五金模具课程设计1
- 格式:doc
- 大小:307.50 KB
- 文档页数:9
1 学号 姓名
课程设计说明书
设计名称 五 金 模 设 计
设计题目
设计时间 2013-06-16
系 别
专 业
班 级
姓 名
指导教师
年 月 日
五金模的设计
支承板五金模设计详解 2 1.1 五金模设计的前期准备
在确定工件类型是五金件后,要根据零件图及生产批量要求分析五金件的工艺性。
1.1.1阅读五金件产品图
阅读五金件产品图的主要目的是了解产品图中五金件的尺寸要求,材料要求是否满足五金件的尺寸要求,若工件某个尺寸不能满足五金工艺要求时,要及时与产品设计者沟通,在不影响整体产品质量的前提下,要尽可能使工件最终满足五金工艺的要求。产品图如下图所示:
图2
1.1.2 分析五金件工艺
如支承板为典型的Z形件,零件图中标明的尺寸公差为T13级。五金圆角的半径R为2mm,大于最小五金半径(rmin=0.6t=0.6x2mm=1.2mm),故此件形状、尺寸、精度均满足五金工艺的要求,可用五金工序加工。
1.2 五金模总体方案的确定
1.2.1 五金模类型的确定
根据工件的形状、尺寸要求来选择五金模的类型。此工件属于典型的Z形五金件,故采用Z形件五金模型。
1.2.2 五金模结构简图的画法
暂时省略。
1.3 五金工艺计算
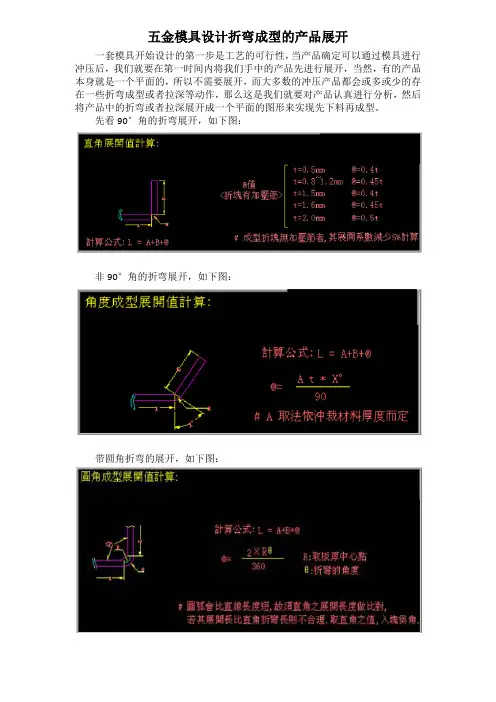
1.3.1 五金件展开长度计算
(1)无圆角半径(较小)的五金件(r<0.5t) 根据毛坯与制件等体积法计算;
(2)有圆角半径(较大)的五金件(r>0.5t) 根据中性层长度不变的原理计算.
因为r=2>0.5t=0.5×2=1mm,属于有圆角半径(较大)的五金件。所以五金件的展开长度按直边区与圆角区分段进行计算。视直边区在五金前后长度不变,圆角区展开长度按五金前后中性层长度不变条件进行计算。
由《冲压工艺与模具设计》的表4-4查得:x=0.32
变形区的中性层曲率半径为:mmxtr64.2232.02 ;
毛坯尺寸(中性层长度):AlLz
其中,180)180(A(中性层圆角部分的长度) 3 )(1448.464.21809014.3180mmmmA
该零件的展开长度为:
mmtlllLz28.7626.03016266.0321
以上格式中 P---中性层曲率半径,mm;
k---中性层位系数,查表得k=0.38
r---五金内五金半径,mm
t---五金件材料厚度,mm
LZ----五金件的展开长度,mm
a-----五金中心角
β---弯角
1.3.2 五金件回弹值的计算
(1)因为22tr=1<5,该五金件属于大变形程度,所以圆角半径回弹小,不必计算,只计算凸模角度。
由五金件的中心角为90 º,查《冲压工艺与模具设计》中表4-3得:290。
凸模中心角为:8829090t。
(2)校正五金时的回弹值。 4 回弹角:2290909090;
回弹角进行修正:Kj
凸模中心角:jt。
式中 j----校正五金时的回弹角;
K-----修正系数,可查表得到.
(4)工件回弹问题的解决 当工件精度要求不高或校正五金时,生产中常采取调整凸凹模间隙的方法解决工件回弹的问题。设计五金模结构时,把凹模做成可调式。本五金模采用了此方法。
1.4 五金力的计算
1.4.1 五金力的计算
五金力是五金工艺和模具设计的重要依据。五金力的大小受五金件的材料性能、形状和模具结构等多种因素的影响,很难用理论分析得方法进行精确的计算,因此通常采用经验公式进行概略计算。
(1)自由五金时五金力的计算
V形件自由五金的五金力:KNtrBtFbv21)22(1000350260)(100022;
L形件五金的五金力为:KNtrBtFbL21)22(1000350260)(100022;
上式中,各符号的意义如下:
VF——V形件自由五金的五金力 ,KN;
LF——L形件自由五金的五金力,KN;
B——五金线宽度,mm;
t——五金料厚度,mm;
r——五金件圆角半径,mm;
b——材料的抗拉强度极限,MPa。 有资料查的Q195的抗拉极限强度为315~430MPa,在此取b=350Mpa。
V形件自由五金的压料力为:KNKNFFVV5.10215.05.01;
L形件五金时的压料力为:KNKNFFVL5.10215.05.01 5 注:压料力一般为(0.3~0.8)弯F。此处选取为0.5弯F。
顶件力为:
;5.10215.05.0;5.10215.05.022KNKNFFKNKNFFlLVV
注:顶料力一般为(0.3~0.8)弯F。此处选取为0.5弯F。
故,五金工艺总力为:
;845.105.10215.105.10212121KNFFFFFFFLLLVVV14.2 校正五金时的五金力计算
校正五金时,由于校正力远大于压弯力,因而一般只计算校正力。计算公式为:
/1000qAF校 单位为:KN。
根据课本表4-7查Q195的料厚在1~3之间的单位面积校正力为80~100MPa..所以,KNF92.2071000/30cos)4/104/521111212604422015(8022校明显,F< 校F,符合要求。
1.4.3 压力机的选择
(1)压力机的规格按下式选取:
自由五金 gFF)8.0~3.0(;
校正五金 gFF)8.0~7.0(校;
即KNFFg03.2977.0/92.2077.0/校
经查《冲压模具课程设计指导与范例》表9-11选择单台固定压力机型号Jc23-35其公称压力为350KN完全符合要求。
滑块行程/mm:0~80,; 最大封闭高度/mm:280; 封闭高度调节量/mm:60;
垫板厚度/mm:60; 模柄尺寸/mm:50 深度 70 。
(2)滑块行程 滑块行程是指滑块的最大运动距离,即曲柄旋转一周,上死点至下死点的距离。其值为曲柄半径的两倍:S=2R
选择用于五金压力机的滑块行程主要考虑以下因素: 6 ①要保证保证毛坯放进和工件取出,应使滑块行程大于高度的两倍以上,工HS2;
②该件为小批量,不需要以限制行程来增加行程次数,提高生产效率。
JC23-35型压力机的滑块行程为80mm,大于工件高度的两倍,满足Z形件五金时的冲压行程。即
工HS2
222S
(3)闭合高度 压力机的闭合高度是指滑块在下死点时,滑块底面到工作平面之间的距离。
①压力机的闭合高度可以通过调整连杆长度来改变其大小,将连杆调至最短时,闭合高度最大,称为最大闭合高度。将连杆调至最长时,闭合高度最小,称为最小闭合高度。JC23-35型压力机的最大闭合高度为280mm,连杆的调节高度为60mm,故,最小的闭合高度为220mm。
②当压力机工作台面上有垫板时,用压力机的闭合高度减去垫板厚度,就是压力机的装模高度,没有垫板的压力机,其装模高度与闭合高度相等。
③模具的闭合高度是指压力机滑块在下止点位置时,模具上模座上平面至下模座下平面之间的距离。它与压力机的配合应该遵守下列关系:
10)(5)(minmaxddHHHHH
102205280H
230275H
如果压力机上不设置垫板,所设计的模具闭合高度H在230~275mm之间。加上垫板,模具闭合高度H将减少。
式中 maxH——压力机的最大闭合高度,mm;
minH——压力机的最小闭合高度,mm;
H ——模具的闭合高度,mm;
dH——压力机垫板厚度,mm;
(4)工作台面尺寸 压力机工作台尺寸应大于下模周界50~70mm。JC23-35型压力机的工作台尺寸(前后左右)为380mm610mm。那么,在设计模具的下模座(宽长)不要超过380mm610mm。 7 (5)模柄孔尺寸 直径深度为mm6040,那么,设计时模具模柄尺寸要与模柄孔尺寸匹配。
1.5 五金模结构设计
1.5.1 五金模工作部分尺寸计算
五金模工作部分的尺寸是指与工作五金成形直接相关的凸、凹模尺寸和凹模的深度。Z形件可以看成由两个V形件组成。
(1)凸模工作尺寸
因为(5~8)>r/t>tr/min,所以取 rrT=2mm。
(2)凹模工作尺寸
凹模口圆角半径Ar的大小直接影响坯料的五金成形。由《冲压工艺与模具设计》中表4-9查得:当.)12~6(2)6~3()6~3(r2Ammtt时,凹模圆角半径。在这里取Ar=6mm。
V形件做自由五金时,凹模底部圆角半径Ar无特殊要求,需要时甚至可以在凹模底部开退刀槽。V形件在作校正五金时,凹模底部圆角半径取:
22)8.0~6.0())(8.0~6.0(trrTAmm=(2.4~3.2)mm。
在此,取凹模底部圆角半径为Ar=3mm。
凹模厚度的确定。根据课本上表4-10查得:材料厚度t为2~4,五金边长l为25~50时,h=27mm, mml250。
1.5.2 五金凸模和凹模之间的间隙
对于V形件,凸模与凹模之间的间隙是由调节压力机的装模高度来控制的。设计时可以不考虑间隙。
1.5.3 凸凹模工作部分的尺寸与公差
五金凸模和凹模宽度尺寸与工作尺寸的标注有关。如图3所示,工作件标的是外表面尺寸,则模具要以凹模为基准件,间隙就取在凸模上。