塑料件公差 GBT 14486-93
- 格式:xls
- 大小:20.00 KB
- 文档页数:2
塑料件公差尺寸分析(基于GB/T 14486-1993)原创作品,多多鼓励毫无疑问,塑料产品的尺寸公差定义标准是关系到塑料件整体制造水平的一个基础标准。
因此就目前广泛使用的GB/T14486-1993进行分析,并就个人认识,提出一点意见,供大家讨论希望各位网友多多指点。
GB/T 14486-1993,是专门针对注射塑料制品的尺寸公差较为合理的标准。
它根据材料的收缩特性,将公差分成7个等级。
可以分别选择高精度,一般精度和未注公差尺寸。
并且根据制品在模具中受到的限制,分为a、b两类公差数值。
对于基本尺寸的分段,完全采用GB/T1800-1998的分段原则,采用R10、R20优先数系。
在GB/T 14486公差的标注上,对于有公差要求的等级,标注允许偏差,设计者可以根据需要选择上下偏差。
对于未注公差的尺寸,采用双向等值偏差。
但是,此标准缺少500mm以上尺寸时的公差。
并且,在公差数值较大时,分为a、b两类的意义不大。
下表列出了基本尺寸在0~500mm时,GB/T14486的7个等级精度(a类)与某企业的塑件件公差大小(H曲线)。
从中可以看到,此企业的公差精度等级基本上相当于GB/T14486的4~5级精度。
以改性PP材料为例来说,在GB/T14486中,高精度推荐为3级精度,一般精度推荐为4级精度,未注明公差尺寸推荐为6级精度。
这在实际生产中也得到了大量的印证。
而H曲线显然是跨越了好几个精度等级。
作为未注公差,精度要求较高,如果此标准为需要标注的公差做参照,又低于一般精度。
对于500mm以上的尺寸,GB/T14486-1993并没有定义。
目前,塑料件尺寸大于500mm的不在少数,以后大尺寸的塑料制品也将越来越多。
这些制品也应该有一个合适的精度要求。
下图中H曲线依然是此公司的精度要求,可以看到,大于500mm以上的尺寸仅仅有3个区间。
以1200~2000mm尺寸来说,公差均为6mm,这对于改性PP材料来说,精度相当于GB/T14486中500mm尺寸的未注公差等级。
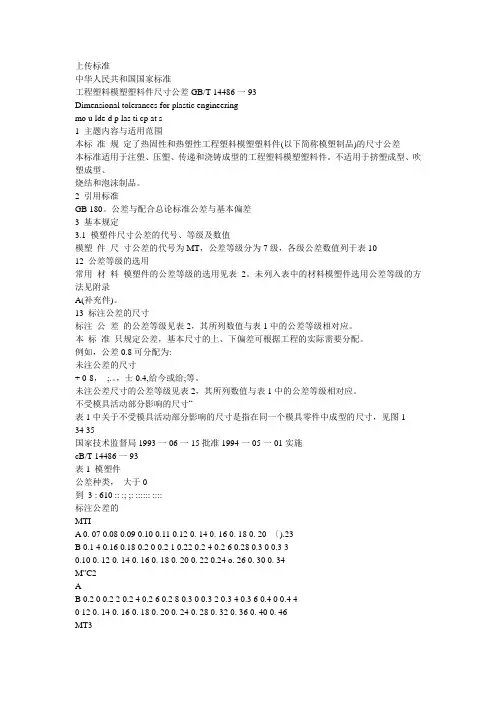
上传标准中华人民共和国国家标准工程塑料模塑塑料件尺寸公差GB/T 14486一93Dimensional tolerances for plastic engineeringmo u lde d p las ti cp at s1 主题内容与适用范围本标准规定了热固性和热塑性工程塑料模塑塑料件(以下简称模塑制品)的尺寸公差本标准适用于注塑、压塑、传递和浇铸成型的工程塑料模塑塑料件。
不适用于挤塑成型、吹塑成型、烧结和泡沫制品。
2 引用标准GB 180。
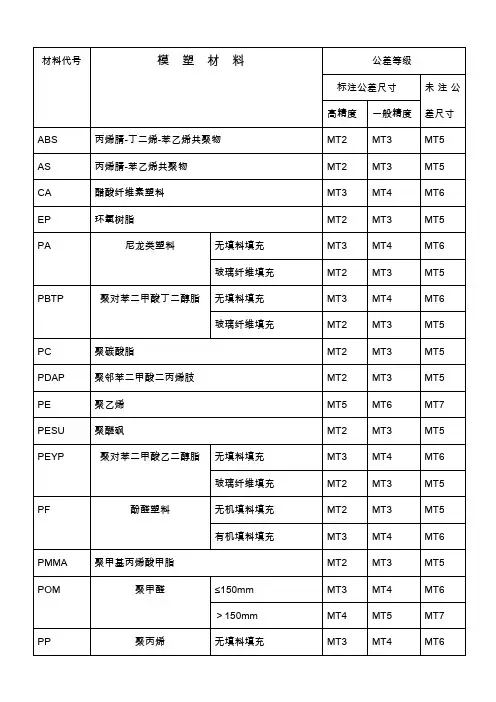
公差与配合总论标准公差与基本偏差3 基本规定3.1 模塑件尺寸公差的代号、等级及数值模塑件尺寸公差的代号为MT,公差等级分为7级,各级公差数值列于表1012 公差等级的选用常用材料模塑件的公差等级的选用见表2。
未列入表中的材料模塑件选用公差等级的方法见附录A(补充件)。
13 标注公差的尺寸标注公差的公差等级见表2,其所列数值与表1中的公差等级相对应。
本标准只规定公差,基本尺寸的上、下偏差可根据工程的实际需要分配。
例如,公差0.8可分配为:未注公差的尺寸+ 0-8,_;.。
,士0.4,给今或给;等。
未注公差尺寸的公差等级见表2,其所列数值与表1中的公差等级相对应。
不受模具活动部分影响的尺寸“表1中关于不受模具活动部分影响的尺寸是指在同一个模具零件中成型的尺寸,见图134 35国家技术监督局1993一06一15批准1994一05一01实施cB/T 14486一93表1 模塑件公差种类,大于0到3 : 610 :: :; ;: :::::: ::::标注公差的MTIA 0. 07 0.08 0.09 0.10 0.11 0.12 0. 14 0. 16 0. 18 0. 20 〔).23B 0.1 4 0.16 0.18 0.2 0 0.2 1 0.22 0.2 4 0.2 6 0.28 0.3 0 0.3 30.10 0. 12 0. 14 0. 16 0. 18 0. 20 0. 22 0.24 o. 26 0. 30 0. 34M"C2AB 0.2 0 0.2 2 0.2 4 0.2 6 0.2 8 0.3 0 0.3 2 0.3 4 0.3 6 0.4 0 0.4 40 12 0. 14 0. 16 0. 18 0. 20 0. 24 0. 28 0. 32 0. 36 0. 40 0. 46MT3AB 0.3 2 0.3 4 0.3 6 0.3 8 0.4 0 0.4 4 0.4 8 0.5 2 0.56 0.60 0.660. 16 0. 18 0.20 0. 24 0. 28 0. 32 0.36 0. 42 0. 48 0. 56 0. 64M T4AR 0.3 6 0.3 8 0.4 0 0.44 0.4 8 0.5 2 0.56 0.6 2 0.6 8 0.7 6 0.840.20 0.24 0.28 0.32 0.38 0.44 0.50 0.56 0.64 0. 74 0.86MTSA0. 40 0. 44 0. 48 0.52 0. 58 0. 64 0. 70 0. 76 0.84 0. 94 1. 06110. 26 0. 32 0.38 0.46 0 54 0.62 0.70 0.80 0.94 1.10 I. 28MT6A0.46 0.52 0.58 0.68 0- 74 0.82 0.90 1.00 1. 14 1.30 ] 48B0. 38 0. 48 0. 58 0. 68 0-78 0.88 1.00 1. 14 1.32 1. 54 1.80M T7A0. 58 0. 68 0. 78 0. 88 0.98 1.08 1.201.34 1.52 1.74 2. 00F3未注公差的MTSA 士0.10 士0. 12 士0. 14 士0.16 + 0.19 士0. 22 士0. 25 士0.28 士0. 32 士0. 37 士0. 43 + 0. 20 士0. 22 士0. 24 士。


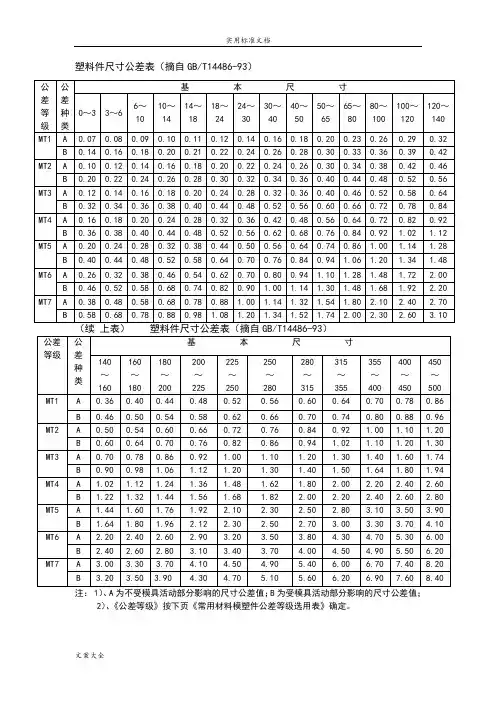
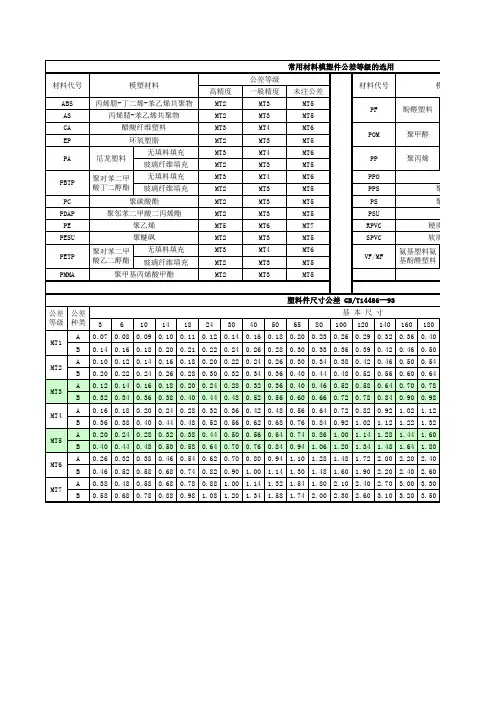
塑料件尺寸公差表(摘自GB/T14486-93)
注: 1)、A为不受模具活动部分影响的尺寸公差值;B为受模具活动部分影响的尺寸公差值; 2)、《公差等级》按下页《常用材料模塑件公差等级选用表》确定。
常用材料模塑件公差等级选用表(摘自GB/T14486-93)
成形冲压件尺寸公差表(摘自GB/T13914-1992)弯形
注:《公差等级》按《成形冲压件公差等级选用表》确定
平冲压件尺寸公差等级选用表(摘自GB/T13914-1992)冲裁成形冲压件尺寸公差等级选用表(摘自GB/T13914-1992)弯形
冲压件冲裁角度公差表(注单项“+”或“-”偏差)(摘自GB/T13915-1992)冲裁
注:1)、《公差等级》按《冲压件冲裁角度公差等级选用表》确定。
2)、未注公差的角度极限偏差,取上表中给出的公差值的一半,冠以“±”号作为上下偏差。
冲压件弯曲角度公差表(注单项“+”或“-”偏差)(摘自GB/T13915-1992)弯曲
注:1)、《公差等级》按《冲压件弯曲角度公差等级选用表》确定。
2)、未注公差的角度极限偏差,取上表中给出的公差值的一半,冠以“±”号作为上下偏差。
冲压件冲裁角度公差等级选用表(摘自GB/T13915-1992)冲裁
冲压件弯曲角度公差等级选用表(摘自GB/T13915-1992)弯曲
冲裁件未注公差尺寸极限表(摘自GB/T15055-94)《冲裁》 ( mm)
弯形件未注公差尺寸极限表(摘自GB/T15055-94)《弯形》(mm)
未注公差尺寸的极限偏差(线性尺寸)(摘自GB/T1804-2000)
实用标准文档
文案大全mm
mm。