注塑件公差标准(完整资料).doc
- 格式:doc
- 大小:80.00 KB
- 文档页数:10
注塑件检验标准注塑:注塑是一种工业产品生产造型的方法。
产品通常使用橡胶注塑和塑料注塑。
注射成型机是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的。
注塑件检验标准:闭合度为0.65即可。
检验标准:1、MIL-STD-105E II表,正常检验、单次抽样计划,AQL订定为CRI=0、MAJ=0.65、MIN=1.5。
2、相关抽样标准或判定标准,可视品质状况或客户要求等做修正。
质量要求:一、基本尺寸1、胶件的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求。
2、通用结构尺寸标准。
a、胶件一般要求做到平均胶厚,非平均胶厚应符合图纸要求。
b、螺柱根部直径:M3螺丝为φ6.0+0.2mm,火山口直径φ10.0mm;M2.6螺丝为φ5.0+0.2mm,火山口直径φ9.0mm。
c、叉骨、围骨根部厚度:1.2+0.2mm。
d、按钮的顶RUBBER十字骨顶部厚度:0.9+0.1mm。
e、司筒柱顶部壁厚:1.2±0.1mm。
f、电池箱后模勾针位胶厚小于2.0mm。
g、胶件同PL面处前后模出胶位时其错位小于0.05 mm。
h、面底壳配合。
3、二级或三级止口配合要求PL面错位小于0.1 mm,没有刮手现象;4、包止口配合单边间隙为0.1~0.3 mm,外形复杂取大值。
a、电池门与电池箱间水平方向单边间隙为0.2~0.3 mm。
b、钮与孔配合。
一般几何形状钮与孔单边间隙为0.15~0.25 mm。
异形钮与孔单边间隙为0.3~0.4 mm,喷油钮间隙应取大值。
钮与花仔配合时其配合情况能达到安全测试标准。
c、插卡位配合。
插卡门与面底壳的配合单边间隙为0.2~0.3 mm。
插口与插盒单边间隙为0.5mm。
d、四大件转轴位轴向单边最小间隙0.1~0.2 mm。
e、LOCK与其配合枕位孔单边间隙为0.2 mm。
f、支架与其配合孔单边间隙为0.1~0.2 mm,长度大于150mm 的取大值。
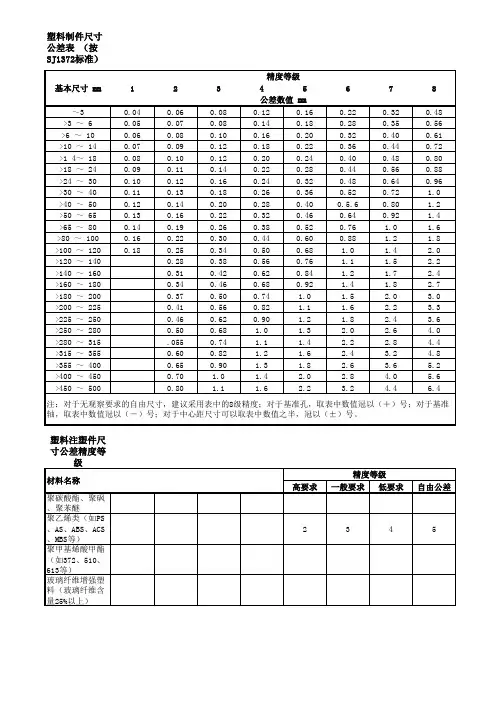
注塑件未注公差尺寸标准注塑件是一种重要的塑料制品,广泛应用于电子、家电、汽车等行业。
未注公差尺寸是注塑件的重要质量指标之一,直接影响到注塑件的装配精度和使用性能。
本文将介绍注塑件未注公差尺寸的标准,以供参考。
一、公差的基本概念公差是指允许零件尺寸或形状变动的范围。
在机械制造中,公差是保证产品质量和互换性的重要手段之一。
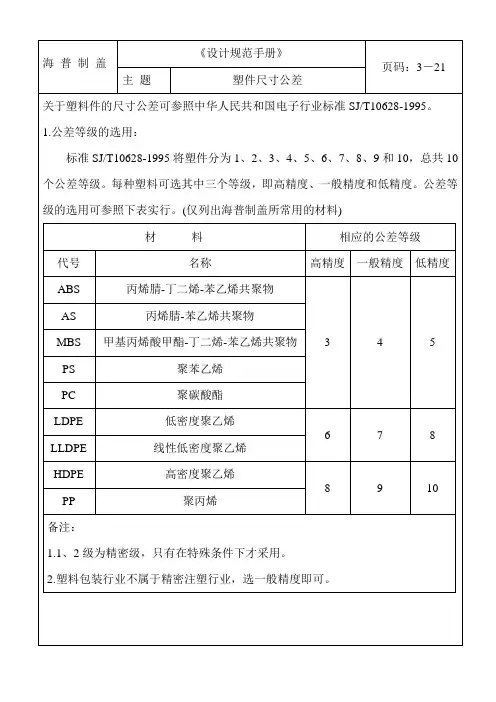
二、注塑件未注公差尺寸的标准在注塑件设计中,未注公差尺寸的标注是一个重要的问题。
目前,国内外注塑件未注公差尺寸的标准主要有以下几种:1.ISO2768-1:1989,《工件尺寸公差》2.GB/T14486-2008,《塑料模塑件尺寸公差》3.JISB0601:2009,《塑料成型品公差》三、注塑件未注公差尺寸的标注方法注塑件未注公差尺寸的标注方法通常有以下两种:1.公差带标注法公差带标注法是指在尺寸后标注公差带符号和公差值。
例如,尺寸80±0.1,表示尺寸80的公差带为0.1,即尺寸79.9到80.1之间为合格。
2.公差等级标注法公差等级标注法是指在尺寸后标注公差等级和公差值。
例如,尺寸80,公差等级IT6,表示尺寸80的公差带为0.01,即尺寸79.99到80.01之间为合格。
四、注塑件未注公差尺寸的选择注塑件未注公差尺寸的选择应该根据注塑件的使用要求和加工工艺等因素来确定。
一般来说,注塑件未注公差尺寸的选择应该遵循以下原则:1.尺寸公差应该符合产品的功能要求。
对于一些重要的尺寸,公差应该小一些,以保证产品的精度和可靠性。
2.尺寸公差应该符合注塑件的加工工艺和模具制造精度。
如果注塑件的加工工艺和模具制造精度较低,公差应该大一些,以保证产品的质量和生产效率。
3.尺寸公差应该符合产品的经济性和市场竞争力。
在保证产品质量的前提下,公差应该尽量小一些,以降低产品的成本和提高市场竞争力。
五、注塑件未注公差尺寸的检测方法注塑件未注公差尺寸的检测方法通常有以下几种:1.卡尺测量法卡尺测量法是最常用的尺寸检测方法之一。
注塑件公差标准注塑件是一种常见的塑料制品,广泛应用于电子、家电、汽车、医疗器械等领域。
在注塑件的生产过程中,公差是一个非常重要的概念。
公差是指零件尺寸允许的最大偏差范围,它直接影响着零件的质量和装配的精度。
因此,制定合理的注塑件公差标准对于保证产品质量、提高生产效率具有重要意义。
首先,注塑件公差标准的制定应当遵循国家标准和行业规范。
国家对于不同类型的注塑件都有相应的标准规定,包括尺寸公差、形位公差、表面质量等。
在制定注塑件公差标准时,应当参照这些标准,确保产品符合国家规定的质量要求。
其次,注塑件公差标准的制定需要考虑产品的实际使用环境和要求。
不同的注塑件在不同的领域有着不同的使用要求,因此公差标准也需要根据实际情况进行调整。
比如,在汽车领域,对于注塑件的尺寸公差要求通常比较严格,因为汽车零部件需要保证高精度的装配;而在家电领域,对于注塑件的表面质量要求可能更为关键,因为产品的外观直接影响着消费者的购买欲望。
此外,注塑件公差标准的制定还需要考虑生产工艺和设备的限制。
在注塑件生产过程中,公差的控制受到生产工艺和设备精度的限制。
因此,制定公差标准时需要充分考虑生产工艺的可行性,避免过高或过低的公差标准导致生产难度增加或产品质量下降。
最后,注塑件公差标准的制定需要与供应商和客户进行充分沟通和协商。
供应商和客户对于产品的质量要求可能有所不同,因此在制定公差标准时需要与他们进行充分沟通,确保双方对于公差标准有着一致的理解和认同。
只有这样,才能有效地保证产品质量,避免因为公差标准不明确而导致的质量纠纷和生产事故。
综上所述,注塑件公差标准的制定需要考虑国家标准、产品使用要求、生产工艺和设备限制以及与供应商和客户的沟通协商。
只有在考虑全面的情况下,制定出的公差标准才能真正符合产品的实际需求,保证产品质量,提高生产效率。
希望本文能对注塑件公差标准的制定有所帮助。
塑料件公差标准塑料件的公差标准是指在塑料制品生产过程中,为了保证产品质量和尺寸精度的稳定性,对于尺寸公差、形位公差、表面质量等方面的要求所制定的标准。
塑料件公差标准的制定对于塑料制品的生产和质量控制起着至关重要的作用。
首先,尺寸公差是塑料件公差标准中最为重要的一部分。
尺寸公差是指零件尺寸允许的最大偏差范围,包括上偏差和下偏差。
在塑料件的生产过程中,尺寸公差的控制直接影响着产品的装配和使用效果。
因此,制定合理的尺寸公差标准对于塑料件的生产至关重要。
其次,形位公差也是塑料件公差标准中不可或缺的一部分。
形位公差是指零件各个特征之间的相对位置、方向、轴线、平面等方面的偏差范围。
形位公差的控制对于保证塑料件的装配精度和运行稳定性具有重要意义。
因此,在制定塑料件公差标准时,形位公差的要求也需要得到充分的重视。
另外,表面质量也是塑料件公差标准中不可忽视的一部分。
塑料制品的表面质量直接关系到产品的外观和使用寿命。
因此,在塑料件公差标准中,对于表面质量的要求也需要进行详细的规定,包括表面光洁度、表面平整度、表面粗糙度等方面的要求。
总的来说,塑料件公差标准的制定需要综合考虑尺寸公差、形位公差、表面质量等多个方面的要求,以确保塑料制品的质量和精度。
只有制定合理的塑料件公差标准,才能够保证塑料制品的生产质量和稳定性,满足客户的需求和要求。
因此,在塑料件的生产过程中,必须严格按照塑料件公差标准进行生产和质量控制。
只有这样,才能够生产出符合要求的塑料制品,提高产品的竞争力和市场占有率。
同时,制定合理的塑料件公差标准也有利于推动整个塑料制品行业的发展,提高产品的质量和技术水平,为行业的可持续发展做出贡献。
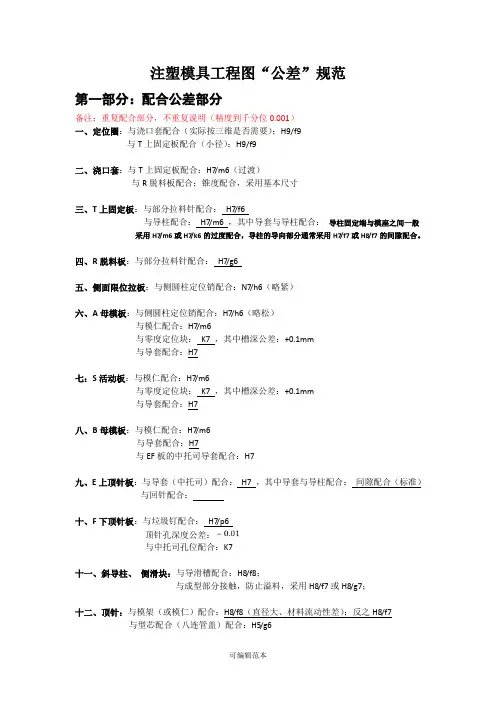
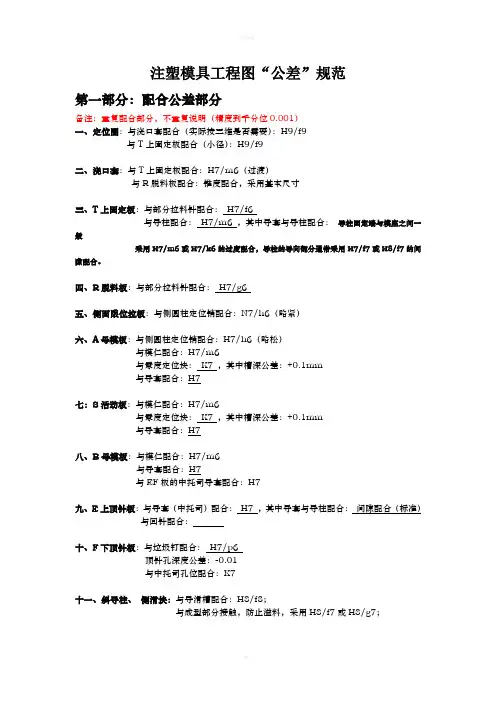
注塑模具工程图“公差”规范第一部分:配合公差部分备注:重复配合部分,不重复说明(精度到千分位0.001)一、定位圈:与浇口套配合(实际按三维是否需要):H9/f9与T上固定板配合(小径):H9/f9二、浇口套:与T上固定板配合:H7/m6(过渡)与R脱料板配合:锥度配合,采用基本尺寸三、T上固定板:与部分拉料针配合:H7/f6与导柱配合:H7/m6 ,其中导套与导柱配合:导柱固定端与模座之间一般采用H7/m6或H7/k6的过度配合,导柱的导向部分通常采用H7/f7或H8/f7的间隙配合。
四、R脱料板:与部分拉料针配合:H7/g6五、侧面限位拉板:与侧圆柱定位销配合:N7/h6(略紧)六、A母模板:与侧圆柱定位销配合:H7/h6(略松)与模仁配合:H7/m6与零度定位块:K7 ,其中槽深公差:+0.1mm与导套配合:H7七:S活动板:与模仁配合:H7/m6与零度定位块:K7 ,其中槽深公差:+0.1mm与导套配合:H7八、B母模板:与模仁配合:H7/m6与导套配合:H7与EF板的中托司导套配合:H7九、E上顶针板:与导套(中托司)配合:H7 ,其中导套与导柱配合:间隙配合(标准)与回针配合:十、F下顶针板:与垃圾钉配合:H7/p6顶针孔深度公差:与中托司孔位配合:K7十一、斜导柱、侧滑块:与导滑槽配合:H8/f8;与成型部分接触,防止溢料,采用H8/f7或H8/g7;十二、顶针:与模架(或模仁)配合:H8/f8(直径大、材料流动性差);反之H8/f7与型芯配合(八连管盖)配合:H5/g6十三、尼龙拉钉:与之相配合的孔位,均给配合:H7十四、键:键公差:h8与键槽轴的配合:H9(松)/N9(正常)/P9(紧)与毂(gu)的配合:JS9十五、轴承:与模架配合:M7与轴配合:k6第二部分:几何公差部分一、各块模板:平面度:0.015mm侧边与平面垂直度:0.01mm上下平行度:0.01mm模仁配合侧边与平面垂直度:0.01mm孔:位置度0.015mm二、顶针、复位杆等长轴类:直线度:0.01mm圆度:0.01mm同轴度:0.015mm三、定位圈:面轮廓度:0.01mm四、带锥度型芯:面轮廓度:0.01mm,2个锥度标注一个直径尺寸同轴度:0.015mm第三部分:技术要求部分模仁的技术要求:1.工件除模具成型部位外,其余锐边均须倒圆角:R1;2.工件中所有的公差孔以及公差尺寸边的粗糙度为Ra1.6;上下两面须磨加工;3.工件中外形定位面应保证其与基准C的相互垂直以及其对应边与基准A、B的相互平行;4.未注尺寸公差为IT13级,未注圆角为R1;5.模具成型部位及四周10度斜面须抛光,抛光后粗糙度为Ra0.4,抛光加工时请勿刮伤其余工件表面;6.材料粗加工单边须留0.8-1mm余量,粗加工后工件淬火热处理,硬度至48-52HRC,热处理后再精加工到图纸尺寸;7.其余未注尺寸请参照三维图或咨询设计人员。
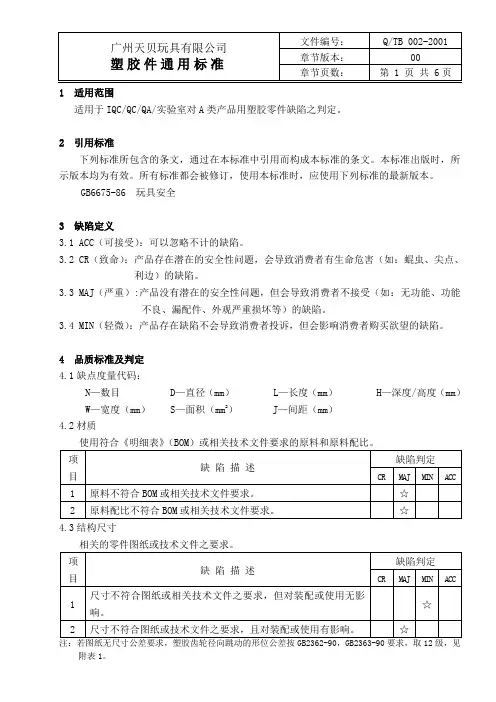
1适用范围适用于IQC/QC/QA/实验室对A类产品用塑胶零件缺陷之判定。
2引用标准下列标准所包含的条文,通过在本标准中引用而构成本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准时,应使用下列标准的最新版本。
GB6675-86 玩具安全3缺陷定义3.1 ACC(可接受):可以忽略不计的缺陷。
3.2 CR(致命):产品存在潜在的安全性问题,会导致消费者有生命危害(如:蜫虫、尖点、利边)的缺陷。
3.3 MAJ(严重):产品没有潜在的安全性问题,但会导致消费者不接受(如:无功能、功能不良、漏配件、外观严重损坏等)的缺陷。
3.4 MIN(轻微):产品存在缺陷不会导致消费者投诉,但会影响消费者购买欲望的缺陷。
4品质标准及判定4.1缺点度量代码:N—数目 D—直径(mm) L—长度(mm) H—深度/高度(mm)W—宽度(mm) S—面积(mm2) J—间距(mm)4.2材质使用符合《明细表》(BOM)或相关技术文件要求的原料和原料配比。
4.3结构尺寸注:若图纸无尺寸公差要求,塑胶齿轮径向跳动的形位公差按GB2362-90,GB2363-90要求,取12级,见附表1。
4.4装配性能4.5外观4.5.1分类外观按所处的不同视面分为四级A级:产品第一视面具体指:产品正常放置时的正视面,俯视面。
B级:产品第二视面具体指:产品正常放置时的侧视面及后视面。
C级:产品第三视面具体指:产品正常放置时的底面。
D级:产品第四视面具体指:产品装配后为不可见视面(客户自装产品无D级视面,除A级、B级外均为C 级视面)。
说明:客户自装产品无C级和D级视面,只分A级、B级视面,其中:A级视面为装配后处于成品外部的部分。
B级视面为装配后处于成品内部的部分。
4.5.2缺陷判定4.5.2.1第一视面4.5.2.2第二视面4.5.2.3第三视面。
注塑模具工程图“公差”规范第一部分:配合公差部分备注:重复配合部分,不重复说明(精度到千分位0.001)一、定位圈:与浇口套配合(实际按三维是否需要):H9/f9与T上固定板配合(小径):H9/f9二、浇口套:与T上固定板配合:H7/m6(过渡)与R脱料板配合:锥度配合,采用基本尺寸三、T上固定板:与部分拉料针配合:H7/f6与导柱配合:H7/m6 ,其中导套与导柱配合:导柱固定端与模座之间一般采用H7/m6或H7/k6的过度配合,导柱的导向部分通常采用H7/f7或H8/f7的间隙配合。
四、R脱料板:与部分拉料针配合:H7/g6五、侧面限位拉板:与侧圆柱定位销配合:N7/h6(略紧)六、A母模板:与侧圆柱定位销配合:H7/h6(略松)与模仁配合:H7/m6与零度定位块:K7 ,其中槽深公差:+0.1mm与导套配合:H7七:S活动板:与模仁配合:H7/m6与零度定位块:K7 ,其中槽深公差:+0.1mm与导套配合:H7八、B母模板:与模仁配合:H7/m6与导套配合:H7与EF板的中托司导套配合:H7九、E上顶针板:与导套(中托司)配合:H7 ,其中导套与导柱配合:间隙配合(标准)与回针配合:十、F下顶针板:与垃圾钉配合:H7/p6顶针孔深度公差:-0.01与中托司孔位配合:K7十一、斜导柱、侧滑块:与导滑槽配合:H8/f8;与成型部分接触,防止溢料,采用H8/f7或H8/g7;十二、顶针:与模架(或模仁)配合:H8/f8(直径大、材料流动性差);反之H8/f7与型芯配合(八连管盖)配合:H5/g6十三、尼龙拉钉:与之相配合的孔位,均给配合:H7十四、键:键公差:h8与键槽轴的配合:H9(松)/N9(正常)/P9(紧)与毂(gu)的配合:JS9十五、轴承:与模架配合:M7与轴配合:k6第二部分:几何公差部分一、各块模板:平面度:0.015mm侧边与平面垂直度:0.01mm上下平行度:0.01mm模仁配合侧边与平面垂直度:0.01mm孔:位置度0.015mm二、顶针、复位杆等长轴类:直线度:0.01mm圆度:0.01mm同轴度:0.015mm三、定位圈:面轮廓度:0.01mm四、带锥度型芯:面轮廓度:0.01mm,2个锥度标注一个直径尺寸同轴度:0.015mm第三部分:技术要求部分模仁的技术要求:1.工件除模具成型部位外,其余锐边均须倒圆角:R1;2.工件中所有的公差孔以及公差尺寸边的粗糙度为Ra1.6;上下两面须磨加工;3.工件中外形定位面应保证其与基准C的相互垂直以及其对应边与基准A、B的相互平行;4.未注尺寸公差为IT13级,未注圆角为R1;5.模具成型部位及四周10度斜面须抛光,抛光后粗糙度为Ra0.4,抛光加工时请勿刮伤其余工件表面;6.材料粗加工单边须留0.8-1mm余量,粗加工后工件淬火热处理,硬度至48-52HRC,热处理后再精加工到图纸尺寸;7.其余未注尺寸请参照三维图或咨询设计人员。