大机组结构与检修
- 格式:pptx
- 大小:12.44 MB
- 文档页数:94

当代化工研究Modem Chemical Research16综述与专论2021・07煤矿掘进机日常检T参及故障维F参*林雪华(山西晋煤集团赵庄煤业有限责任公司山西047605)摘耍:随着我国煤炭行业餉发展和进步,各类煤矿作业应用的新技术和新设备逐步引进到了煤矿的生产过程当中,有效提升了煤炭企业生产餉机械化和自动化程度,促进了煤矿作业生产能力与生产效率的双向提升,但煤矿掘进机餉a常运作仍然极易受到各类外界因素的影响而出现隐患和故障.因此,煤矿拡进机时a常检修和故障维修人员就要全面优化和完善煤矿掘进机的日常检修及故障维修工作机制,制定合理的检修与维修周期计划,以此来提升煤矿掘进机日常检修与故障维修的针对性和有效性.本文以佳木斯EBZ200煤巷机组掘进机为例,分析探讨了煤矿掘进机的日常检修与故障维修方法,以期为相关工作者的工作提供理论基础和实践借鉴.关键词:煤矿掘进机;日常检修;故障维修中图55•类号:T文献标识码:ADaily Maintenance and Fault Maintenance of Coal Mine RoadheaderLin Xuehua(Zhaozhuang Coal Industry Co.,Ltd.,Shanxi Jinmei Group,Shanxi,047605) Abstract:With the development and p rogress of C hina's coal industry,various new technologies and equipment used in coal mine operations are gradually introduced into the production process of c oal mines,yvhich effectively improves the mechanization and automation of c oal enterprises' production and promotes the two-way improvement of coal mine production capacity and production efficiency.However,the daily operation of coal roadheader is still vulnerable to various external f actors and causes hidden dangers and f ailures.Therefore,the daily maintenance and f ault maintenance p ersonnel of c oal mine roadheader should comprehensively optimize and p erfect the working mechanism of d aily maintenance and f ault maintenance of coal mine roadheader,and make a reasonable maintenance cycle plan,so as to improve the pertinence and effectiveness of daily maintenance and f ault maintenance of c oal mine roadheader.Taking Jiamusi EBZ200roadheader as an example,this paper analyzes and discusses the daily maintenance and f ault maintenance methods of c oal roadheader,hoping to provide theoretical basis and p ractical reference f or the work of related workers.Key words:coal mine roadheader^daily maintenance;fault maintenance煤矿掘进机是煤炭企业生产机械设备体系的重要组成部分,同时也是煤矿生产能力提升的重点和难点,这就对煤矿掘进机的日常检修和故障维修工作提出了更高的要求。
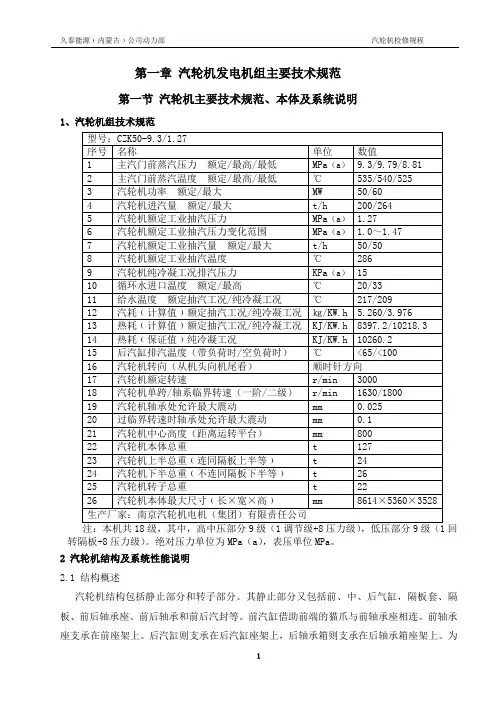
第一章汽轮机发电机组主要技术规范第一节汽轮机主要技术规范、本体及系统说明1、汽轮机组技术规范回转隔板+8压力级)。
绝对压力单位为MPa(a),表压单位MPa。
2 汽轮机结构及系统性能说明2.1 结构概述汽轮机结构包括静止部分和转子部分。
其静止部分又包括前、中、后气缸,隔板套、隔板、前后轴承座、前后轴承和前后汽封等。
前汽缸借助前端的猫爪与前轴承座相连。
前轴承了确保机组在运行中的膨胀和对中,前座架上布置了轴向导向键,使机组在运行中可以自由向前膨胀和上下膨胀。
在后汽缸座架上有横向销,后汽缸尾部有轴向导板,保证了汽缸在膨胀时的对中。
同时横向销与汽轮机中心线的交点形成了机组的膨胀死点。
转子部分包括主轴和套装叶轮叶片以及联轴器,它前后支承在前轴承和后轴承上,在汽缸中与喷嘴组及各级隔板组成了汽轮机的通流部分,并借助联轴器与发电机转子相连。
前端的支承点为推力轴承前轴承,在运行中形成转子的相对死点。
汽轮机端联轴器还装有盘车装置的传动齿轮,在起动前和停机后可以进行电动及手动盘车。
2.1.1 转子本机转子是一种柔性转子,其高温高压部分采用叶轮与主轴整锻而成:低压部分采用了套装结构,其中还包括联轴器。
整锻转子主要是强度高而结构紧凑,套装叶轮主要是叶片较长,轮缘强度要求高而结构比较复杂。
本机所有叶片采用准四维设计的叶型。
2.1.2 喷嘴、隔板、隔板套喷嘴、隔板、隔板套均装在汽缸内。
它们和转子组成了汽轮机的通流部分,也是汽轮机的核心部分。
高压喷嘴组分成四段,通过T型糟道分别入四只喷嘴室内。
每一段喷嘴组一端有定位销作为固定点,另一端可以自由膨胀并焊有密封环。
本机的隔板采用了三种形式:高压部分采用了窄喷嘴和宽叶型汽叶组成的分流叶栅,以提高隔板的强度和确保通流部分的经济性;铣制静叶的内外围带焊接式,最后与隔板内外环焊接而成。
低压部分静叶两端直接和隔板体焊接在一起。
为了简化汽缸结构及降低汽缸的应力,并有利于启动及负荷变化,本机组采用了多级隔板套。

汽轮机维修技术标准第一章主机本体说明气轮机为高压单缸冲动凝汽式,气轮机通过锅炉给汽,进入机内,冲击到叶片上,带动转子转动,从而带动发电机工作。
汽轮机静子部分由前轴承座、前汽缸、中汽缸和后汽缸四部分组成,通流部分为一个复速级和10个压力级组成,共11级,其中第1级、第2级、第4级分别为高、中、低压段的调节级。
高压段配汽采用提板式调节控制,中、低压段配汽采用带平衡室式旋转隔板控制。
控制中、低压段旋转隔板的油动机分别布置在中压缸的两侧。
前轴承座由前架支撑,在座架上沿汽轮机中心线有纵向键,当机组受热膨胀时,可以沿此纵向键向前滑动,前轴承座与前汽缸用猫爪相连,在横向以及垂直方向包嵌有定位的膨胀滑销,以保证汽轮机中心在膨胀时不致变动。
装于前汽缸上端的蒸汽室内的调节汽阀为提板式,通过调节汽阀及连杆与调速器的油动机相连。
调节汽阀共有八只汽阀,分别控制五组喷嘴。
后汽缸由后座架支撑,座架上有横各销,后汽缸导板上有一纵向键,纵向键与横向销的交点就构成了汽轮机的“死点”当机组受热膨胀时,可沿纵向键和横向销膨胀。
中汽缸通过垂直中分面法兰处分别和前后汽缸用螺栓连接。
机组盘车设备装于后汽缸的轴承盖上,由电动机传动通过蜗轮蜗杆减速后带动主轴,盘车转速为5.48r/min,主轴转速高于该值时盘车设备自动退出工作位置.盘车设备电机功率11KW,转速1000r/min。
转子上装有一个双列速度级和10个压力级,全部叶轮热套在主轴上,后三级采用扭曲动叶片,末级叶片长485mm。
汽轮机前后汽封及隔板汽封均采用梳齿式汽轮机径向轴承为单油楔轴承,推力轴承和工作推力瓦块上装有双支式铂电阻测温元件。
第二章 汽轮机本体检修技术标准2.1 汽缸检修2.1.1 汽缸结构概述汽缸是汽轮机的机壳,隔板、喷嘴、转子等部件都安装在它的内部,形成一个严密的汽室,以防止高压蒸气外漏,在真空部分防止外部空气漏入,从而保证汽轮机高效安全工作。
汽缸分为上下两半,用螺栓连接为一体。

螺杆压缩机现场检修技术摘要:螺杆压缩机结构复杂,现场检修难度高,尤其是间隙的调整,本文通过炼油火炬装置常见LG型火炬气双螺杆压缩机现场检修为例,介绍主要检修质量控制要点、检修操作经验供参考。
关键词:螺杆压缩机间隙调整质量控制点正文:1.简介某炼厂火炬气螺杆压缩机组为4/6组合式,机组型号LG72/0.9,转子型号SRM,转子直径321,其主要结构如下。
压缩机结构图大修建议周期36个月,大修内容含转子、机壳几何精度检查,转子间啮合间隙检查及调整,转子与机壳间隙检查及调整,平衡活塞与平衡活塞套间隙检查,同步齿轮侧间隙及啮合间隙检查,轴瓦间隙检查,密封检查等。
2检修2.1检修步骤检修前准备工作→拆除联轴器→拆除齿轮箱端盖→拆除平衡活塞→拆除同步齿轮→拆除非驱动端轴承→拆除非驱动端机封→拆除阳转子上联轴器对轮→除驱动端轴承箱端盖→拆除推力轴承及推力盘(主推)→拆除推力-径向一体轴承→拆除驱动端机封→机壳垂直放置→ 吊出转子→检查及清洗→零部件更换→回装(顺序与拆相反)及间隙调整→机封试漏→现场回装、联轴器对中、附属管线恢复→油运、试车。
2.2主要部件检修级处理方法2.2.1同步齿轮检修同步齿轮由大、小两个齿轮组成。
大齿轮是组合可调的,小齿轮是单个整体的。
大齿轮安装在阴转子上,小齿轮安装在阳转子上。
同步齿轮拆卸前看好啮合位置并做好标记,不做啮合间隙调整时大齿轮一般不往下继续分解。
为保证齿轮平稳工作及寿命,同步齿轮啮合应良好,接触面沿尺高方向>50%,沿齿宽方向>70%,着色检查。
为保证螺杆平稳工作,同步齿轮啮合间隙不得大于螺杆啮合间隙的1/4,齿轮啮合间隙由压钳丝法或塞尺方法测量。
同步齿轮采用热装,加热温度不宜超过150°C。
2.2.2止推瓦处理止推板式瓦面需要与止推盘进行配磨,需要开具进油锲,工作面最好挑花处理:1.使用刮刀在每一瓣止推轴承上开取1/3的油槽,形成进油锲型区域,其余2/3处制作储油花印,花印与花印间不能断开,留过油通道。