10压缩空气储罐
- 格式:pdf
- 大小:129.44 KB
- 文档页数:1

空压机和压缩空气储罐危险性分析空压机危险性分析1、润滑系统如缺油、润滑不充分等都可能导致排气温度升高,当连续运转时润滑油有着火危险。
2、润滑油变质,引起气缸内壁腐蚀。
3、压缩空气会发生过压爆炸,甚至化学爆炸。
压缩机装置发生爆炸的原因一般是:(1)压缩空气受压部分的机械强度不符合标准。
(2)压缩空气压力超过设计强度。
(3)雾化的润滑油或其分解物与压缩空气混合引起爆炸。
(4)在排气阀上和贮气器、空气导管等内壁形成碳的沉淀和油污。
压力容器(压缩空气储罐)危险性分析1、压力容器长期运行,运行时可能发生爆裂,其爆裂的形式有:(1)韧性爆裂:是压力容器在内部压力下,器壁上产生的应力达到材料强度的极限而断裂的一种破坏形式。
引起韧性爆裂的原因大多是:磨损、腐蚀、壁厚减薄、强度不足仍继续运行所致。
(2)脆性爆裂:是容器承受的压力并不高,负荷产生的应力远小于材料屈服极限及明显的变形而突然发生爆裂,其原因是由于温度、应力集中、冲击荷载作用等因素使材料的塑性和韧性下降、材料变脆不能抑制裂纹的结果。
(3)疲劳爆裂:是容器在反复的加压、卸压后,壳体材料长期受到交变载荷的作用,如反复的加压和卸压,开停车或负荷波动幅度大,导致操作压力波动幅度较大及工作温度周期性的变化的作用而出现的金属疲劳,从而产生的一种爆裂形式。
(4)腐蚀爆裂:是容器壳体由于受到腐蚀介质作用而产生的均匀腐蚀、点腐蚀、晶间腐蚀、应力腐蚀、疲劳腐蚀而引起的爆裂。
2、在使用过程中,若违反操作规程或因年久腐蚀严重又未按国家规定进行检测,在超压运行状态下,而安全阀又未动作时,罐体承受不住内部气压时,将发生爆裂或爆炸。
3、由于压力容器的安全阀、压力表等未定期检验或损坏失灵,致不能正确显示和及时泄放,容器超压也可能引起爆炸。
4、压力容器若未按要求定期进行检验、简单压力容器在推荐使用年限后未按要求送检的情况下,超期使用,易因承压能力不足、锈蚀等原因而发生压力容器爆炸、爆裂。

一、编制目的为有效预防和应对压缩空气储罐事故,保障人员生命安全、财产安全,减少环境污染,确保企业安全生产,特制定本预案。
二、适用范围本预案适用于我公司所有压缩空气储罐事故的应急处置工作。
三、事故定义压缩空气储罐事故包括但不限于以下情况:1. 储罐泄漏:压缩空气储罐内部压力超过设计允许范围,导致罐体泄漏或破裂。
2. 罐体爆炸:储罐内部压力超过设计允许范围,导致罐体爆炸。
3. 罐体腐蚀:储罐材质老化、腐蚀,导致罐体泄漏或破裂。
4. 操作失误:操作人员违规操作,导致储罐事故。
四、组织机构及职责1. 应急指挥部应急指挥部负责组织、指挥、协调事故应急处置工作,下设以下小组:(1)现场指挥小组:负责现场指挥、协调、调度救援力量。
(2)医疗救护小组:负责受伤人员的救治和救护。
(3)安全防护小组:负责现场安全防护、警戒和疏散。
(4)后勤保障小组:负责事故现场的后勤保障工作。
2. 应急指挥部职责(1)负责事故应急处置工作的全面指挥、协调。
(2)及时向公司领导报告事故情况,并向上级部门报告。
(3)组织制定事故应急处置方案,并指导实施。
(4)协调各部门、各单位开展应急处置工作。
五、应急处置程序1. 事故报警(1)发现事故时,立即向应急指挥部报告。
(2)应急指挥部接到报告后,立即启动本预案。
2. 应急处置(1)现场指挥小组到达现场后,立即对事故现场进行勘察,评估事故危害程度。
(2)安全防护小组立即对事故现场进行警戒,设置警戒线,疏散无关人员。
(3)医疗救护小组对受伤人员进行救治和救护。
(4)根据事故情况,采取以下措施:① 停止设备运行,切断事故源。
② 启动应急预案,进行事故处理。
③ 采取冷却、稀释、隔离等措施,降低事故危害。
④ 组织力量进行抢修,恢复设备正常运行。
3. 应急处置结束(1)事故得到有效控制,危害消除后,应急指挥部宣布应急处置结束。
(2)现场指挥小组对事故现场进行清理,恢复正常秩序。
六、后期处理1. 事故调查(1)应急指挥部组织事故调查组,对事故原因进行调查。

可编辑修改精选全文完整版焊接工艺设计说明书——压缩空气储罐焊接工艺设计一.产品情况:压缩空气储罐使用16Mn钢制造的低压容器,压力虽低,但受力较大。
如制造中发生严重的错边、未焊透、裂纹、气孔、夹渣等缺陷会引起应力集中,导致结构损坏,甚至爆炸。
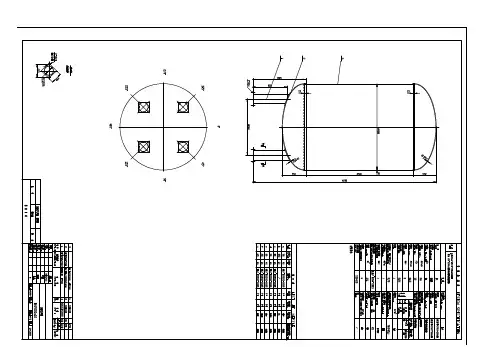
压缩空气储罐产品图形见图1。
压缩空气储存在一个压缩空气储气罐内,再由出气管道供需要的地方使用。
它具有储存和稳压作用,并能分离出压缩空气中的油和水分。
积水由排污管排出。
缩空气罐,属于压力容器。
需要在当地的质量技术监督局(锅检所)注册备案。
投入使用的前,必须要取得压力容器是使用许可证。
安全阀座出气管进气管图1 :压缩空气储罐二.拟用的焊接设备:①:1.设备名称:自动埋弧焊机2.型号:MZ—1000(见图2)3.性能和用途:它是根据电弧电压反馈调节原理设计的变速送丝式焊机,有交流和直流两种,适合于焊接水平位置或水平面倾斜不大于15 °的开破口和不开破口的平板对接、角接和搭接的焊缝,借助于轮胎或滚轮架等辅助设备也可以焊接圆筒件的内、外环缝,适用的焊丝直径为3~6mm。
4.焊机结构:MZ—1000型埋弧焊机主要由焊车、焊接电源和控制箱三部分组成,相互之间由焊接电缆和控制电缆连接在一起。
5.性能参数:额定输入电压:380V额定频率:50/60HZ额定输入容量:98KVA额定输入电流:112A电流调节范围:200-1000A额定负载持续率:100%最高空载电压:83V适用焊丝直径:3、4、5mm焊接厚度范围:≥5mm行走速度:20-170cm/min送丝速度:20-200cm/min外形尺寸:1000*580*960mm电源重量:410kg小车重量:50kg6.产地:佛山市中益焊割材料有限公司图2 :MZ—1000型自动埋弧焊机②:1.设备名称:直流手工电弧焊机2.型号: ZX7-500S(见图3)3.产品特点:使用酸性、碱性、耐热钢等多种焊条;数显电流表,焊接前可精确预置焊接电流;可调节推力电流,保证最佳电弧性能;可调节引弧电流,保证最佳引弧性能;可加长焊接电缆,设有长/短焊接电缆选择开关。

压缩空气储罐年检规定
1、进行压缩空气本体及运行状况检查时,⼀般可以不拆保温层。
2、安全附件的检验包括对压缩表、液位计、测温仪表、爆破片装置、安全阀的检查和校验。
3、外表面有无腐蚀,有无异常结霜、结露、破损等情况。
4、压缩空气储罐的铭牌、漆色、标志及喷涂的使用证号码是否符合有关规定。
5、检漏孔、信号孔有无漏液、漏气,检漏孔是否畅通。
6、压力容器与相邻管道或者构件有无异常振动、响声或者相互摩擦。
7、支撑或者支座有无损坏,基础有无下沉、倾斜、开裂,紧固螺栓是否齐全、完好。
8、罐体有接地装置的,检查接地装置是否符合要求。