混纺纱工艺设计
- 格式:doc
- 大小:513.12 KB
- 文档页数:17
纺纱工艺设计发表者:发表时间:2012-6-6 9:04:13第一章棉纺工艺设计棉纺厂主要加工棉、棉型化纤、中长化纤的纯纺及其混纺纱线,其它天然纤维如毛、麻、绢、羊绒、兔毛等的短纤维形式也可在棉纺厂进行混纺产品开发。
本章主要掌握典型纺纱系统、各工序工艺参数调节、半制品及成纱的质量控制指标和措施。
第一节纺纱系统分类1 普梳纺纱原料→开清棉→梳棉→并条(2-3道) →粗纱→细纱→后加工2 精梳纺纱原料→开清棉→梳棉→精梳前准备→精梳→并条(2-3道) →粗纱(预并条、条卷)(条卷、并卷)(条并卷)→细纱→后加工3 混纺纱棉→开清→梳理→精梳前准备→精梳涤→开清→梳理→预并条→混并条(三道) →粗纱→细纱→后加工4 新型纺纱开清棉→梳棉→并条二道→新型纺纱5 中长纺中长专用开清棉设备→M型梳棉机→并条粗纱→细纱6 废纺系统利用下脚纺制棉毯等7 后加工1烧毛→纱筒打包→出厂烧毛→定型线筒打包→出厂细纱→络筒→并纱→捻线→线络筒→摇纱→绞纱打包→出厂络并联细管直并本厂织部车间使用本节学习后能写出典型棉纺纺纱流程。
第二节工艺参数与质量指标一、原料1 棉:籽棉轧棉皮棉→打包→送到纺织厂1) 轧棉a 锯齿轧棉—锯齿棉含量少、短绒少、棉结索丝疵点多、产量高、适轧细绒棉(长度为25~33mm,细度为6000 ~ 7000公支,适纺中细号纱,即9 ~ 28tex)b 皮辊轧棉—皮辊棉含杂多、短绒多、棉结索丝疵点少、产量低适轧长绒棉(长度33mm以上,细度7000 ~8000公支,适纺细号纱,即3 ~ 7tex)2)打包规格:例国内包100*42*60cm 体积v=0.25m³密度300 ~ 360kg/m³G=75 ~ 90kg2、化纤1)品种粘胶莫代尔丽赛天丝2涤纶腈纶锦纶维纶丙纶)芳纶聚乳酸等2)型式长度(mm)细度(旦)棉型33-38 1.2-1.5中长型51-76 2-3毛型76-102 3-5生产经验公式:L/D=1 L-英寸,D-旦3)分等及质量指标分等按内在质量和外观疵点分:内在质量:断裂强度、断裂伸长、细度偏差、长度偏差以及超长纤维、倍长纤维等。
纺纱工艺设计范文近年来,随着纺织工业的不断发展,纺纱工艺设计逐渐成为纺织品行业中不可或缺的一个环节。
纺纱工艺设计是对纺纱过程中的各个环节进行科学组织和合理安排,以提高纺纱产品质量和效率为目标的过程。
本文将从纺纱工艺设计的必要性、纺纱工艺设计的原则以及纺纱工艺优化等方面进行探讨。
首先,纺纱工艺设计的必要性。
纺纱工艺设计对纺纱企业来说至关重要。
一个合理的纺纱工艺设计能够提高纱线的质量,降低生产成本,提高生产效率。
同时,纺纱工艺设计能够指导纺纱操作人员正确操作,减少生产中的人为因素所造成的损失。
而且,随着市场需求的不断变化,纺纱工艺也需要不断进行调整和优化,以满足市场的需求。
因此,纺纱工艺设计对纺纱企业来说是非常必要的。
其次,纺纱工艺设计需要遵循一些原则。
首先,要满足纺纱产品质量要求。
纺纱工艺设计需要根据不同的纺纱产品要求,选择适当的设备和操作方法,以获得所需的线密度、强度等物理指标。
其次,要考虑纺纱成本。
纺纱工艺设计需要考虑到原材料的成本、设备的能耗、人力成本等,在不影响产品质量的前提下,尽量降低生产成本。
再次,要考虑纺纱工艺的稳定性。
纺纱工艺设计需要遵循稳定性原则,确保纺纱过程中各个环节之间的协调运作,以提高生产效率和产品质量。
最后,要考虑纺纱工艺的可行性。
纺纱工艺设计需要考虑到设备、人力等方面的实际情况,确保设计方案的可行性和可操作性。
纺纱工艺设计的优化也是非常重要的一环。
纺纱工艺设计的优化可以通过以下几个方面进行。
首先,要优化设备配置。
纺纱工艺设计需要结合实际的设备情况,选择合适的设备进行纺纱生产。
其次,要优化操作流程。
纺纱工艺设计需要对每个操作环节进行分析和评估,找出存在的问题并进行改进。
再次,要优化原材料选择。
纺纱工艺设计需要选择适合的纺纱原材料,以提高生产效率和产品质量。
最后,要优化生产计划。
纺纱工艺设计需要合理安排生产计划,以达到生产效率最大化的目标。
纺纱工艺设计的重要性不可小觑。
一个好的纺纱工艺设计可以提高纺纱产品的质量和效率,降低生产成本,增强企业竞争力。
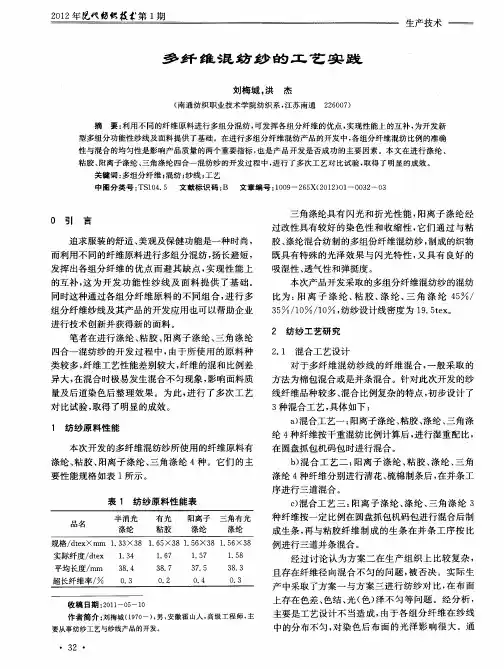
高支牦牛绒精梳混纺纱生产工艺研究邢丽娟;刘新金;苏旭中;谢春萍;李建明【摘要】由于牦牛绒纤维的长度短、长度离散率大,很难实现牦牛绒纯纺高支纱的生产,因此文章采用脱色牦牛绒纤维与丝光羊毛纤维、蚕丝纤维和水溶性维纶纤维进行混纺,以提高牦牛绒纤维的可纺性.采用毛纺、棉纺设备相结合,纺制130 Nm 的牦牛绒混纺高支纱,且水溶溶解后,纱线支数达到185 Nm.细纱机采用四罗拉网格圈型紧密纺装置,使得纱线中纤维轴向集聚,毛羽减少,条干均匀度提高,并且对纱线的强力、条干、毛羽进行测试分析.结果表明:通过合理设置各工序工艺,实现了牦牛绒混纺开发高支纱的可能,且纱线各项性能经过测试,符合机织围巾用纱的要求.%As the length of yak cashmere is short and the discrete of yak cashmere is large,it is difficult to achieve the production of pure spun high count yarn by yak cashmere. In this paper,the bleached yak cashmere was blended with mercerized wool fiber,silk fiber and water soluble vinylon fiber to improve the spinnability of yak cashmere. The 130 Nm blended yarn of yak cashmere can be spun with wool and cotton spinning equipments, and when it is dissolved in water,the count of the yarn can be reached by 185 Nm. The method of four-rollers compact spinning with lattice apron is used and the fiber in the yarn with the method is concentrated in the fiber axis. At the same time,the hairiness of the yarn is reduced and the evenness of the yarn is improved. The strength of yarn, the evenness of yarn and the hairiness of yarn are also messured in the paper. The test results show that the possibility of developing high-count blended yak-cashmere yarn can be realized by reasonable setting of each process, andthe performance of yarn is tested which is fit for the requirements of yarn for woven scarves.【期刊名称】《丝绸》【年(卷),期】2018(055)003【总页数】6页(P39-44)【关键词】牦牛绒;高支纱;紧密纺;断裂强力;条干;毛羽【作者】邢丽娟;刘新金;苏旭中;谢春萍;李建明【作者单位】江南大学生态纺织教育部重点实验室,江苏无锡214122;江南大学生态纺织教育部重点实验室,江苏无锡214122;江南大学生态纺织教育部重点实验室,江苏无锡214122;江南大学生态纺织教育部重点实验室,江苏无锡214122;江苏中孚达纺织科技有限公司,江苏张家港215600【正文语种】中文【中图分类】TS134.5牦牛绒纤维具有柔软滑糯的手感,弹性好,蓬松保暖,光泽柔和等特点,是毛纺行业的高档原料,用其制成的针织品不仅有这些优点,且不易毡缩、起球等,深受消费者喜爱[1]。
纺纱工艺设计实训心得纺纱工艺设计实训心得容:当天,到达工厂后我们先是接受了短暂的培训课程,了解了工厂的历史和规模,以及一些安全防范措施。
之后我们便在副厂长的带领下先后参观了一纺和二纺。
每个厂房都有两层,工艺流程与书上所写一致。
开清棉(清花)、梳棉、并条、粗纱、细纱、并线、捻线、摇纱,这一系列的工序即为纺纱的主要工序。
生产不同要求的棉纱,要采取不同的加工程序,如纺纯棉纱和涤棉混纺纱,由于使用的原料不同,各种原料所具有的物理性能不同,以及产品质量要求不同,在加工时需采用不同的生产流程。
纯棉纱工艺流程1.普梳纱:清花→梳棉→头并→二并→粗纱→细纱→后加工2.精梳纱:清花→梳棉→预并→条卷→精梳→头并→二并→三并→粗纱→细纱→后加工涤棉混纺纱的工艺流程1.普梳纱:原棉:清花→梳棉→ →头并→二并→三并→粗纱→细纱→后加工涤纶:清花→梳棉→2.精梳纱:原棉:清花→梳棉→预并→条卷→精梳→头并→二并→三并→粗纱→细纱→后加工涤纶:清花→梳棉→预并→ 在这些工艺流程中,每一部都有其重要意义,它们分别实现了开松、梳理、牵伸、加捻这几个重要步骤。
以是每一个步骤的作用和意义:一、开清棉(清花)(1)开松将压紧的化纤包中的块状纤维开松成小块或小纤维束。
(2)除杂除去原料中的部分杂质。
(3)混和将各种性质的纤维均匀混和。
(4)成卷制成均匀的化纤卷供梳棉工序使用。
(本工序的产品)二、梳棉将棉卷喂入梳棉机,经梳理后获得棉条。
(1)梳理:获得单纤维(2)除杂:清除杂疵、短绒(3)混和:进行单纤维间的混和(4)成条:制成均匀的棉条三、并条为改善条子的均匀度,将6~8根条子并合喂入并条机,经罗拉牵伸获得1根条子。
四、粗纱(1)牵伸:将条子抽长拉细成为粗纱。
(2)加捻:给粗纱加上一定的捻度,提高粗纱强力。
(3)卷绕:将加捻后的粗纱卷绕在筒管上。
五、细纱1. 牵伸将粗纱牵伸到所要求的特数。
加捻给牵伸后的纱条加上一定的捻度,使之具有一定的强力、弹性和光泽。
纺纱设计课程说明书目录第一部分粗纺 (3)1.1产品设计 (3)1.1.1产品名称1.1.2原料组成 (3)1.1.4工艺流程 (3)1.1.5开洗烘毛 (4)1.1.6喂毛操作注意事项 (4)1.1.7开毛 (4)1.1.8隔距选择原则 (4)1.1.9速比选择原则: (4)1.2 B041型双锡林开毛机的传动及工艺计算 (4)1.2.1开毛操作注意事项 (5)1.2.2洗毛 (6)1.2.3烘燥 (6)1.2.4 炭化 (6)1.2.5和毛加油 (6)1.2.6梳毛 (8)1.2.7梳毛工艺参数的确定与计算 (8)1.2.8细纱工艺计算 (9)1.3络筒工艺计算 (11)第二部分精纺 (12)2.1产品设计 (12)2.1.1原料组成 (12)2.1.2纱线设计 (12)2.1.3主要工艺流程 (12)2.1.4合毛加油设计 (12)2.2梳理工艺参数的确定与工艺设计............... 错误!未定义书签。
2.2.1针梳工艺设计 (14)2.2.2针梳工艺计算 (14)2.2.3毛条制造工艺参数确定 (14)2.2.4条染复精梳工艺设计 (14)2.2.5前纺工艺设计 (15)2.2.6后纺工艺设计 (15)参考文献: (18)第一部分粗纺1.产品设计1.1产品名称:山羊绒/K-Ⅱ纤维伴纺针织纱1.2原料组成:80%山羊绒20%K-Ⅱ纤维混纺选用山羊绒原料平均长度34mm,短绒率15.4%,平均细度15.7μm,可纺细度为58.8tex选用K-Ⅱ纤维规格为1.65dtex X 38mm,它是一种水溶性纤维,熔点低,耐酸耐碱,溶与水后,无毒、无味、无色、透明,水温80℃以上就能溶解。
可纺细度为40tex混纺纱的可纺支数计算:x N =H (332211A N A N A N ++)321K K KNtex=1.2(58.8 X80%+50 X20%)1.0 X1. 4X0.9=86.2为避免条干不匀,强力下降,断头头增加,设计时细度为计算时的70%—90%。
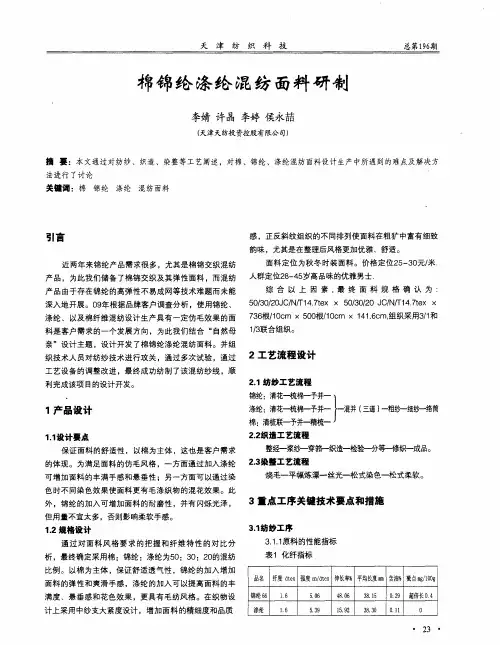
棉锦混纺纱标准 一、概述 棉锦混纺纱是一种将棉纤维和锦纶纤维混纺制成的特殊纱线。这种纱线结合了棉纤维的吸湿透气性以及锦纶纤维的耐磨性和强度,具有优良的纺织性能和舒适的手感,被广泛应用于各种纺织品领域。
二、材质与规格 棉锦混纺纱的材质主要由棉纤维和锦纶纤维组成。其中,棉纤维具有吸湿透气、柔软舒适的特点;锦纶纤维则具有强度高、耐磨性好、抗皱性强的优点。根据两种纤维的比例不同,棉锦混纺纱可分为棉锦65/35、棉锦80/20等。
此外,棉锦混纺纱的线型有平纹、斜纹、缎纹等,不同的线型会影响织物的外观和手感。其物理指标包括支数、捻度、强力等,这些指标将直接影响织物的质量和性能。
三、生产工艺与质量控制 棉锦混纺纱的生产工艺主要包括原料准备、纺纱、织造等环节。在原料准备阶段,需根据产品要求选择合适的棉纤维和锦纶纤维,并进行充分的预处理。在纺纱阶段,需根据原料特性和产品要求选择合适的工艺参数,如牵伸倍数、捻度等,以确保纱线的质量和性能。在织造阶段,需根据织物规格和设计要求选择合适的织机参数,如梭口大小、织造张力等,以确保织物的质量和性能。
为了确保产品质量达到国家标准或行业规定,棉锦混纺纱生产过程中的质量控制非常重要。首先,应建立完善的质量管理体系,包括原材料检验、过程控制、成品检验等环节。其次,应定期对生产设备进行检查和维护,确保设备的稳定性和可靠性。此外,还应定期对产品进行质量抽查和测试,以便及时发现问题并进行整改。
四、产品标识与包装 符合棉锦混纺纱标准的产品应具有以下标识信息:产品名称、材质比例、线型、支数、捻度、强力等物理指标,以及生产厂家、生产日期等信息。这些标识信息应清晰、准确、易于识别,以便消费者和下游客户了解产品的详细信息。
产品的包装也应符合标准要求。一般采用纸箱或木箱包装,内衬泡沫或纸张以保护产品。包装上应印有产品名称、规格、数量、生产厂家等信息,以便消费者和下游客户了解产品的详细信息。 五、检测方法与设备 棉锦混纺纱的检测方法主要依据国家标准和行业规定进行。检测设备包括纱线细度仪、捻度仪、强力测试仪等。这些设备可以检测纱线的细度、捻度、强力等物理指标,从而评估产品的质量和性能。在执行标准时,务必做到科学公正和依据事实,以保证检测结果的准确性和可靠性。
纺纱工艺设计的步骤包括
纺纱工艺设计的步骤包括以下几个方面:
1. 原料选择:根据所需纺纱产品的要求,选择适合的原料,包括纤维类型、纤维长度、纤维强度等。
2. 纤维预处理:对选定的原料进行清洗、掺混、开丝、柔化等处理,以提高纤维品质和纺纱效果。
3. 纺纱工艺调整:根据纱线的要求和预期效果,确定合适的纺纱工艺参数,包括纺纱机的选型、转速、喂料方式、张力控制等。
4. 纺纱机调试:对所选纺纱机进行调试,根据工艺参数对机器进行相应调整,以保证纺纱过程中的稳定性和效率。
5. 纺纱试验:根据设计的工艺参数,进行纺纱试验,生产纺纱样品,对纺纱产品的质量进行评估和改进。
6. 记录和分析数据:记录纺纱工艺参数、试验数据和纺纱产品的质量指标,进行数据分析,找出问题所在,优化工艺。
7. 验证和改进:根据试验结果和数据分析的结论,验证纺纱工艺的合理性和可
行性,对需要改进的地方进行调整和优化。
8. 生产化操作:将最终确定的纺纱工艺参数和相应的操作规程落实到生产中,进行大规模的生产。
同时,对生产过程中的质量进行监控和控制。
9. 过程优化:随着生产的进行,根据实际情况对纺纱工艺进行优化和改进,提高纺纱产品的质量和生产效率。
10. 质量控制:在生产过程中进行质量控制,包括纺纱产品的抽样检验、质量评估和问题处理,确保产品质量符合要求。
这些步骤是纺纱工艺设计的基本流程,不同纺织企业和纺纱产品的要求可能会有所不同,因此在实际操作中可能会有一定的调整和变化。
色纺纱线生产与工艺技术创新——色纺纱的纺纱工艺特点及主要工序工艺设计要点章友鹤;周建迪;赵连英;程四新【摘要】Since the raw material is first dyed and then mixed spinning is carried out,the quantity of dyed fibers can decrease significantly,compared with first spinning and then dyeing.But, fiber properties change a lot after dyeing. The strength of cotton fiber decreases;short fibers increase,and the elasticity declines.The spinnability is influenced. Thus,spinning technology should be designed according to fiber property change after dyeing.Based on colored spun yarn production practice of relevant enterprises in Zhejiang, the differences of production technology between colored spun yarn and naturally colored yarn were analyzed.Meanwhile,key process design points of main procedure of colored spun yarn were analyzed and stated in this paper.%采用原料先染色后再混合纺纱,可比先纺纱后染色的染色纤维量显著减少.但染色后纤维的性能有较大变化,棉纤维强力下降,短绒增加,弹性变差,影响纺纱的可纺性,故要根据染色后纤维性能的变化来设计纺纱工艺.文章根据浙江地区相关企业多年来生产色纺纱的实践,分析了色纺纱的纺纱生产工艺特点与本色纱工艺的不同点,对色纺纱主要工序的工艺设计要点作了分析与叙述.【期刊名称】《现代纺织技术》【年(卷),期】2017(025)006【总页数】5页(P31-35)【关键词】色纺纱;工艺特点;纺纱工序;工艺设计要点【作者】章友鹤;周建迪;赵连英;程四新【作者单位】浙江省新型纺织品研发重点实验室,杭州 310009;浙江省新型纺织品研发重点实验室,杭州 310009;浙江理工大学材料与纺织学院,杭州 310018;百隆东方股份有限公司,浙江宁波 315000【正文语种】中文【中图分类】TS104.2色纺纱的纺纱工艺源于本色纺纱工艺,但通过较长时间的生产实践与不断探索,已逐步形成了一套色纺纱的纺纱工艺,它与本色纺纱工艺相比主要有以下3个不同特点。
高支毛绒混纺纱工艺设计金永安【摘要】介绍了高支毛绒混纺纱的纺纱情况,并对重要的技术参数进行了详细介绍.在毛绒混纺纱的生产中,对生产技术要点进行探讨.在原料、设备选择和工艺设计3个方面进行技术研究,目的是合理使用好高档的羊毛原料,生产出高附加值的产品,满足人们的需求.该批次高支毛绒混纺纱的纺纱效果较好,质量符合客户要求.从试纺过程中得出,要生产高质量的高支毛绒纱应对纺纱设备、工艺技术进行深入的研究和改进,以便解决生产中存在的问题.【期刊名称】《毛纺科技》【年(卷),期】2010(038)008【总页数】3页(P33-35)【关键词】羊绒纱;工艺;设计【作者】金永安【作者单位】南通纺织职业技术学院,江苏,南通,226007【正文语种】中文【中图分类】TS104.51毛纱截面纤维根数决定可纺支数。
精梳毛纱截面纤维根数最低标准:国外一般在40根以上,国内一般在35~40根[1]。
研究表明:毛纱截面根数、纤维直径及细度离散程度对纺纱性能影响的重要性可达到80%以上,羊毛可纺性的70%~80%受纤维直径影响。
高支毛纱由于其产品特点的要求,所以截面根数至少要达到35根以上,设计单纱的截面根数要比股纱的截面根数多一些。
纤维长度的重要性仅次于纤维细度,细纱断头率高低主要取决于毛纱截面根数多少,其次为纤维平均长度。
选择纤维长度不仅要考虑平均长度,还应该考虑其他参数,对纱线质量影响较大的纤维长度分布参数是毫特平均长度,15 mm以下短纤维的含量和变异系数。
细纱断头次数随平均长度增加而减少,随变异系数增加而增加,变异系数对纱线短片断不匀、粗细节、断裂强度有重要影响。
15 mm以下短纤维的含量过高会产生毛粒、粗节,并影响到制成率。
选用品质支数100支的澳毛与羊绒混纺,原料主要技术指标见表1。
纱线线密度:8.4 tex×2(120支);单纱捻度944捻/m,Z捻;股线捻度1 037捻/m,S捻。
纺高支羊毛纱工艺重点在前纺工艺及设备上,前纺工艺的重点是混条和复精梳工艺,混条使纤维得到充分的混合,复精梳则进一步去除了短绒和草杂,改善了纤维平均长度和长度变异系数。
混纺纱工艺设计报告一、混纺纱用途及质量要求本设计纱线为C/T 70/30 J s45机织用筒子纱该沙县主要用于中高档衬衣面料、床上用品以及其他一些府绸等,其质量达到GB/T5324-1997 二等质量要求。
单纱变异系数不大于21.0%,质量变异系数不大于4.5%,单纱断裂强度不小于13.5CN/tex,重量偏差不大于2.5%,黑板条干10快板比例不低于0:0:7:3,条干变异系数不大于20.0%,棉结隶属不多于45.二、原棉配棉方案1.分析纱线的品种特点及其用途CJ13.1texT为纯棉精梳细特纱,用途为机制用经纱。
主要用于制造府绸、半线府绸等,对原棉的总体性能要求较高。
2.分析原料确定配棉主题性能指标①该纱为纯棉精梳细特纱,按细特纱甲类配棉,选用了较好的一级棉。
②因该纱为高档产品,考虑缠绵地区相对比较集中,因而选用了6队。
③以长度为主题配用原棉主要以手扯长度30mm为主。
三、原棉开清棉工序工艺设计1.选用开清棉工艺流程FA002A型自动抓棉机×2→A035E混开棉机(附FA045B型凝棉器→FA106B型豪猪开棉机(A45B型凝棉器)→A062Ⅱ型电器配棉器→[FA046A型振动棉箱给棉机(附A045B型凝棉器)+(FA141A 型单打手成卷机)]×22.开清棉个单机主要工艺参数配置①根据所纺纱线为13.1tex,棉卷干定量为360g/m,棉卷实际回潮率为7.5%,则棉卷湿重为G(湿)=G×(1+7.5%)=360×1.075=387(g/m)棉卷线密度N t=G×(1+8.5%)×1000=360×1.085×1000=390600tex②棉卷长度设计设定棉卷净重为17kg,则棉卷实际长度=棉卷净重×1000/棉卷湿重=17×1000/387=43.93(m)棉卷计算长度=棉卷实际长度/(1+棉卷伸长率)=43.93/(1+2.5%)=42.86(m)③棉卷毛重=17+1.3=18.3kg棉卷质量偏差为±200g落卷时间=棉卷计算长度/棉卷罗拉线速度=42.86×1000/π×230×13.34=4.45(min)④速度设计与计算综合打手转速n1n1(r/min)= n×D/D1=1440×160/ D1=230400/ D1=230400/ D 1=230400/250=921.6(r/min)天平罗拉转速n 2 设皮带位于铁炮的中央位置。
n 2=n ′×(D3×Z1×186×1×20×Z3)/(330×Z2×167×50×20×Z4)=0.096×(D3×Z1×Z3)/(Z2×Z4)=0.096×130×(25/17) ×(25/16)=17.74(r/min) 棉卷罗拉转速n 3n 3=n ′×(D3×17×14×18)/(330×67×73×37)=0.1026×D3 =0.1026×130 =13.34(r/min)风扇转速n 4 风扇转速比打手速度快200—300r/minn 4=n ×(D/D1) ×(D2/170) =1440×(160/250) ×(220/170) =1192.65(r/min) ⑤ 产量计算 理论产量)1(100010001000603επ+⨯⨯⨯⨯⨯=tn D G 理=%)5.21(1000100010003906006034.13230+⨯⨯⨯⨯⨯⨯⨯π=225.79[kg/(台*小时)] 定额产量]*/[21.203%9079.225小时)(台时间效率定kg G =⨯=⨯四、 梳棉工艺设计 1. 梳棉机的技术特征选用了FA201型梳棉机,可纺纤维长度:22~76mm 锡林直径:1290mm ,道夫直径:706mm , 刺辊直径:250mm ,给棉罗拉直径:70mm , 转速:330360(r/min ),工作盖板根数:41, 盖板总根数:106,盖板速度:72~342(mm/min ) 给棉板工作面长度:28、30、32、46、60(mm ) 除尘刀角度:0.28(刺辊~与第一把除尘刀),0.30(刺辊与第二把除尘刀),固定盖板根数:4根,后3根,剥棉形式:三罗拉, 道夫快慢速比4:1,道夫变速形式:速电机,吸尘点布置:刺辊、道夫、安全清洁辊、板花四点连续吸和机下前后车肚间歇吸。
2. 配置梳棉机主要工艺参数: ①锡林转速:min)/(359%98)542136(1460%98542min)/(r D n r nc=⨯⨯=⨯⨯=② 刺辊转速:min)/(93198.02091301460%98min)/(r D D n r n tt =⨯⨯=⨯⨯=③ 盖板速度%986.3614241171240100min)/(54⨯⨯⨯⨯⨯⨯⨯=Z Z n mm v c f54051142Z Z n c ⨯⨯=min)/(09.2402634359051142r =⨯⨯=④ 道夫速度min)/(4.3029048.1%98190502025388min)/(32r Z n r n d =⨯=⨯⨯⨯⨯=2. 牵伸计算① 实际牵伸(倍))输出生条干定量()喂入棉卷干定量(梳棉机实际牵伸100185360g/m 5/=⨯=⨯=m g② 机械总牵伸(倍))(落棉率)(实际牵伸机械牵伸9.94%1.511001=-⨯=-⨯= 3.产量计算理论产量10001000100047.139064.3070660⨯⨯⨯⨯⨯⨯⨯=π理G=23.22[kg/(台*小时)] 定额产量]*/[43.20%8822.23小时台时间效率理定kg G G =⨯=⨯=五、 涤纶开清棉工艺设计1. 工艺流程]2141045046[0451060022002台型单打手成卷机型凝棉器)型给棉机(附型凝棉器)型梳针开棉机(附型多仓混棉机台型抓棉机⨯+→→→⨯A FA A A FA A A FA FA FA2. 所纺纱线为13tex ,涤卷设计干定量为340g/m ,涤卷实际回潮率为0.7%,则涤卷湿重为)()(干湿g/m 38.342007.1340%7.01=⨯=+⨯=G G涤卷线密度 N t = 干G ×(1+0.4%)×1000=340×1.04×1000 =353600tex3. 涤卷长度设计纺13.1tex ,涤卷湿重为342.38g/m ,涤卷净重设置为10kg ,则涤卷实际长度=涤卷净重×1000/涤卷湿重=10×1000/342.38=29.20m涤卷计算长度=涤卷实际长度/(1+涤卷伸长率)=9.20/1-2%)=29.80m涤卷毛重=涤卷净重+涤卷扦重=10+1.8=11.8(kg )4. 落卷时间计算落卷时间=落卷计算长度/涤卷罗拉线速度=(29.80×1000)/(π×230×13.34)=3.09m5. 速度设计与计算 (1)综合打手转速n 1n 1=230400/ D 1=230400/250=921.6(r/min) (2)天平罗拉转速2n54.12)/()(965.0423132=⨯⨯⨯⨯=Z Z Z Z D n(3)棉卷罗拉转速3nmin)/(39.151501026.01026.033r D n =⨯=⨯=(4)风扇转速4nmin)/(24.1084)250/160()120/200(14404r n =⨯⨯=6. 产量计算 ]*/[09.231%)21(10001000100035360039.1523060小时)(台理kg G =-⨯⨯⨯⨯⨯⨯⨯=π]*/([98.207%9009.231%90小时)台理定kg G G =⨯=⨯=六、涤纶梳棉工艺设计 1.锡林转速min)/(33012564.264.2min)/(r D r n c =⨯==2.刺辊转速min)/(860min)/(r r n t =3.盖板速度min)/(3.72mm v f =4.道夫速度min)/(3.29048.13r Z n d=⨯=5.小压辊出条速度V=6.84×28/21=91.2(mm/min) 6.牵伸计算 (1)实际牵伸(倍))输出生条干定量()喂入棉卷干定量(梳棉机实际牵伸95.80215340g/m 5/=⨯=⨯=m g(2)机械牵伸(倍))(落棉率)(实际牵伸机械牵伸82.76%1.5195.801=-⨯=-⨯=定量修正如下:)(梳棉机实际牵伸)涤卷干定量(生条干定量g/5m 2195.8053405g/=⨯=⨯=m)()(生条湿定量干湿g/5m 15.21007.121%7.01=⨯=+⨯=G G)()(生条线密度干tex G N t 8.42161000%4.01=⨯+⨯=7.定量计算(1)理论产量)]*/([06.2510001000100047.18.42164.3070660小时台理kg G =⨯⨯⨯⨯⨯⨯⨯=π(2) 定额产量]*/[06.22%8806.25小时台时间效率理定kg G G =⨯=⨯=七.精梳工艺设计 (一)棉预并条1.所纺纱线为13.1tex,设计干重为16g/5m ,棉条实际回潮率为7%,则棉条湿重为)()(干湿g/5m 12.1707.116%71=⨯=+⨯=G G2.牵伸计算 ①实际牵伸(倍))输出生条干定量()喂入棉卷干定量(实615518g/m 5/=⨯=⨯=m g E ②机械总牵伸(倍))(落棉率)(实际牵伸机12.6%1.5161=-⨯=-⨯=E3.产量计算 ①理论产量)]*/([10.16510001000347226.39660210001000602小时台理kg N V G t =⨯⨯⨯⨯=⨯⨯⨯⨯=②定额产量)]*/([29.145%8810.165小时台时间效率定定kg G G =⨯=⨯=(二)棉精梳准备(条并卷FA356A )1.成卷罗拉速度B V A C f n ⨯⨯⨯=16282.成卷罗拉线速度nnm V 199.21000700min)/(=⨯⨯=π3.本设计中棉预并条干定量为62g/m ,则: )()()(湿tex N G t 672701000%)5.81(62g/m 34.66%7162=⨯+⨯==+⨯=)(小卷湿定量小卷长度小卷质量kg 585.16100034.66250=⨯=⨯= 4.牵伸计算 ①)(28.156024165g/5m g/5m 倍)输出小卷干定量(并和数)喂入预并条干定量(实=⨯⨯=⨯⨯=E②)(31.102.128.1倍牵伸配合率实机=⨯=⨯=E E5.产量计算 ①理论产量)]/([22.403100010006272010060h kg G *=⨯⨯⨯=台理②定额产量 )]/([19.355%8822.403h kg G G *=⨯=⨯=台时间效率定定(三)棉精梳机型:FA269 原料:棉 线密度:13.1tex 上机工艺设计 1.速度计算 ①锡林速度min)/(320028.2921432914401钳次=⨯=⨯⨯⨯=BA B A n②毛刷速度,选择较快的一档为1100r/min2.精梳条定量本品种选择精梳条干定量为20g/5m,喂入小卷干定量为62g/m 精梳条实际回潮率为6.5%,则精梳条湿重为 )()(干湿m G 5/g 3.21065.120%5.61G =⨯=+⨯=)(217001000085.1201000%)5.81(20tex N t =⨯⨯=⨯+⨯=3.牵伸计算 ①实际牵伸(倍)并和数)输出精梳条定量()喂入小卷定量(实1248205625/g 5/g =⨯⨯=⨯⨯=m m E②机械牵伸(倍))(落棉率)(实机68.10118-1124-1=⨯=⨯=E E4.产量计算 ①理论产量)h /(06.44%)181(3202.5%)5.81(6200048.010)1(60p g 61∙=-⨯⨯⨯+⨯⨯=⨯-⨯⨯⨯⨯⨯=-台理kg q a n G ②定额产量)/(k 65.39%9006.44G h g G ∙=⨯=⨯=台时间效率理定八、并条工艺设计 (一)涤预并条 1.涤条定量计算涤涤干棉棉干n G n G ⨯⨯=3070 35163070⨯⨯=涤干G11.43g/5m=涤干G)5/(5.11%6.01m g G G =+⨯=)(涤干涤湿texG 14.22951000004.15/43.111000%4.01=⨯⨯=⨯+⨯=)(涤条线密度干2.牵伸计算 (倍))输出生条干定量()喂入棉卷干定量(实51.543.11321g/m 5/=⨯=⨯=m g E(倍))(落棉率)(实际牵伸机62.5%1.5151.51=-⨯=-⨯=E3.产量计算 ①理论产量)]*/([14.1091000100014.229526.39660210001000602小时台理kg N V G t =⨯⨯⨯⨯=⨯⨯⨯⨯=②定额产量)]*/([04.96%8814.109小时台时间效率定定kg G G =⨯=⨯=(二)混并一道1.本纱线为13.1tex ,设计干重为18g/5m,半熟条实际回潮率为5%,则湿重为)()()(干湿m G 5/g 9.18%5118%51G =+⨯=+⨯=半熟条线密度)()(混并公定回潮率干t e x 12.362410001=⨯+⨯=G N t2.牵伸计算 ①实际牵伸(倍)并和数输出半熟条干定量喂入生条干定量实5.6=⨯=E②机械牵伸(倍)牵伸配合率实机63.602.15.6E =⨯=⨯=E3.产量计算 ①理论产量59.16010001000v 602=⨯⨯⨯⨯=t N G 理[kg/(台·h)]②定额产量32.141G =⨯=时间效率理定G [kg/(台·h )](三)混并二道1.本纱线为13.1tex ,设计干重为17.5g/5m ,半熟条实际回潮率为5%,则湿重为mG 5/g 38.13%51G =+⨯=)(干湿半熟条线密度N t =G 干×(1+半熟条公定回潮率)×1000=3677.8(tex ) 2.牵伸计算 ①实际牵伸 E 实=输出半熟条干定量喂入半熟条干定量×并合数=8.23(倍)②机械牵伸E 机= E 实×牵伸配合率=8.39(倍)3.产量计算①理论产量 G 理=10001000602⨯⨯⨯⨯t N v =162.97[kg/(台·h )]②定额产量G 定=G 理×时间效率=143.41[kg ﹙台·h ﹚] (四)混并三道1.本纱线为13.1tex ,设计干重为17g/5m,半熟条实际回潮率为5%,则湿重为G 湿=G 干×(1+5%)=17.85(g/5m )半熟条线密度N t =G 干×(1+半熟条公定回潮率)×1000=3572.72(tex ) 2.牵伸计算 ①实际牵伸E 实=输出半熟条干定量喂入半熟条干定量×并合数=8.24(倍)②机械牵伸E 机= E 实×牵伸配合率=8.40(倍)3.产量计算①理论产量 G 理=10001000602⨯⨯⨯⨯t N v =159[kg/﹙台·h ﹚]②定额产量G 定=G 理×时间效率=139.92[kg/﹙台·h ﹚] 九.粗纱工艺设计 1.速度计算 (1)主轴转速 N 0=电动机转速×DD m =960×DD m(2)锭子转速N s =1.2492×N 0=1199.616×DD m设N s =800(r/min ),则DD m =0.6669,得D m =120(mm )D=190(mm)修正得N s =757.7(r/min )N 0=606.3(mm) (3)前罗拉转速N f=0.008695×606.3×10370×Z 3×N 0=125.4(r/min)2.粗纱定量设计及线密度计算设计粗纱干定量为4.5g/10m,实际回潮率为2.5%,则粗纱湿重为G 湿=G 干×(1+2.5%)=4.61(g/10m )N t =G 干×(1+半熟条公定回潮率)×1000=461(tex) 3.牵伸计算 E 实=粗纱线密度熟条线密度=6.95(倍)E 机=E 实×牵伸配合率=7.12(倍)4.捻度 (1)捻度计算T t (捻/10m )=163.331×312Z Z Z ⨯又T t =ttN α=461100=4.7(捻/100m )所以Z 3=24(2)筒管轴向卷绕密度与升降变换齿轮 P=nn 0=1.655×Z 12×Z 10若取Z 12=37,则P=4.0若选择Z 10/Z 9=39/38,所以Z 11=21 (3)筒管径向卷绕密度与成形齿轮 Q=5P=20(层/cm )选择成形齿轮Z 4=30,Z 5=006.254Z Q ⨯=245.产量计算 G 理=100010001060⨯⨯⨯⨯⨯ttsT Nn =0.446[kg/﹙锭·h ﹚]G 定=G 理×时间效率=0.39[kg/﹙锭·h ﹚]每台粗纱机共120锭,则每台粗纱机每小时定额产量=0.39×120=46.8[kg/﹙台·h ﹚]每台粗纱机每天工作22.5h,则每台粗纱机每天定额产量=46.8×22.5[kg/﹙台·天﹚]十.混纺纱细纱工艺设计 1.速度计算(1)主轴转速21min)/(D D n r n m ⨯=(2)锭子转速216060min)/(1D D r ns⨯=n s 初定为1600(r/min ),则996.016060160001606021===s n DD则D1取210mm ,D2取220mm ,则修正为15330r/min (3)前罗拉转速ft s fdT n n π⨯⨯=1002.细沙定量设计及线密度所纺纱线设计线密度为13tex ,设计混纺干定量为)100/(268.110%)5.21(m g N G t=⨯+=干)()(湿g/100m 280.1%5.21268.1=+⨯=G 3.牵伸计算 (1)(倍)细沙干定量粗纱干定量实3625.1105.410=⨯=⨯=E(2)(倍)牵伸配合率实机08.3703.136=⨯=⨯=E E4.捻度计算纺13tex 机织用混纺纱,选定细沙捻系数为375,则)10/(10413375m N T ttt 捻===α初选Zc 为85,Z 为80,得min)/(78.1872514.3104100015330100.667.1/4575641.1803325.67851043325.670r d T n n Z Z Z Z Z Z T Z Z ft s f B A B A C t AB =⨯⨯⨯=⨯⨯⨯====⨯⨯⨯=⨯⨯=π此时前罗拉转速,则,选5.产量计算 G 理=)1(100010001060捻缩率-⨯⨯⨯⨯⨯⨯ttsT Nn =0.011[kg/﹙锭·h ﹚] G 定=G 理×时间效率=0.0106[kg/﹙锭·h ﹚]每台细纱机420锭,则每台细纱机每小时定额产量=0.0106×420=4.45[kg/﹙台·h ﹚]每台细纱机每天工作24小时,则每台细纱机每天定额产量=4.45×24=106.8[kg/﹙台·h ﹚]十一、混纺纱后加工工艺设计 1.络筒速度 17.110N V 606t =⨯⨯⨯=-理G [kg/﹙锭·h ﹚]03.1G =⨯=时间效率理定G [kg/﹙锭·h ﹚]2.定重定长筒子的公定质量L)(N )(t 、定长、纱线线密度tex kg G k08.21000131000=⨯=⨯=L N L G tk所以L=)(16013100008.2km =⨯每袋包的筒子数为14个,则每袋包重=14×2.08=29.12(kg )。