风力发电机专用轴承
- 格式:pptx
- 大小:180.52 KB
- 文档页数:43

第一部分:概述1.微摩擦力全永磁悬浮轴承概述微摩擦力全永磁悬浮轴承是一种先进的轴承技术,其使用永磁体和电磁悬浮技术,通过电磁场控制轴承的悬浮和旋转,实现无接触支撑和传动,从而降低摩擦和磨损,提高效率和可靠性。
2.风力发电机中的应用风力发电机是利用风能将其转化为机械能,再经过发电机将其转化为电能的设备。
在风力发电机中使用微摩擦力全永磁悬浮轴承能够提高转子的转速和稳定性,减少能源损耗和维护成本,从而提高发电效率和可持续性。
第二部分:微摩擦力全永磁悬浮轴承在风力发电机中的优势1.减少能源损耗微摩擦力全永磁悬浮轴承通过无接触支撑和传动,大大减少摩擦和磨损,降低能源损耗,提高机械效率。
2.提高转子转速和稳定性由于采用永磁悬浮技术,微摩擦力全永磁悬浮轴承可以实现高速旋转和稳定悬浮,从而提高风力发电机的转子转速和稳定性。
3.降低维护成本传统轴承由于摩擦和磨损会导致频繁的维护和更换,而微摩擦力全永磁悬浮轴承几乎没有摩擦和磨损,大大降低了维护成本。
第三部分:风力发电机中微摩擦力全永磁悬浮轴承的实际应用1.案例分析:某风力发电场的改造通过将微摩擦力全永磁悬浮轴承应用于该风力发电场的风力发电机中,转子的转速提高了20,发电效率提高了15,维护成本降低了30,为风力发电场带来了显著的经济效益。
2.行业趋势:微摩擦力全永磁悬浮轴承的未来发展随着风力发电行业的发展和需求增加,微摩擦力全永磁悬浮轴承在风力发电机中的应用前景广阔。
未来,随着技术的进步和成本的降低,这种先进的轴承技术将会得到更广泛的应用。
第四部分:总结与展望1.总结微摩擦力全永磁悬浮轴承在风力发电机中的应用能够显著提高发电效率和可靠性,降低能源损耗和维护成本,具有巨大的市场潜力。
2.展望未来随着新能源行业的快速发展,微摩擦力全永磁悬浮轴承将会在风力发电机等领域得到更多的应用,为新能源发电领域的可持续发展贡献力量。
个人观点和理解:对于微摩擦力全永磁悬浮轴承在风力发电机中的应用,我认为其能够有效提高风力发电机的整体性能,促进清洁能源的发展。

风电轴承生产工艺
风电轴承生产工艺
风电轴承是支撑风力发电机转动的关键部件之一,其生产工艺直接影响到轴承的质量和性能。
下面介绍一下风电轴承的生产工艺。
首先,风电轴承的生产需要经过材料准备和预处理。
常用的风电轴承材料有高强度合金钢和高强度铸铁。
这些材料需要经过铸造、锻造和热处理等工艺,使其具备良好的机械性能。
其次,风电轴承的加工工艺包括车削、铣削、磨削、钻孔等工序。
其中,车削是最常用的工艺,用于加工风电轴承的内圈、外圈和滚道等零部件。
铣削工艺则用于加工轴承的齿轮和联接件等。
磨削工艺主要用于提高轴承的精度和表面质量。
钻孔工艺则用于加工轴承的孔径和螺纹孔等。
接下来,风电轴承的装配工艺包括内圈与外圈的配合、滚子的装配和密封件的安装等。
内圈与外圈的配合需要保证轴承的运转精度和稳定性。
滚子的装配需要按照一定的规则和顺序进行,确保轴承的正常运转。
密封件的安装则保证轴承的密封性,防止润滑剂泄漏和外界污染物进入。
最后,风电轴承的检测工艺包括尺寸测量、外观检查和性能测试等。
尺寸测量是检测轴承的几何尺寸是否符合要求。
外观检查是检查轴承表面是否有裂纹、疤痕和锈蚀等缺陷。
性能测试则包括转动摩擦、轴向定位误差、径向游隙和承载能力等指标的测定。
总之,风电轴承的生产工艺是一个复杂而精细的过程,需要经过多个环节的处理才能最终达到要求。
每个环节都必须严格控制和操作,以确保风电轴承的质量和性能。
未来,随着风电行业的不断发展,风电轴承的生产工艺也将不断创新和提升,以满足日益增长的需求。
风力发电机用轴承大致可以分为三类,即:偏航轴承、变桨轴承、传动系统轴承(主轴和变速箱轴承)。
偏航轴承安装在塔架与座舱的连接部,变桨轴承安装在每个叶片的根部与轮毂连接部位。
每台风力发电机设备用一套偏航轴承和三套变桨轴承。
偏航、变桨轴承套圈的材料选用42CrMo,热处理采用整体调质处理,调质后硬度为229HB—269HB,滚道部位采用表面淬火,淬火硬度为55HRC-62HRC。
由于风力发电机偏航、变桨轴承的受力情况复杂,而且轴承承受的冲击和振动比较大,因此,要求轴承既能承受冲击,又能承受较大载荷。
风力发电机主机寿命要求20年,轴承安装的成本较大,因此要求偏航、变桨轴承寿命也要达到20年。
这样风力发电机轴承套圈基体硬度为229HB-269HB,能够承受冲击而不发生塑性变形,同时滚道部分表面淬火硬度达到55HRC-62HRC,可增加接触疲劳寿命,从而保证风力发电机轴承长寿命的使用要求。

精心整理
浅谈风力发电机专用的轴承
风力发电机常年在野外工作,工况条件比较恶劣,温度、湿度和轴承载荷变化很大,风速最高可达23m/s,有冲击载荷,因此要求轴承有良好的密封性能和润滑性能、耐冲击、长寿命和高可靠性,发电机在2-3级风时就要启动,并能跟随风向变化,所以轴承结构需要进行特殊设计以保证低摩擦、高灵敏度,大型偏航轴承要求外圈带齿,因此轴承设计、材料、制造、润滑及密封都要进行专门设计。
1.风机轴承技术要点分析
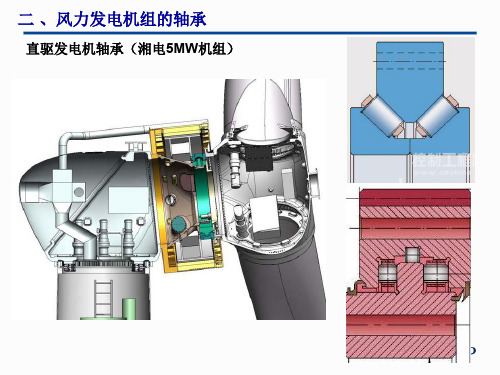
1.4发电机轴承
发电机轴承采用圆柱滚子轴承和深沟球轴承。
通过对这两种轴承的结构设计、加工工艺方法改进、生产过程清洁度控制及相关组件的优选来降轴承振动的噪声,使轴承具有良好的低噪声性能。
1.5轴承装机试验技术研究
精心整理
轴承安装后的实际性能不仅与轴承自身性能有关,而且还与轴承的具体安装使用条件密切相关,因此,要对轴承安装时的配合形式、安装中心的对中性进行研究,使轴承在实际使用中能够得到较好的工作性能。
2.风机轴承技术现状
目前,国内开发生产的风机轴承主要是变速器轴承和电机轴承,但性能和寿命还达不到要求。
因此,90%左右的变速器轴承和电机轴承仍然依赖进口。
偏航轴承总成和风叶主轴轴承总成还在研制之中,国内除洛轴、瓦轴等大型国有企业有少量试制外,很少有厂家生产,基本属国内空白。

风电机组用滑动轴承关键技术及应用
风电机组用滑动轴承是一种常见的轴承形式,其关键技术和应用主要包括以下几个方面:
1. 轴承材料:风电机组用滑动轴承通常采用耐磨性能好、抗疲劳性能佳的轴承材料。
常见的材料有铜、钢、铝合金等,同时可以加入一些特殊的润滑剂和添加剂来提高轴承材料的耐磨和抗腐蚀性能。
2. 润滑方式:风电机组用滑动轴承一般采用润滑油或润滑脂来保持轴承的良好润滑状态。
润滑方式可以分为干摩擦润滑和液体润滑两种。
干摩擦润滑主要指轴承材料之间的接触,常见的有干摩擦陶瓷轴承;液体润滑则是指在轴承内形成一层润滑膜,常见的有油膜润滑和润滑脂润滑。
3. 密封装置:由于风电机组在使用过程中会受到各种环境的影响,因此需要采用密封装置以防止灰尘、水汽等进入轴承内部。
常见的密封装置有密封圈、密封垫、密封罩等。
4. 轴承减振技术:风电机组在工作中会产生较大的振动,这对轴承和机组的安全运行具有一定的影响。
因此需要采取一些减振措施,如采用减振垫、减振材料等。
风电机组用滑动轴承的应用主要涉及风力发电领域,包括风力发电机组的主轴承、转子叶片调角轴承、传动系统轴承等。
滑动轴承可以承载较大的径向力和轴向力,并具有一定的自润滑
性能,在风力发电机组的高速旋转环境下具有良好的适应性和可靠性。
风电轴承标准
风电轴承(Wind turbine bearing)是指用于风力发电装置中的
轴承,主要用于支撑风力发电机的转子和塔架之间的旋转部件。
风电轴承的标准可以按照不同的国家或地区制定,以下为一些常见的风电轴承标准:
1. ISO标准:ISO 6149-4:轴承标准化系列-第4部分:橡胶误
差的推荐标准
2. DIN标准:DIN 6783-1:轴承-轴承开口圆锥度的系统
3. ANSI标准:ANSI/AFBMA STD 20:轴承标准化和维护手
册(美国轴承制造商协会标准)
4. GB标准:GB/T 307.1-2005:滚动轴承精度等级全部的厚
度误差和减小径向游隙的滚动轴承的尺寸
此外,风电轴承还需要符合相关的行业标准和要求,如IEC
标准(国际电工委员会标准)和相关国家或地区的风力发电行业标准。
需要注意的是,风电轴承的标准可能会因为不同的安装位置和风力发电机型号而有所差异,所以在选择和使用风电轴承时,需要根据具体情况参考相应的标准和技术要求。
风力发电机专用轴承风力发电机用轴承大致可以分为三类,即:偏航轴承、变桨轴承、传动系统轴承(主轴和变速箱轴承)。
偏航轴承安装在塔架与座舱的连接部,变桨轴承安装在每个叶片的根部与轮毂连接部位。
每台风力发电机设备用一套偏航轴承和三套变桨轴承(部分兆瓦级以下的风力发电机为不可调桨叶,可不用变桨轴承)。
代号方法风力发电机偏航、变桨轴承代号方法采用了JB/T10471—2004中转盘轴承的代号方法,但是在风力发电机偏航、变桨轴承中出现了双排四点接触球式转盘轴承,而此结构轴承的代号在JB /T10471—2004中没有规定,因此,在本标准中增加了双排四点接触球转盘轴承的代号。
风力发电机专用轴承由于单排四点接触球转盘轴承的结构型式代号用01表示,而结构型式代号02表示的是双排异径球转盘轴承结构,因此规定03表示双排四点接触球转盘轴承结构。
技术要求材料本标准规定偏航、变桨轴承套圈的材料选用42CrMo,热处理采用整体调质处理,调质后硬度为229HB—269HB,滚道部分采用表面淬火,淬火硬度为55HRC-62HRC。
由于风力发电机偏航、变桨轴承的受力情况复杂,而且轴承承受的冲击和振动比较大,因此,要求轴承既能承受冲击,又能承受较大载荷。
风力发电机主机寿命要求20年,轴承安装的成本较大,因此要求偏航、变桨轴承寿命也要达到20年。
这样轴承套圈基体硬度为229HB-269HB,能够承受冲击而不发生塑性变形,同时滚道部分表面淬火硬度达到55HRC-62HRC,可增加接触疲劳寿命,从而保证轴承长寿命的使用要求。
低温冲击功本标准对偏航、变桨转盘轴承套圈低温冲击功要求:—20℃Akv不小于27J,冷态下的Akv 值可与用户协商确定。
风力发电机可能工作在极寒冷的地区,环境温度低至—40吧左右,轴承的工作温度在—20~C左右,轴承在低温条件下必须能够承受大的冲击载荷,因此,要求轴承套圈的材料在调质处理后必须做低温冲击功试验,取轴承套圈上的一部分做成样件或者是与套圈同等性能和相同热处理条件下的样件,在—20~C环境下做冲击功试验。
风力发电机的推力轴承工作原理精选文档风力发电机是一种利用风能产生电能的设备。
其中,推力轴承是风力发电机中的一个重要组成部分,它承受着风力发电机的推力负荷。
推力轴承的工作原理是利用液体或气体的力学原理,通过减小与转子接触的摩擦力,使转动更加平稳。
下面是一些推力轴承的常见工作原理:1. 液体推力轴承:液体推力轴承是通过液体填充轴承间隙,形成一层润滑膜来减小摩擦。
当转子旋转时,液体的流动能够承受推力负荷,并保持转子的平稳运行。
2. 气体推力轴承:气体推力轴承类似于液体推力轴承,但使用的是气体而不是液体。
气体推力轴承可以通过控制气体的压力来调整轴承的刚度和稳定性,以适应不同的工作条件。
3. 磁悬浮轴承:磁悬浮轴承利用磁力原理来支撑转子,实现无接触的转动。
磁悬浮轴承可以极大地降低轴承损耗和摩擦,并且适用于高速运行的风力发电机。
需要注意的是,不同类型的风力发电机可能使用不同类型的推力轴承,具体的工作原理也会有所差异。
因此,在选择和设计推力轴承时,需要根据实际情况进行详细的分析和研究。
本文档介绍了风力发电机的推力轴承工作原理的一些常见类型,旨在为读者提供一个简要的了解,以便更好地理解和应用于实际工程中。
如需深入了解和应用,请参考相关专业文献和领域专家的建议。
参考文献:1. Smith, J. (2018). Thrust bearings in wind turbines: An overview. Renewable Energy Focus, 25-32.2. Johnson, R. (2019). Principles of Fluid Lubrication. McGraw-Hill Education.以上内容仅供参考,详情请以可信内容为准。