
公差等级是指在一定尺寸范围内,允许的最大公差值。
一般来说,公差等级越高,零件的精度和成本要求就越高。
根据国家标准,公差等级通常分为IT01、IT0、IT1、IT2、IT3、IT4、IT5、IT6、IT7、IT8、IT9、IT10共12个等级。
不同的公差等级适用于不同的塑料件,读者在选择公差等级时应根据具体情况进行合理的选择。
此外,在塑料件公差标准中,还有一些常见的公差形式,如线性公差、角度公差、圆度公差、平面度公差等。
这些公差形式是对不同类型的尺寸和形状进行公差控制的重要手段,对于保证塑料件的装配精度和使用性能具有重要作用。
总之,塑料件公差标准是塑料件加工中一个非常重要的环节,它直接影响着塑料件的质量和精度。
合理的公差设置可以提高塑料件的装配性能和使用寿命,降低生产成本,是塑料件加工中不可忽视的关键环节。
希望本文对读者能有所帮助,更好地理解和应用塑料件公差标准。
塑料件公差尺寸分析一、塑料件公差尺寸分析的意义1.确保产品质量:公差是指制品尺寸和几何形状与设计要求之间的差异,公差尺寸分析可以帮助确定塑料件的适用范围、功能性能和装配能力,从而确保产品的质量。
2.提高产品装配性能:在进行塑料件的装配过程中,如果公差控制不好,可能会导致装配困难、配件之间的间隙过大或过小,甚至装配失效。
公差尺寸分析可以帮助设计人员确定合适的公差范围,提高产品的装配性能。
3.降低生产成本:合理控制塑料件的公差范围可以减少废品率和返工率,降低生产成本。
另外,公差尺寸分析还可以帮助设计人员优化产品结构、材料选择和制造工艺,进一步降低生产成本。
二、塑料件公差尺寸分析的方法1.了解设计要求:在进行公差尺寸分析之前,首先需要了解产品的设计要求,包括尺寸、形状、功能等方面的要求。
2.确定公差类型:根据产品的要求和使用环境,确定所需的公差类型,例如位置公差、形状公差、尺寸公差等。
3.分析公差影响:通过公差链分析方法,逐级分析各部件的公差传递关系和累积误差,确定每个部件的公差要求,以及相邻零件之间的协调公差。
4.选择公差分配方式:根据产品的特点和生产工艺选择合适的公差分配方式,包括最大公差法、最小公差法、均匀分配法等。
5.绘制公差辅助图:公差辅助图是对产品尺寸和公差的图形表示,通过绘制公差辅助图,可以更清晰地表示出产品的公差要求和控制范围。
6.进行公差分析:利用公差分析软件或手动计算,对产品的公差进行分析计算,确定各个尺寸的公差范围,并得出相应的公差控制措施。
三、塑料件公差尺寸分析的注意事项1.全局优化:在进行公差尺寸分析时,要考虑整体的优化问题,而不仅仅关注单独的一些零件或部件。
2.参考标准选择:选择合适的参考标准进行公差分析是非常重要的,不同的标准对公差的计算和控制方法有不同的规定。
3.与制造工艺结合:塑料制品的公差控制还需要结合具体的制造工艺来考虑,例如模具加工精度、注塑工艺参数等。
4.产品功能要求:公差尺寸分析还要根据产品的实际功能要求来确定公差范围,例如产品的密封性能、装配的摩擦力等。
塑料件尺寸公差1.范围本标准规定了注射、压制、挤塑等成型的热塑性与热固性塑料(不包括二次加工与发泡成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件与测量方法。
本标准主要适用于电子产品用塑料件尺寸公差,其她产品用塑料件尺寸公差,亦可参照采用。
2.引用标准下列标准所包含的条文,通过在标准中引用而构成本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能性。
GB1800-79公差与配合总论标准公差与基本偏差GB3177-82光滑工件尺寸的检验GJB4458、5-84 机械制图尺寸公差与配合注法3.定义3、1基本尺寸basic size设计给定的尺寸。
3.2实际尺寸actral size通过测量所得的尺寸。
3、3尺寸公差dimensional tolerance允许尺寸的变动量。
3、4尺寸偏差dimensionaldeviation某一尺寸减去基本尺寸所得的代数差。
3、5塑料收缩率plasticshringkage塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。
3、6径向收缩率radial shringkage指料流方向的塑料收缩率。
3、7切向收缩率tangentialshringkageﻩ指垂直于料流方向的塑料收缩率。
3、8收缩特性值contractionchararcteristic value表示料流方向与垂直于料流方向的塑料综合收缩能力,以2倍径向减去切向收缩的绝对值之差表示。
3、9受模具活动部分影响的尺寸sizeeffected movable parts of mould由模具活动零件决定的塑料件尺寸。
尺寸公差、偏关的规定基本尺寸范围为~3至600mm。
基本尺寸分段~3至120mm。
采用不均匀递增数列:140~1600mm,采用R20优先数系。
2公差等级及数值公差等级分为10级,每一级公差数值按表1规定。
表14.3 偏差的规定本标准只规定公差,而基本尺寸的上下偏差,可按需要分配。
如何确定注塑件的尺寸公差公差表示零件的尺寸的测量值与其理想值之间的差异程度。
创建公差的目的不是为了防止零件尺寸不可避免的变化,而是从制造过程的开始就考虑到它们并尽我们所能控制它们在一个合理可接受的范围。
这些可接受的偏差范围(公差)对于较大的零件以及由多个组件组装而成的产品变得尤为重要。
如果零件公差超出可接受的范围,它们可能根本无法满足装配要求。
因此,合理的尺寸公差可以帮助生产运行期间节省金钱、时间和资源,同时确保生产合格的零件。
产品的结构设计不单单是设计出3D结构就完事,同时需要设计零件加工图(工程图),工程图设计中,较为重要的是尺寸公差的定义,这有利于加工厂选择合适的加工方式,同时提供给质检员检测尺寸的依据。
虽然注塑成型工艺非常适合大规模生产零件,但是不可能生产出尺寸相同的零件;因此,设计人员有必要定义了注塑件设计尺寸的公差。
这些公差是为了确保所有尺寸都符合制造能力以及装配要求,但是,大多数时候,设计者往往容易忽略这一点,以至于零件尺寸超差。
本文讨论如何以更准确和实用的方式分析注塑件的尺寸、公差和范围,以帮助设计人员合理确定注塑件的实际尺寸公差。
定义:·公差:由设计师根据设计尺寸给出。
·偏差:是生产的结果。
·范围:一批生产零件中尺寸的最小和最大测量值之间的差异。
注塑件的公差的影响因素有:产品结构的设计、成型原料的类型(收缩率)、模具的设计与制造、注塑设备的稳定、注塑工艺条件等。
模具的型腔由钢(硬化钢)制成,因此模具中没有尺寸变化。
因此,可以通过分析收缩来处理产品尺寸。
以下分析仅限于:· 仅尺寸收缩(不变形)· 注射工艺参数无变化· 忽略模具磨损以及制造公差为了便于说明,从一个简单示例开始(所有尺寸均以mm为单位)。
见图 1:图 1:零件的草图尺寸1 (2.0±0.1),为了在产品上达到这个尺寸,在模具生产中加入收缩率。
假设收缩率为2%。
塑料件尺寸公差
1.范围
本标准规定了注射、压制、挤塑等成型的热塑性和热固性塑料(不包括二次加工和发泡成型的塑料件)尺寸公差、偏差、公差等级的选用、测量条件和测量方法。
本标准主要适用于电子产品用塑料件尺寸公差,其他产品用塑料件尺寸公差,亦可参照采用。
2.引用标准
下列标准所包含的条文,通过在标准中引用而构成本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用标准的各方应探讨使用下列标准最新版本的可能性。
GB1800-79 公差与配合总论标准公差与基本偏差
GB3177-82 光滑工件尺寸的检验
GJB4458.5-84 机械制图尺寸公差与配合注法
3.定义
3.1基本尺寸basic size
设计给定的尺寸。
3.2实际尺寸actral size
通过测量所得的尺寸。
3.3尺寸公差dimensional tolerance
允许尺寸的变动量。
3.4尺寸偏差dimensional deviation
某一尺寸减去基本尺寸所得的代数差。
3.5塑料收缩率plastic shringkage
塑料件尺寸与相应模具尺寸之差的绝对值与相应模具尺寸之比。
3.6径向收缩率radial shringkage
指料流方向的塑料收缩率。
3.7切向收缩率tangential shringkage
指垂直于料流方向的塑料收缩率。
3.8收缩特性值contraction chararcteristic value
表示料流方向和垂直于料流方向的塑料综合收缩能力,以2倍径向减去切向收缩的绝对值之差表示。
3.9受模具活动部分影响的尺寸size effected movable parts of mould
由模具活动零件决定的塑料件尺寸。
尺寸公差、偏关的规定
基本尺寸范围为~3至600mm。
基本尺寸分段~3至120mm。
采用不均匀递增数列:140~1600mm,采用R20优先数系。
2公差等级及数值
公差等级分为10级,每一级公差数值按表1规定。
本标准只规定公差,而基本尺寸的上下偏差,可按需要分配。
例如:Φ60mm 的6级公差为0.32mm ,其上下偏差可分配为:
Φ60+0.300mm ,Φ600-0.32mm ,Φ60+0.20-0.12mm ,Φ60+0.42+0.12mm ,Φ60+0.16
-0.16mm 4.4 受模具活动部分影响的尺寸公差 受模具活动部分影响的尺寸公差,为本标准规定的公差值与附加值之和。
1、2级附加值为0.02mm :3、4级附加值为0.04mm :5至7级附加值为0.1mm :8、10级附加值为0.2mm : 5 未注公差
尺寸未注公差,按表1规定的7~10级公差选用。
公差等级的选用
6测量方法
6.1 公差测量条件
a.标准测量温度为20±2℃;
b.相对湿度为(65±5)%;
c.待塑料件成型后24h及“后处理”后进行测量。
6.2 公差的测量方法
公差的测量方法和量具,按GB3177的规定。
7公差的注法
公差的注法,按GB4458.5的规定。
4.
5.
MATERIALS
TABLE 2 : DIMENSIONAL TOLERANCES - GROUP 2 MATERIALS
TABLE 3 : DIMENSIONAL TOLERANCES - GROUP 3 MATERIALS
MOULD SHRINKAGE AND COEFFICIENTS OF LINEAR EXPANSION
.
Note :
The mould shrinkage and coefficient of expansion of f ibre filled
mater
ials will vary
in
directions parallel and perpendicular to the flow.。