轴承加工工艺流程(附图)
- 格式:doc
- 大小:103.00 KB
- 文档页数:4
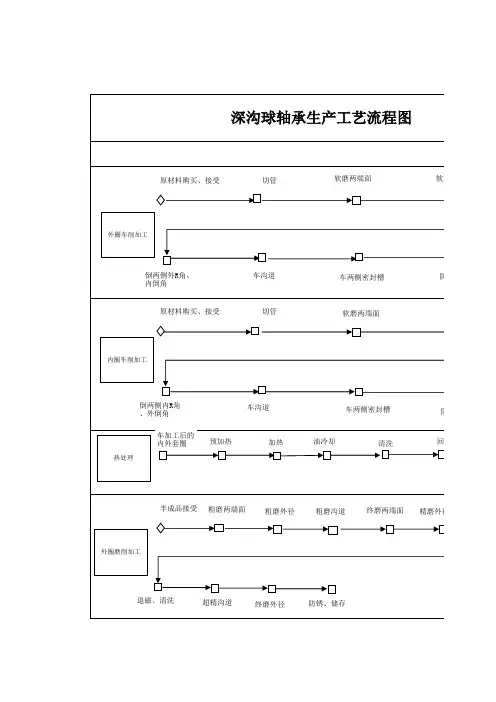
转盘轴承加工工艺流程简介1)锻件毛坯的检查在加工前首先了解毛坯的材质、锻后状态(一般为正回火状态,查阅锻件合格证即材质书)。
其次要检查毛坯是否有叠层、裂纹等缺陷。
测量毛坯外型尺寸。
测量毛坯内外径、高度尺寸、计算加工余量,较准确地估算出车削加工的分刀次数。
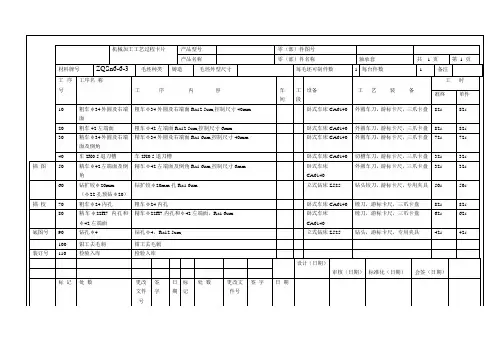
2)车削加工2.1粗车:根据车削工艺图纸进行粗车加工,切削速度、切削量严格按工艺规定执行(一般切削速度为5转/分钟。
切削量为10mm~12m)m。
2.2粗车时效:轴承零件粗车完成后,采用三点支承、平放(不允许叠放),时效时间不小于48小时后才能进行精车加工。
2.3精车轴承零件精车时,切削速度每分钟6至8转,切削量0.3~0.5毫米。
2.4成型精车:轴承零件最后成型精车时,为防止零件变形,须将零件固定夹紧装置松开,使零件处于无受力状态,车削速度为每分钟8转、切削量为0.2毫米。
2.5交叉、三排滚子转盘轴承内圈特别工艺:为防止交叉、三排滚子转盘轴承内圈热处理后变形。
车削加工时必须进行成对加工,即滚道背靠背加工,热处理前不进行切断,热后切断成型。
2.6热后精车:轴承内外圈热处理后,进行精车成工序、工艺规程同2.3、2.43)热处理一3.1滚道表面淬火:轴承滚道表面中频淬火,硬度不低于55HRC,硬化层深度不小于4毫米,软带宽度小于50毫米,并在相应处作“ S'标记。
(有时客户要求可以渗碳、渗氮、碳氮共渗等)3.2热后回火处理:轴承内外圈中频淬火后需在200C度温度下48小时方可出炉。
以确保内应力的消失。
4)滚、铣加工一4.1对有内外齿的转盘轴承,磨削加工前要进行滚铣齿工序,严格按工艺要求加工,精度等级要达到8级以上。
5)钻孑L—5.1划线:在测量零件的外型尺寸后,按图纸规定尺寸进行划线、定位工序,各孔相互差不得大于3%0。
5.2钻孔:对照图纸检测划线尺寸,确保尺寸正确无误后再进行钻孔工序,分体内套转盘轴承安装孔应组合加工,并使软带相间180C度各孔距误差不得大于5%06)磨削加工一6.1粗磨:采用中刚玉、软三颗粒度为36度,大气孔树脂砂轮进行磨削,线速度控制在1500转/分钟,防止滚道烧伤。
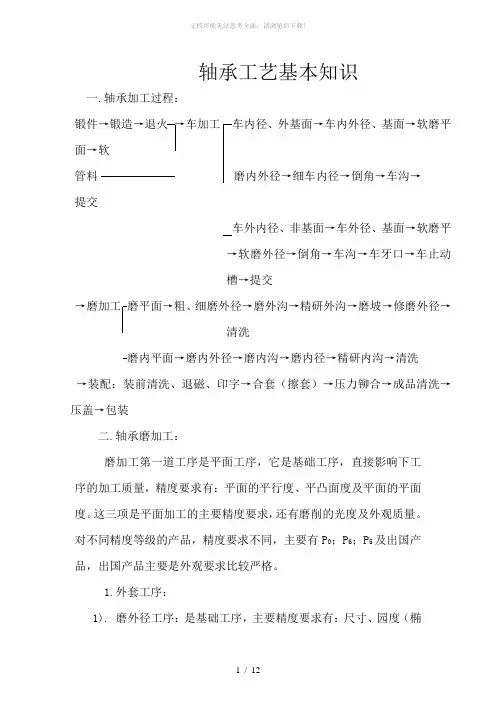
轴承工艺基本知识一.轴承加工过程:锻件→锻造→退火→车加工车内径、外基面→车内外径、基面→软磨平面→软管料磨内外径→细车内径→倒角→车沟→提交车外内径、非基面→车外径、基面→软磨平→软磨外径→倒角→车沟→车牙口→车止动槽→提交→磨加工磨平面→粗、细磨外径→磨外沟→精研外沟→磨坡→修磨外径→清洗磨内平面→磨内外径→磨内沟→磨内径→精研内沟→清洗→装配:装前清洗、退磁、印字→合套(擦套)→压力铆合→成品清洗→压盖→包装二.轴承磨加工:磨加工第一道工序是平面工序,它是基础工序,直接影响下工序的加工质量,精度要求有:平面的平行度、平凸面度及平面的平面度。
这三项是平面加工的主要精度要求,还有磨削的光度及外观质量。
对不同精度等级的产品,精度要求不同,主要有P0;P6;P5及出国产品,出国产品主要是外观要求比较严格。
1.外套工序:1). 磨外径工序:是基础工序,主要精度要求有:尺寸、园度(椭圆、三角、波纹度)、垂直差、锥度、光洁度、表面质量。
对不同等级的产品要求不一样,一般精度要求每级要差1~3μm。
该工序是外沟的加工基准,园度及尺寸是直接影响外沟园度及尺寸的主要因素,垂直差和锥度影响轴承使用过程中的装配和性能。
2). 磨外沟工序:是加工轴承主要工作表面的工序,主要精度要求有:尺寸、园度(椭圆、三角、波纹度)、烧伤、沟曲率R、沟位置、沟侧摆、光洁度、表面质量等。
对不同等级的产品要求不一样,该工序的尺寸要求较松。
由于外沟从1990年以后均采用浮动圆弧支点,故可以改变部分外径园度对外沟园度的影响。
因此外径园度要求一般控制在外沟园度要求的基础上,约小1~2。
实际工作中外沟园度基本保证在外径园度要求上下约1μm左右。
平面的平行度等三项精度影响外沟的沟侧摆。
3). 外沟精研工序:其精度要求与磨外沟工序相同,波纹度和光洁度的要求较高, Ra为0.32,在加工P5(Z1、Z2)产品时,要采用较好的精研油石,粒度要细一些。
一般粗研油石为W14的,精研油石为W3.5混合磨料的。
轴承加工工艺流程简介轴承是机械设备中常见的零部件,用于支撑和减少机械装置中的摩擦。
轴承加工工艺流程是制造轴承过程中至关重要的环节,包括材料准备、加工工序和质量控制等多个方面,这些环节的完善将直接影响到轴承的质量和性能。
材料准备轴承通常由金属材料制成,主要包括轴承钢和轴承铜两类。
轴承钢具有高硬度和耐磨性,适合用于制作轴承的滚动体和内外圈。
轴承铜则用于轴承的保持架,具有良好的导热性和润滑性,可以有效减少摩擦损耗。
在材料准备阶段,首先需要对采购的原材料进行检验,以确保其符合相关标准和要求。
接下来进行成分分析和热处理处理,保证材料具备所需的物理和化学性能。
最后根据轴承的规格和要求,进行切割和预成型加工,为后续的加工工艺做好准备。
加工工序粗加工1.锻造:将经过预成型的金属材料进行锻造,使其形成初步的形状和结构。
2.铣削:使用铣床对轴承的外形和孔状进行加工,确保轴承符合设计要求的尺寸和形状。
3.车削:通过车床对轴承的外圆和内孔进行精确的加工,提高尺寸精度和表面质量。
精加工1.磨削:利用磨削工艺对轴承表面进行处理,提高表面质量和尺寸精度。
2.抛光:对轴承表面进行抛光处理,提高外观质量和表面光洁度。
3.滚压:采用滚压工艺对轴承的滚动体和内外圈进行加工,提高表面硬度和耐磨性。
总装1.组装:将经过加工处理的各部分轴承组装在一起,形成完整的轴承装置。
2.检测:对组装好的轴承进行外观和性能检测,确保其符合质量标准和要求。
3.包装:将合格的轴承进行包装,保护其表面不受损坏和腐蚀。
质量控制在轴承加工工艺流程中,质量控制是至关重要的一环。
通过严格的质量控制措施,可以确保轴承的质量稳定和可靠性高,从而满足用户的需求和要求。
1.质量检验:在每个加工环节都需要进行相应的质量检验,包括尺寸测量、表面质量和硬度测试等。
2.过程控制:通过制定严格的工艺流程和加工标准,确保每一道工序都按照要求进行,避免出现质量问题。
3.修正措施:对于出现的质量问题,及时采取修正措施,防止不合格品流入下道工序或最终产品中。
轴承加工工艺流程
《轴承加工工艺流程》
轴承是一种常见的机械零件,它承载着机械设备旋转运动时的轴向负载。
轴承的加工工艺流程对于轴承的质量和性能至关重要。
下面将介绍轴承的加工工艺流程。
1. 材料准备
轴承通常由金属材料制成,常见的材料有铁、铜、铝等。
在加工前,需要将原材料进行切割、锻造等工艺,得到符合尺寸要求的轴承毛坯。
2. 粗加工
粗加工是指对轴承毛坯进行初步成型的加工过程,包括车削、铣削、钻孔等工艺。
通过粗加工,将轴承毛坯的外形和尺寸逐步接近设计要求。
3. 热处理
热处理是轴承加工工艺流程中至关重要的一步,它能够改善轴承材料的硬度、强度和耐磨性。
常见的热处理工艺包括淬火、回火、渗碳等。
4. 精加工
精加工是对已经进行热处理的轴承毛坯进行精密加工的过程,包括磨削、打磨、滚轧等工艺。
通过精加工,使轴承的表面光洁度和尺寸精度达到设计要求。
5. 组装
最后一步是轴承的组装工艺,将内圈、外圈、滚珠或滚柱等零件按照设计要求进行组合,然后进行检测和润滑。
组装工艺直接影响着轴承的使用寿命和运行稳定性。
总的来说,轴承的加工工艺流程涉及多个环节,每个环节都对轴承的质量和性能产生重要影响。
只有严格控制每一个环节,才能生产出高质量的轴承产品。
轴承加工工艺流程轴承加工工艺是指在制造轴承过程中所涉及的工艺流程,主要包括材料准备、加工、热处理、组装等环节。
第一步是材料准备。
首先要选用优质的轴承材料,一般为合金钢或不锈钢。
然后按照标准规格将原材料进行切割、锻造等加工,将毛坯制备成符合要求的轴承零件。
第二步是加工。
在这一步中,需要进行车、铣、刨、磨、镗等多种加工工艺,以将轴承零件加工成精确尺寸和表面粗糙度要求的产品。
加工过程需要严格控制加工参数和工艺流程,以保证产品质量。
第三步是热处理。
轴承在使用过程中需要承受较大的载荷,因此需要进行热处理以提高材料的硬度和耐磨性。
常见的热处理工艺包括淬火、回火、渗碳等,通过适当的热处理工艺可以使轴承具有良好的机械性能。
第四步是组装。
在进行轴承组装之前,需要对零件进行清洗、润滑等处理,然后将内圈、外圈、滚动体、密封圈等零件按照工艺要求进行组装。
组装完成后,需要进行轴承的调试和检测,以确保其性能和质量符合要求。
通过以上几个环节的工艺流程,最终可以生产出具有良好性能和质量稳定的轴承产品,满足市场需求并得到用户认可。
对于轴承加工工艺来说,关键在于制定科学的工艺流程和严格的质量控制标准。
在整个加工流程中,对于每一个环节都需要精心设计和执行,以确保生产出高质量的轴承产品。
在材料准备阶段,首先要对原材料进行严格的质量检验,包括化学成分、力学性能、金相组织等多方面的检测。
只有确保原材料质量符合要求,才能保证加工后的产品质量。
同时,在毛坯制备过程中,还需要对材料进行锻造、热处理等工艺处理,以改善材料的结构和性能,为后续的加工工艺奠定基础。
在加工阶段,需要依据轴承零件的不同形状和尺寸,采用合适的加工方法和工艺流程。
例如,对于外圈和内圈的加工,通常采用车削和磨削工艺,以保证零件的精度和表面质量。
对于滚动体的加工,需要进行精密的磨削工艺,以保证其表面的光洁度和尺寸精度。
在整个加工过程中,需要不断调整加工参数,确保产品的质量和精度。
轴承加工工艺流程(附图)轴承就是当代机械设备中一种重要零部件。
它得主要功能就是支撑机械旋转体,降低其运动过程中得摩擦系数,并保证其回转精度.按运动元件摩擦性质得不同,轴承可分为滚动轴承与滑动轴承两大类.轴承可同时承受径向负荷与轴向负荷。
能在较高得转速下工作。
接触角越大,轴向承载能力越高。
那么轴承就是怎么加工出来得呢?轴承制造加工基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn)〈1>滚动体(钢球)制造基本流程:原材料——冷镦—-光磨——热处理—-硬磨——初研——外观—-精研<2〉保持架(钢板)制造基本流程:原材料——剪料——裁环-—光整——成形——整形-—冲铆钉孔〈3>套圈(内圈、外圈)制造基本流程:原材料——锻造——退火——车削——淬火--回火——磨削--装配汇普轴承加工流程图(1)锻造加工:锻造加工就是轴承套圈加工中得初加工,也称毛坯加工。
套圈锻造加工得主要目得就是:(a)获得与产品形状相似得毛坯,从而提高金属材料利用率,节约原材料,减少机械加工量,降低成本。
(b)消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承得使用寿命。
锻造方式:一般就是在感应加热炉、压力机、扩孔机与整形机组成连线得设备体进行流水作业(2)退火:套圈退火得主要目得就是:高碳铬轴承钢得球化退火就是为了获得铁素体基体上均匀分布着细、小、匀、圆得碳化物颗粒得组织,为以后得冷加工及最终得淬回火作组织准备.Gcr15SiMn退火基本工序:在790—810℃保温2—6h,以10—30℃/h,冷至600℃以下,出炉空冷(3)车削加工:车削加工就是轴承套圈得半成品加工,也可以说就是成型加工.车削加工得主要目得就是:(a)使加工后得套圈与最终产品形状完全相同。
(b)为后面得磨削加工创造有利条件。
车削加工得方法:集中工序法:在一台设备上完成所有车削工序得小批量生产。
分散工序法:在一台设备上完成某一种车削工序得大批量生产。
汽车轴承加工工艺流程滚动轴承主要零件的加工过程一、各种进口轴承主要零件的加工过程:1.套圈的加工过程: 轴承内圈和外圈的加工依原材料或毛坯形式的不同而有所不同,其中车加工前的工序可分为下述三种,整个加工过程为:棒料或管料 有的棒 料需经锻造和退火、正火)----车加工----热处理----磨加工----精研或抛光----零件终检----防锈----入库----(待合套装配〉2.钢球的加工过程, 钢球的加工同样依原材料的状态不同而有所不同,其中挫削或光球前的工序,可分为下述三种,热处理前的工序,又可分为下述二种,整个加工 过程为:棒料或线材冷冲 有的棒料冷冲后还需冲环带和退火)----挫削、粗磨、软磨或光球----热处理----硬磨----精磨----精研或研磨----终检分组----防锈、包装----入库 待合套装配〉。
3.滚子的加工过程 滚子的加工依原材料的不同而有所不同,其中热处理前的工序可分为下述两种,整个加工过程为: 棒料车加工或线材冷镦后串环带及软磨----热处理----串软点----粗磨外径----粗磨端面----终磨端面----细磨外径----终磨外径----终检分组----防锈、包装----入库 待合套装配〉。
4.保持架的加工过程 保持架的加工过程依设计结构及原材料的不同,可分为下述两类:1)板料→剪切→冲裁→冲压成形→整形及精加工→酸洗或喷丸或串光→终检→防锈、包装→入库(待合套装配) 2)实体保持架的加工过程: 实体保持架的加工,依原材料或毛坏的不同而有所不同,其中车加工前可分为下述四种毛坯型式,整个加工过程为: 棒料、管料、锻件、铸件----车内径、外径、端面、倒角----钻孔 或拉孔、镗孔)----酸洗----终检----防锈、包装----入库 待合套装配〉。
二、滚动SKF轴承的装配过程:滚动INA轴承零件如内圈、外圈、滚动体和保持架等,经检验合格后,进入装配车间进行装配,其过程如下:零件退磁、清洗→内、外滚 沟〉道尺寸分组选别→合套→检查游隙→铆合保持架→终检→退磁、清洗→防锈、包装→入成品库(装箱、发运〉。
轴承加工工艺流程(附图)轴承加工工艺流程(附图)轴承是当代机械设备中一种重要零部件。
它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。
按运动元件摩擦性质的不同,轴承可分为滚动轴承和滑动轴承两大类。
轴承可同时承受径向负荷和轴向负荷。
能在较高的转速下工作。
接触角越大,轴向承载能力越高。
那么轴承是怎么加工出来的呢?轴承制造加工基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn)<1>滚动体(钢球)制造基本流程:原材料——冷镦——光磨——热处理——硬磨——初研——外观——精研<2>保持架(钢板)制造基本流程:原材料——剪料——裁环——光整——成形——整形——冲铆钉孔<3>套圈(内圈、外圈)制造基本流程:原材料——锻造——退火——车削——淬火——回火——磨削——装配汇普轴承加工流程图(1)锻造加工:锻造加工是轴承套圈加工中的初加工,也称毛坯加工。
套圈锻造加工的主要目的是:(a)获得与产品形状相似的毛坯,从而提高金属材料利用率,节约原材料,减少机械加工量,降低成本。
(b)消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承的使用寿命。
锻造方式:一般是在感应加热炉、压力机、扩孔机和整形机组成连线的设备体进行流水作业(2)退火:套圈退火的主要目的是:高碳铬轴承钢的球化退火是为了获得铁素体基体上均匀分布着细、小、匀、圆的碳化物颗粒的组织,为以后的冷加工及最终的淬回火作组织准备。
Gcr15SiMn退火基本工序:在790—810℃保温2-6h, 以10—30℃/h,冷至600℃以下,出炉空冷(3)车削加工:车削加工是轴承套圈的半成品加工,也可以说是成型加工。
车削加工的主要目的是:(a)使加工后的套圈与最终产品形状完全相同。
(b)为后面的磨削加工创造有利条件。
车削加工的方法:集中工序法:在一台设备上完成所有车削工序的小批量生产。
轴承加工工艺流程(附图)
轴承是当代机械设备中一种重要零部件。
它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。
按运动元件摩擦性质的不同,轴承可分为滚动轴承和滑动轴承两大类。
轴承可同时承受径向负荷和轴向负荷。
能在较高的转速下工作。
接触角越大,轴向承载能力越高。
那么轴承是怎么加工出来的呢?
轴承制造加工基本过程(以套圈制造基本流程为重点,材料选用高碳铬轴承钢Gcr15SiMn)
<1>滚动体(钢球)制造基本流程:
原材料——冷镦——光磨——热处理——硬磨——初研——外观——精研
<2>保持架(钢板)制造基本流程:
原材料——剪料——裁环——光整——成形——整形——冲铆钉孔
<3>套圈(内圈、外圈)制造基本流程:
原材料——锻造——退火——车削——淬火——回火——磨削——装配
汇普轴承加工流程图
(1)锻造加工:锻造加工是轴承套圈加工中的初加工,也称毛坯加工。
套圈锻造加工的主要目的是:
(a)获得与产品形状相似的毛坯,从而提高金属材料利用率,节约原材料,减少机械加工量,降低成本。
(b)消除金属内在缺陷,改善金属组织,使金属流线分布合理,金属紧密度好,从而提高轴承的使用寿命。
锻造方式:一般是在感应加热炉、压力机、扩孔机和整形机组成连线的设备体进行流水作业
(2)退火:套圈退火的主要目的是:高碳铬轴承钢的球化退火是为了获得铁素体基体上均匀分布着细、小、匀、圆的碳化物颗粒的组织,为以后的冷加工及最终的淬回火作组织准备。
Gcr15SiMn退火基本工序:
在790—810℃保温2-6h, 以10—30℃/h,冷至600℃以下,出炉空冷
(3)车削加工:车削加工是轴承套圈的半成品加工,也可以说是成型加工。
车削加工的主要目的是:
(a)使加工后的套圈与最终产品形状完全相同。
(b)为后面的磨削加工创造有利条件。
车削加工的方法:
集中工序法:在一台设备上完成所有车削工序的小批量生产。
分散工序法:在一台设备上完成某一种车削工序的大批量生产。
(4)热处理:热处理是提高轴承内在质量的关键加工工序。
热处理的主要目的是:
(a)通过热处理使材料组织转变,提高材料机械性能。
(b)提高轴承内在质量(耐磨性、强韧性),从而提高轴承寿命。
对于高碳铬轴承钢Gcr15SiMn,热处理包括淬火和低温回火淬火:
加热温度:820—840(℃) 保温时间: 1-2h 冷却介质:油低温回火:
加热温度:150—180(℃) 保温时间:2-5h 冷却方式:空冷
(5)磨削加工:磨削加工是轴承套圈和滚子加工中的最终加工,称为成品加工。
磨削加工的主要目的是:
(a)使套圈的尺寸精度和形状精度达到设计要求。
(b)为轴承装配提供合格的套圈和。
磨削加工方法:一般采用分散工序法加工,也可把多台设备通过上、下料装置连接组成生产流水线加工,提高生产效率。
(6)轴承装配:轴承装配是轴承生产过程中的最后工序,对轴承性能具有重要的影响。
轴承装配的主要目的是:
(a)把经过多种工序加工的零件(外圈、内圈、滚子和保持架)装配成轴承产品。
(b)按不同的技术要求,装配成各种精度、各种游隙和其他特殊要求的轴承产品。