
轴承生产工艺流程图
转盘轴承加工工艺流程简介 1)锻件毛坯的检查 在加工前首先了解毛坯的材质、锻后状态(一般为正回火状态,查阅锻件合格证即材质书)。其次要检查毛坯是否有叠层、裂纹等缺陷。 测量毛坯外型尺寸。测量毛坯内外径、高度尺寸、计算加工余量,较准确地估算出车削加工的分刀次数。 2)车削加工 2.1 粗车:根据车削工艺图纸进行粗车加工,切削速度、切削量严格按工艺规定执行(一般切削速度为5转/分钟。切削量为10mm~12mm)。 2.2 粗车时效:轴承零件粗车完成后,采用三点支承、平放(不允许叠放),时效时间不小于48小时后才能进行精车加工。 2.3 精车轴承零件精车时,切削速度每分钟6至8转,切削量0.3~0.5毫米。 2.4 成型精车:轴承零件最后成型精车时,为防止零件变形,须将零件固定夹紧装置松开,使零件处于无受力状态,车削速度为每分钟8转、切削量为0.2毫米。 2.5 交叉、三排滚子转盘轴承内圈特别工艺:为防止交叉、三排滚子转盘轴承内圈热处理后变形。车削加工时必须进行成对加工,即滚道背靠背加工,热处理前不进行切断,热后切断成型。 2.6 热后精车:轴承内外圈热处理后,进行精车成工序、工艺规程同2.3、2.4 3)热处理— 3.1 滚道表面淬火:轴承滚道表面中频淬火,硬度不低于55HRC,硬化层深度不小于4毫米,软带宽度小于50毫米,并在相应处作“S”标记。(有时客户要求可以渗碳、渗氮、碳氮共渗等) 3.2 热后回火处理:轴承内外圈中频淬火后需在200C度温度下48小时方可出炉。以确保内应力的消失。 4)滚、铣加工— 4.1 对有内外齿的转盘轴承,磨削加工前要进行滚铣齿工序,严格按工艺要求加工,精度等级要达到8级以上。 5)钻孔— 5.1 划线:在测量零件的外型尺寸后,按图纸规定尺寸进行划线、定位工序,各孔相互差不得大于3%0。 5.2 钻孔:对照图纸检测划线尺寸,确保尺寸正确无误后再进行钻孔工序,分体内套转盘轴承安装孔应组合加工,并使软带相间180C度各孔距误差不得大于5%0
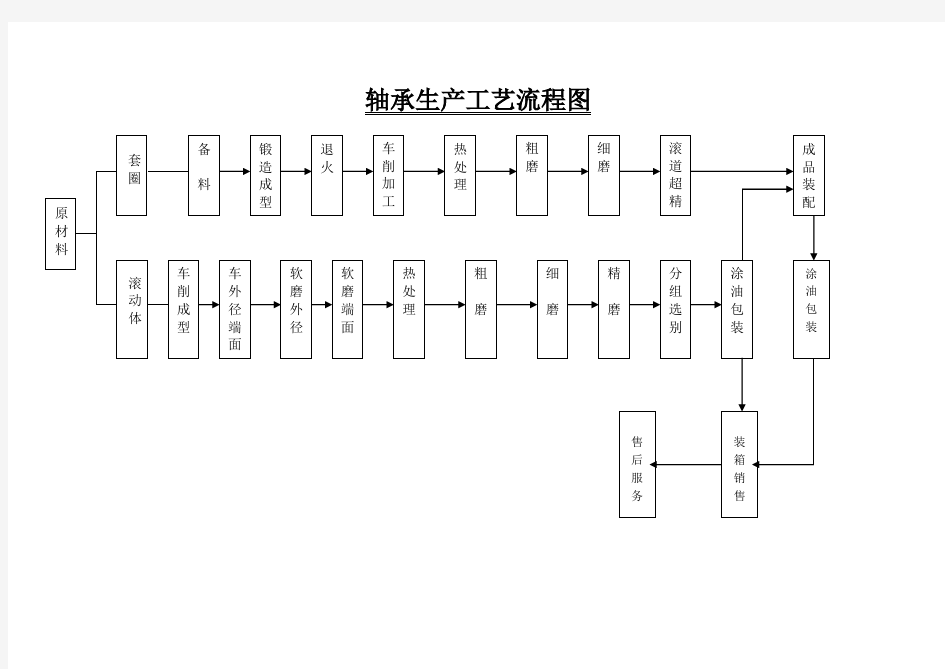
轴承加工工艺流程(附图) 轴承是当代机械设备中一种重要零部件。它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。 按运动元件摩擦性质的不同,轴承可分为滚动轴承和滑动轴承两大类.轴承可同时承受径向负荷和轴向负荷.能在较高的转速下工作。接触角越大,轴向承载能力越高。那么轴承是怎么加工出来的呢? 轴承制造加工基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn) <1>滚动体(钢球)制造基本流程: 原材料——冷镦-—光磨—-热处理——硬磨-—初研——外观——精研 〈2>保持架(钢板)制造基本流程: 原材料——剪料——裁环--光整--成形——整形——冲铆钉孔 〈3>套圈(内圈、外圈)制造基本流程: 原材料—-锻造--退火——车削——淬火—-回火—-磨削--装配
汇普轴承加工流程图 (1)锻造加工:锻造加工是轴承套圈加工中的初加工,也称毛坯加工。 套圈锻造加工的主要目的是: (a)获得与产品形状相似的毛坯,从而提高金属材料利用率,节约原材料,减少机械加工量,降低成本. (b)消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承的使用寿命。 锻造方式:一般是在感应加热炉、压力机、扩孔机和整形机组成连线的设备体进行流水作业 (2)退火:套圈退火的主要目的是:高碳铬轴承钢的球化退火是为了获得铁素体基体上均匀分布着细、小、匀、圆的碳化物颗粒的组织,为以后的冷加工及最终的淬回火作组织准备。 Gcr15SiMn退火基本工序:
在790-810℃保温2-6h, 以10—30℃/h,冷至600℃以下,出炉空冷 (3)车削加工:车削加工是轴承套圈的半成品加工,也可以说是成型加工。 车削加工的主要目的是: (a)使加工后的套圈与最终产品形状完全相同。 (b)为后面的磨削加工创造有利条件。 车削加工的方法: 集中工序法:在一台设备上完成所有车削工序的小批量生产。 分散工序法:在一台设备上完成某一种车削工序的大批量生产。 (4)热处理:热处理是提高轴承内在质量的关键加工工序。 热处理的主要目的是: (a)通过热处理使材料组织转变,提高材料机械性能。 (b)提高轴承内在质量(耐磨性、强韧性),从而提高轴承寿命。 对于高碳铬轴承钢Gcr15SiMn,热处理包括淬火和低温回火淬火: 加热温度:820—840(℃)保温时间: 1—2h 冷却介质:油低温回火:
轴承基本制造流程 一、轴承的基本结构包括: 内圈、外圈、滚动体(钢球或滚子)、保持架 二、轴承基本结构材料选用 <1>套圈和滚动体材料 (1).常用材料: 高碳铬轴承钢 Gcr15 Gcr15SiMn (2).其它材料: 渗碳轴承钢 耐腐蚀轴承钢 耐热轴承钢 <2>保持架材料 (1).有色金属: 黄铜HPb59-1 青铜QAL10-3-1.5 铝合金LY11CZ (2).黑色金属: 优质碳素钢薄 (3).非金属: 工程尼龙酚醛胶布 三、轴承制造基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn) <1>滚动体(钢球)制造基本流程 原材料——冷镦——光磨——热处理——硬磨——初研——外观——精研 <2>保持架(钢板)制造基本流程 原材料——剪料——裁环——光整——成形——整形——冲铆钉孔 <3>套圈(内圈、外圈)制造基本流程 原材料——锻造——退火——车削——淬火——回火——磨削——装配 (1).锻造加工 锻造加工是轴承套圈加工中的初加工,也称毛坯加工。 套圈锻造加工的主要目的是: (a)获得与产品形状相似的毛坯,从而提高金属材料利用 率,节约原材料,减少机械加工量,降低成本。 (b)消除金属内在缺陷,改善金属组织,使金属流线分布合理, 金属紧密度好,从而提高轴承的使用寿命。 锻造方式: 一般是在感应加热炉、压力机、扩孔机和整形机组成连线的设备体进行流水作业 (2).退火 套圈退火的主要目的是: 高碳铬轴承钢的球化退火是为了获得铁素体基体上均匀分布着细、小、匀、圆的碳化物颗粒的组织,为以后的冷加工及最终的
淬回火作组织准备。 GCr15SiMn退火基本工序: 在790—810℃保温2-6h, 以10—30℃/h,冷至600℃以下,出炉空冷 (3).车削加工 车削加工是轴承套圈的半成品加工,也可以说是成型加工。 车削加工的主要目的是: (a)使加工后的套圈与最终产品形状完全相同。 (b)为后面的磨削加工创造有利条件。 车削加工的方法: 集中工序法:在一台设备上完成所有车削工序的小批量生产。分散工序法:在一台设备上完成某一种车削工序的大批量生产。 (4).热处理 热处理是提高轴承内在质量的关键加工工序 热处理的主要目的是: (a)通过热处理使材料组织转变,提高材料机械性能。 (b)提高轴承内在质量(耐磨性、强韧性),从而提高轴承寿命。对于高碳铬轴承钢Gcr15SiMn,热处理包括淬火和低温回火 淬火: 加热温度:820—840(℃) 保温时间: 1-2h 冷却介质:油 低温回火: 加热温度:150—180(℃) 保温时间:2-5h 冷却方式:空冷(5)磨削加工 磨削加工是轴承套圈和滚子加工中的最终加工,称为成品加 工。 磨削加工的主要目的是: (a)使套圈的尺寸精度和形状精度达到设计要求。 (b)为轴承装配提供合格的套圈和。 磨削加工方法: 一般采用分散工序法加工,也可把多台设备通过上、下料装置连接组成生产流水线加工,提高生产效率。 6. 轴承装配 轴承装配是轴承生产过程中的最后工序,对轴承性能具有重要的影响。 轴承装配的主要目的是: (a)把经过多种工序加工的零件(外圈、内圈、滚子和保持架)装配成轴承产品。 (b)按不同的技术要求,装配成各种精度、各种游隙和其他特殊要求的轴承产品。
轴承加工工艺流程附图 Company number:【0089WT-8898YT-W8CCB-BUUT-202108】
轴承加工工艺流程(附图)轴承是当代机械设备中一种重要零部件。它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。 按运动元件摩擦性质的不同,轴承可分为滚动轴承和滑动轴承两大类。轴承可同时承受径向负荷和轴向负荷。能在较高的转速下工作。接触角越大,轴向承载能力越高。那么轴承是怎么加工出来的呢轴承制造加工基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn) <1>滚动体(钢球)制造基本流程: 原材料——冷镦——光磨——热处理——硬磨——初研——外观——精研 <2>保持架(钢板)制造基本流程: 原材料——剪料——裁环——光整——成形——整形——冲铆钉孔 <3>套圈(内圈、外圈)制造基本流程: 原材料——锻造——退火——车削——淬火——回火——磨削——装配 汇普轴承加工流程图 (1)锻造加工:锻造加工是轴承套圈加工中的初加工,也称毛坯加工。 套圈锻造加工的主要目的是:
(a)获得与产品形状相似的毛坯,从而提高金属材料利用率,节约原材料,减少机械加工量,降低成本。 (b)消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承的使用寿命。 锻造方式:一般是在感应加热炉、压力机、扩孔机和整形机组成连线的设备体进行流水作业 (2)退火:套圈退火的主要目的是:高碳铬轴承钢的球化退火是为了获得铁素体基体上均匀分布着细、小、匀、圆的碳化物颗粒的组织,为以后的冷加工及最终的淬回火作组织准备。 Gcr15SiMn退火基本工序: 在790—810℃保温2-6h,以10—30℃/h,冷至600℃以下,出炉空冷 (3)车削加工:车削加工是轴承套圈的半成品加工,也可以说是成型加工。 车削加工的主要目的是: (a)使加工后的套圈与最终产品形状完全相同。 (b)为后面的磨削加工创造有利条件。 车削加工的方法: 集中工序法:在一台设备上完成所有车削工序的小批量生产。 分散工序法:在一台设备上完成某一种车削工序的大批量生产。 (4)热处理:热处理是提高轴承内在质量的关键加工工序。 热处理的主要目的是:
铸造生产的工艺流程 铸造生产是一个复杂的多工序组合的工艺过程,它包括以下主要工序: 1)生产工艺准备,根据要生产的零件图、生产批量和交货期限,制定生产工艺方案和工艺文件,绘制铸造工艺图; 2)生产准备,包括准备熔化用材料、造型制芯用材料和模样、芯盒、砂箱等工艺装备; 3)造型与制芯; 4)熔化与浇注; 5)落砂清理与铸件检验等主要工序。 成形原理 铸造生产是将金属加热熔化,使其具有流动性,然后浇入到具有一定形状的铸型型腔中,在重力或外力(压力、离心力、电磁力等)的作用下充满型腔,冷却并凝固成铸件(或零件)的一种金属成形方法。 图1 铸造成形过程
铸件一般作为毛坯经切削加工成为零件。但也有许多铸件无需切削加工就能满足零件的设计精度和表面粗糙度要求,直接作为零件使用。 型砂的性能及组成 1、型砂的性能 型砂(含芯砂)的主要性能要求有强度、透气性、耐火度、退让性、流动性、紧实率和溃散性等。2、型砂的组成 型砂由原砂、粘接剂和附加物组成。铸造用原砂要求含泥量少、颗粒均匀、形状为圆形和多角形的海砂、河砂或山砂等。铸造用粘接剂有粘土(普通粘土和膨润土)、水玻璃砂、树脂、合脂油和植物油等,分别称为粘土砂,水玻璃砂、树脂砂、合脂油砂和植物油砂等。为了进一步提高型(芯)砂的某些性能,往往要在型(芯)砂中加入一些附加物,如煤份、锯末、纸浆等。型砂结构,如图2所示。 图2 型砂结构示意图 工艺特点 铸造是生产零件毛坯的主要方法之一,尤其对于有些脆性金属或合金材料(如各种铸铁件、有色合金铸件等)的零件毛坯,铸造几乎是唯一的加工方法。与其它加工方法相比,铸造工艺具有以下特点:1)铸件可以不受金属材料、尺寸大小和重量的限制。铸件材料可以是各种铸铁、铸钢、铝合金、铜合金、镁合金、钛合金、锌合金和各种特殊合金材料;铸件可以小至几克,大到数百吨;铸件壁厚可以从0.5毫米到1米左右;铸件长度可以从几毫米到十几米。 2)铸造可以生产各种形状复杂的毛坯,特别适用于生产具有复杂内腔的零件毛坯,如各种箱体、缸体、叶片、叶轮等。 3)铸件的形状和大小可以与零件很接近,既节约金属材料,又省切削加工工时。 4)铸件一般使用的原材料来源广、铸件成本低。 5)铸造工艺灵活,生产率高,既可以手工生产,也可以机械化生产。 铸件的手工造型 手工造型的主要方法 砂型铸造分为手工造型(制芯)和机器造型(制芯)。手工造型是指造型和制芯的主要工作均由手工完成;机器造型是指主要的造型工作,包括填砂、紧实、起模、合箱等由造型机完成。泊头铸造工量具友介绍手工造型的主要方法: 手工造型因其操作灵活、适应性强,工艺装备简单,无需造型设备等特点,被广泛应用于单件小批量生产。但手工造型生产率低,劳动强度较大。手工造型的方法很多,常用的有以下几种: 1.整模造型 对于形状简单,端部为平面且又是最大截面的铸件应采用整模造型。整模造型操作简便,造型时整个模样全部置于一个砂箱内,不会出现错箱缺陷。整模造型适用于形状简单、最大截面在端部的铸件,
轴承加工工艺流程(附 图)
轴承加工工艺流程(附图) 轴承是当代机械设备中一种重要零部件。它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。 按运动元件摩擦性质的不同,轴承可分为滚动轴承和滑动轴承两大类。轴承可同时承受径向负荷和轴向负荷。能在较高的转速下工作。接触角越大,轴向承载能力越高。那么轴承是怎么加工出来的呢? 轴承制造加工基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn) <1>滚动体(钢球)制造基本流程: 原材料——冷镦——光磨——热处理——硬磨——初研——外观——精研 <2>保持架(钢板)制造基本流程: 原材料——剪料——裁环——光整——成形——整形——冲铆钉孔 <3>套圈(内圈、外圈)制造基本流程: 原材料——锻造——退火——车削——淬火——回火——磨削——装配
汇普轴承加工流程图 (1)锻造加工:锻造加工是轴承套圈加工中的初加工,也称毛坯加工。 套圈锻造加工的主要目的是: (a)获得与产品形状相似的毛坯,从而提高金属材料利 用率,节约原材料,减少机械加工量,降低成本。 (b)消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承的使用寿命。 锻造方式:一般是在感应加热炉、压力机、扩孔机和整形机组成连线的设备体进行流水作业 (2)退火:套圈退火的主要目的是:高碳铬轴承钢的球化退火是为了获得铁素体基体上均匀分布着细、小、匀、圆的碳化物颗粒的组织,为以后的冷加工及最终的淬回火作组织准 备。
Gcr15SiMn退火基本工序: 在790—810℃保温2-6h, 以10—30℃/h,冷至600℃以下,出炉空冷 (3)车削加工:车削加工是轴承套圈的半成品加工,也可以说是成型加工。 车削加工的主要目的是: (a)使加工后的套圈与最终产品形状完全相同。 (b)为后面的磨削加工创造有利条件。 车削加工的方法: 集中工序法:在一台设备上完成所有车削工序的小批量生产。 分散工序法:在一台设备上完成某一种车削工序的大批量生产。 (4)热处理:热处理是提高轴承内在质量的关键加工工序。 热处理的主要目的是: (a)通过热处理使材料组织转变,提高材料机械性能。 (b)提高轴承内在质量(耐磨性、强韧性),从而提高轴承寿命。 对于高碳铬轴承钢Gcr15SiMn,热处理包括淬火和低温回火淬火:
第1页 共4页 第2页 共4页 阜阳职业技术学院 工程科技学 院 数控技术 专业 11 级 滚动轴承制造工艺学 课程 期终考试试卷(A 卷) 分) ( )。 A.外圈宽度 B.外圈宽度变动量 C. 内圈宽度 D.内圈宽度变动量 5.下面哪些是属于工艺文件的范畴。( ) A.刀具明细表 B.工序图 C.切削规范 D.以上都是 6.下列说法不正确的是( )。 A.内圈与轴配合,通常与轴承一起旋转。 B.滚动轴承零件结构虽然简单,但技术要求很高。 C.滚动轴承结构中,滚动体不能承受和传递载荷;。 D.滚动轴承应具有高的寿命、低的噪声、小的旋转力矩和高的可靠性。 7. 锻件氧化皮的清理通常在什么时间进行。( ) A .锻件冷却到常温时 B.退火之前 C.退火之后 D.锻造刚结束时 8. 影响套圈毛坯锻造质量的因素是( )。 A.设备精度 B. 加热温度 C.模具精度 D.以上都是 9.GCr15轴承用钢的终锻温度是( )。 A. 850℃ B.1300℃ C.1080℃ D.650℃ 10.下面的叙述正确的是( )。 A.锻件毛坯尺寸散差不影响车削加工的效率。 B.套圈车削加工的质量对热处理淬回火的质量没有直接影响。 C.套圈车削应力对热处理质量没有影响。 D.车削加工是套圈切削加工的开始,有些表面的加工是终加工。 11.在钢球的加工过程中,下列哪项属于新工艺( )。 A.冷镦 B.软磨加 C.研磨加工 D.强化处理 12.下列滚动体毛坯加工方法中,哪种滚动体没有车削成形。( ) A.圆锥滚子 B.圆柱滚子 C.钢球 D.球面滚子 二、填空题(本题共28个空,每空 1.5 分,共 42 分) 1.套圈的锻造过程通常遵循 和 两个定律。 2.滚动轴承零件的加工特点是 、 和 。 3.滚动轴承的旋转精度测量项目主要有 、 、 和内圈轴向跳动。 4车削加工的工艺方法通常有 和 。 5.圆柱滚子毛坯的加工方法有 、 和车削。 6.切削规范直接影响着生产率和加工质量,它包含 、 和 三方面。 7.锻造加工时钢材的剪切过程包括 、 和 三个连 续过程。 8. 通常滚动轴承的基本结构由 、 、 、 和润滑五部分组成。 9.滚动轴承钢的始锻温度通常控制在 ,不影响成品的质量和性能。 10.钢球的球坯包含 、 和两极。 11.钢球在硬磨加工时会出现烧伤现象,烧伤的种类很多通常可分为 和二次淬火烧伤两种。 班级 学 姓名 装 订 线
轴承生产工艺流程 保持架LYTBZ转盘轴承所用保持架型式有整体保持架式、分段式持架或隔离式保持架等不同的结构型式。其中整体保持架或分段式保持架采用20号钢或ZL102铸造铝合金制造。隔离式保持架采用聚酰胺1010树脂、ZL102铸造铝合金或QA110-3-1.5铝青铜制造。近年来随着材料工业的不断发展尼龙GRPA66.25也已在分段保持架的设计中得以推广应用。轴承的润滑转盘轴承大多在重载低速的工况条件下工作,一般情况下采用充填润滑脂的润滑型式对轴承施以润滑均可取得极为满意的效果,常用的润滑脂有钙基润滑脂、锂基润滑脂、铝基润滑脂、及高温润滑脂等,用户可根据具体情况选择最适宜的润滑脂。转盘轴承的密封转盘轴承的密封一方面是为了防止已充填的润滑脂向外泄漏,另一方面是为了防止外界的尘埃、杂质及水份侵入轴承内部而影响其正常工作。由于转盘轴承大多处于重载低速下工作,故轴承的密封型式采用橡胶密封圈和迷宫式密封两种结构。而橡胶密封式结构本身具有结构简单、占用空间小,密封性能可靠等优点而得到了广泛的应用,但其不足之处是在高温状态时橡胶密封唇易早期老化而丧失密封性,故在高温工况条件下工作的转盘轴承宜采用迷宫式密封。三排组合滚子转盘轴承() 生产的LYTBZ三排滚柱式回转支承具有三个座圈上下及径向滚道各自分开,使得每一排滚柱的负载都能确切地加以确定,能够同时承受各种载荷,是四种产品中承载能
力最大的一种,轴、径向尺寸都较大结构牢固,特别适用于要求较大直径的重型机械,如斗轮式挖掘机、轮式起重机、船用起重机、钢包回转及大吨位汽车起重机等机械上。双排角接触球转盘轴承(回转支承)洛阳铁本轴承有限公司生产的LYTBZ双排球式回转支承具有三个座圈,钢球和隔离块可直接排入上下滚道,根据受力状况,安排了上下两排直径不同的钢球。这种开式装配非常方便,上下圆弧滚道的承载角都为90°,能承受很大的轴向力和倾翻力矩。当径向力大于0.1倍的轴向力时滚道须特殊设计。双排球式回转支承的轴向、径向尺寸都比较大,结构坚固,特别适用于要求中等以上直径的塔式起重机、汽车起重机等装卸机械上。单排交叉滚子转盘轴承(回转支承) 洛阳铁本轴承有限公司生产的LYTBZ单排交叉滚柱式回转支承,由两个座圈组成,结构紧凑、重量轻、制造精度高,装配间隙小,对安装精度要求高,滚柱为1:1交叉排列,能同时承受轴向力、较大径向力和倾翻力矩。被广泛用于起重运输、工程机械和军工产品。单排四点接触球转盘轴承(回转支承) 洛阳铁本轴承有限公司生产的LYTBZ 单排四点接触球轴承回转支承由两个座圈组成,结构紧凑、重量轻、钢球与圆弧滚道四点接触,能同时承受轴向力、径向力和倾翻力矩。回转式输送机、焊接操作机、中小型起重机和挖掘机等工程机械均可选用. 生产工艺流程图原材料锻件车加工检测热处理磨加工检测调
转盘轴承加工工艺流程简介 专业:体育装备工程姓名:潘紫晓学号:1112150010 1锻件毛坯的检查 在加工前首先了解毛坯的材质、以及锻后的状态。其次要检查毛坯是否有叠层、裂纹等缺陷。 测量毛坯外型尺寸。包括毛坯内外径、高度尺寸、计算加工余量,较准确地估算出车削加工的分刀次数。 2车削加工 2.1 粗车:根据车削工艺图纸进行粗车加工,切削速度、切削量严格按工艺规定执行(一般切削速度为5转/分钟。切削量为10mm~12mm。 2.2 粗车时效:轴承零件粗车完成后,采用三点支承、平放(不允许叠放,时效时间不小于48小时后才能进行精车加工。 2.3 精车轴承零件精车时,切削速度每分钟6至8转,切削量0.3~0.5毫米。 2.4 成型精车:轴承零件最后成型精车时,为防止零件变形,须将零件固定夹紧装置松开,使零件处于无受力状态,车削速度为每分钟8转、切削量为0.2毫米。 2.5 交叉、三排滚子转盘轴承内圈特别工艺:为防止交叉、三排滚子转盘轴承内圈热处理后变形。车削加工时必须进行成对加工,即滚道背靠背加工,热处理前不进行切断,热后切断成型。 2.6 热后精车:轴承内外圈热处理后,进行精车成工序。 3热处理 3.1 滚道表面淬火:轴承滚道表面中频淬火,硬度不低于55HRC,硬化层深度不小于4毫米,软带宽度小于50毫米,并在相应处作“S”标记。
3.2 热后回火处理:轴承内外圈中频淬火后需在200度温度下48小时方可出炉。以确保内应力的消失。 4滚、铣加工 4.1 对有内外齿的转盘轴承,磨削加工前要进行滚铣齿工序,严格按工艺要求加工,精度等级要达到8级以上。 5钻孔 5.1 划线:在测量零件的外型尺寸后,按图纸规定尺寸进行划线、定位工序,各孔相互差不得大于3‰。 5.2 钻孔:对照图纸检测划线尺寸,确保尺寸正确无误后再进行钻孔工序,分体内套转盘轴承安装孔应组合加工,并使软带相间180C度各孔距误差不得大于5‰。 6磨削加工 6.1 粗磨:采用中刚玉、软三颗粒度为36度,大气孔树脂砂轮进行磨削,线速度控制在1500转/分钟,防止滚道烧伤。最大磨削深度不得超过1毫米。 6.2 精磨:采用颗粒度46度或60度树脂砂轮磨削,磨削量要小于粗磨加工,光洁度要达到图纸规定等级 7其他零件 7.1 滚动体:自行加工或采用定点厂家的钢球滚子,精度等级要符合图纸要求,滚动体相互差小于5%,轴承装配前要进行表面磁粉探伤和超声波探伤,出具探伤报 告。 7.2 保持器:采用定点厂家生产的保持器,采用材料符合图纸要求,装配使用前要进行严格检测,出具检测报告。
滚动轴承加工工艺设计 摘要:滚动轴承是现代机器中广泛应用的部件之一,具有摩擦阻力小,功率消耗少,起动容易等优点。本文对滚动轴承的加工工艺进行了研究和设计。主要内容包括滚动轴承的类型、性能与特点,滚动轴承的工作情况,滚动轴承尺寸的选择,轴承零件的加工工艺特点,轴承加工的工艺过程及轴承装置的设计。通过了解滚动轴承的主要类型、性能与特点,结合实际需要中的产品要求,选择合适的轴承及所对应的加工工艺流程。 关键词:滚动轴承;性能;工艺设计 Rolling bearing processing technology design Abstract:Rolling bearing is one of the components are widely used in modern machinery, the advantages of small frictional resistance, less power consumption, easy starting, etc.This paper studied the processing technology of the rolling bearing and design.Main contents including the types, performance and characteristics of the rolling bearing and rolling bearing working condition, the choice of rolling bearing size, machining process characteristics of bearing parts, bearing machining process and the design of the bearing assembly.Through understanding the main types of rolling bearing, the performance and characteristics, combined with the actual needs of the product requirements, select the appropriate bearing and the corresponding processing technological process. Key words:Rolling bearing; Performance; Process design 目录 1摘要 (1) 2 滚动轴承的主要类型及其代号 (2) 2.1 滚动轴承的主要类型、性能与特点 (4) 2.2 滚动轴承零件结构的常用术语 (5) 2.3 滚动轴承的代号 (6)
深沟球轴承磨加工工艺的改进 摘要:随着现代工业的发展和科学技术的进步,对轴承质量的要求越来越高。 原磨工艺生产的深沟球轴承振动合格率仅为65%左右。通过改进工艺,提高了轴 承的产品质量,使振动合格率提高到90%。从球轴承磨削加工过程出发,总结出 降低深沟球轴承振动值的方法。 关键词:深沟球轴承;磨加工工艺; 一、主要技术改进 1.磨加工过程的改进。根据轴承材料(GCr15)产品结构及高精度要求的特点,在工艺流程中增加了内、外圈高温回火、内、外圈精研平面、精研外径,内外圈 沟道均采用了粗磨、细磨、终磨三次磨削工艺,充分消除了磨削应力及变形,提 高了磨加工沟道的定位精度,降低了沟道表面变质层的厚度。 2.磨加工工艺装备的改进。根据现有机床状况,内外沟磨削加工只能在磨床 上加工,该机床磨削沟道的进给方式是:定程控制进给,无心电磁夹盘切入磨削。定程控制磨削的最大缺点是受前工序尺寸、几何精度等因素影响,使砂轮轴在磨 削过程中弹性变量不等,无法选择最佳光磨时间,无火花磨削难以全部实现,致 使磨加工后的内、外圈沟几何精度、尺寸精度和表面质量达不到工艺要求,并且 电气系统采用继电器控制,造成电器元件多,故障率高,中停时间长。根据上述 机床的缺陷,机床由原来的继电器控制改为程控器控制,并对磨加工沟道过程中 的每个动作进行显示,使磨削沟不受车加工留量影响,光磨时间有微回跳,保证 了砂轮轴恢复弹性变形趋于一致,无火花磨削得以全部实现,从而保证了磨削后 的沟道尺寸精度和几何精度,提高了沟道的表面质量,为超精研加工奠定了基础。 3.选择合适的沟道超精研机床及超精研油石轴承内、外圈沟道超精研加工是 油石沿弧形摆动和内、外圈在滚杠上无心支承随滚杠回转来完成的,精研沟道的 表面质量取决于油石摆动频率、弹簧压力大小、油石材质、油石消耗补偿及滚杠 转速,最初试制阶段,沟道超精研加工工艺规定在四头精研机上加工,两头用来 粗研,粗研油石为WA14(白刚玉),细研油石为WA5(白刚玉)。由于该机床 原设计油石摆动频率四个头都是一种频率,滚杠两根,一种转速,使精研后的沟 道表面质量达不到工艺要求,直接影响装配后的轴承成品振动值。为了改善精研 加工条件,克服以上缺点,提高沟道精研表面质量,选择了六头超精研机床,该 机床的特点是油石夹头有六个,滚杠有4根,油石夹头三个为一组,共两组:滚 杠两根为一组,共两组。通过对比四头、六头精研机参数及工作原理,把精研沟 工序加工机床定为六头精研机。根据该机床特点,把精研沟工序分为二步加工法,每一组根据精研机特点和产品质量要求选择不同的油石、油石压力、滚杠转速和 油石摆动次数,采用六头精研机精研沟道,不但满足了工艺要求,而且还提高了 沟道表面质量。 二、试验分析 1.影响振动值的因素。轴承在旋转过程中,产生的振动是由多种因素引起的,振动的来源,一是受外来激励引起内外套圈、滚动体、保持架的固有振动;二是 由于轴承各配件的形状误差、尺寸精度误差、工作表面的质量状况,以及配件间 在运动中的碰撞和轴承内部存在有异物等引起的强迫振动。国家标准规定 6206/Z3深沟球轴承振动值为40dB,测量振动值时表针摆动不得超过1dB。在生 产过程中,随机抽取1000件产品,通过检测,振动值合格率为65%,经过对不 合格品的拆套分析,对振动值有较大影响的因素主要有以下几项(拆套100件):
轴承加工工艺流程(附图) 轴承就是当代机械设备中一种重要零部件。它得主要功能就是支撑机械旋转体,降低其运动过程中得摩擦系数,并保证其回转精度. 按运动元件摩擦性质得不同,轴承可分为滚动轴承与滑动轴承两大类.轴承可同时承受径向负荷与轴向负荷。能在较高得转速下工作。接触角越大,轴向承载能力越高。那么轴承就是怎么加工出来得呢? 轴承制造加工基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn) 〈1>滚动体(钢球)制造基本流程: 原材料——冷镦—-光磨——热处理—-硬磨——初研——外观—-精研 <2〉保持架(钢板)制造基本流程: 原材料——剪料——裁环-—光整——成形——整形-—冲铆钉孔 〈3>套圈(内圈、外圈)制造基本流程: 原材料——锻造——退火——车削——淬火--回火——磨削--装配
汇普轴承加工流程图 (1)锻造加工:锻造加工就是轴承套圈加工中得初加工,也称毛坯加工。 套圈锻造加工得主要目得就是: (a)获得与产品形状相似得毛坯,从而提高金属材料利用率,节约原材料,减少机械加工量,降低成本。 (b)消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承得使用寿命。 锻造方式:一般就是在感应加热炉、压力机、扩孔机与整形机组成连线得设备体进行流水作业 (2)退火:套圈退火得主要目得就是:高碳铬轴承钢得球化退火就是为了获得铁素体基体上均匀分布着细、小、匀、圆得碳化物颗粒得组织,为以后得冷加工及最终得淬回火作组织准备.
Gcr15SiMn退火基本工序: 在790—810℃保温2—6h,以10—30℃/h,冷至600℃以下,出炉空冷 (3)车削加工:车削加工就是轴承套圈得半成品加工,也可以说就是成型加工. 车削加工得主要目得就是: (a)使加工后得套圈与最终产品形状完全相同。 (b)为后面得磨削加工创造有利条件。 车削加工得方法: 集中工序法:在一台设备上完成所有车削工序得小批量生产。 分散工序法:在一台设备上完成某一种车削工序得大批量生产。 (4)热处理:热处理就是提高轴承内在质量得关键加工工序。 热处理得主要目得就是: (a)通过热处理使材料组织转变,提高材料机械性能。 (b)提高轴承内在质量(耐磨性、强韧性),从而提高轴承寿命。 对于高碳铬轴承钢Gcr15SiMn,热处理包括淬火与低温回火淬火: 加热温度:820—840(℃)保温时间:1—2h冷
轴承的制造工艺过程如下: 1.套圈:管料或棒料锻件、退火---车削---软磨---热处理---磨削---超精加工 2.钢球:线材或棒料冷镦、热冲退火---锉削---软磨---热处理---磨削---研磨 3.滚子:线材或棒料冷镦、车削---热处理---磨削---超精加工 4.保持器:带料和板料成形---切边、整形---切底---冲窗口---压坡---扩张 ---表面处理 轴承设备和计术 [ 标签:轴承设备 ] 我想加工轴承苦无门路望知情者帮帮我。 白天“?阳光回答:1 人气:1 解决时间:2011-05-06 08:45 满意答案 好评率:100% 一、我国机床行业的现状及发展趋势机床工具行业作为机械装备工业的重要组成部分,碳化硅轴承能自动补偿径向因温升导致的材质膨胀差异在整个国民经济的发展过程中起着举足轻重的作用。从行业总体来看,我国机床工具行业目前正处于自1992年以来最好的发展时期,市场呈现出供不应求的良好局面。尤其是自1999年进入新的增长期以来,我国机床工具行业产值逐年增长,产品结构不断调整,产品质量日益提高。下表是1999年以来,机床工具行业产值、金属切削机床产量、数控金属切削机床产量的增长情况:根据2003年12月2日至5日在宝鸡召开的中国机床工具行业市场形势和对策研讨会得到的信息,今年又将是我国机床工具行业一个丰收年,截止九月末,在产品产量方面,金属切削机床产量累计已达22.2万台,比去年同期增长36.7%。其中,作为重点发展的高精度机床增长37.60%;数控机床增长43.74%;大型机床增长87.90%。另外,其他的如锻压机械、木工机床等也有较大幅度的增长,可谓全线飘红。