延长铝电解槽寿命资料讲解
- 格式:ppt
- 大小:622.00 KB
- 文档页数:28
目录摘要 (4)第一章绪论第二章影响大型预焙铝电解槽寿命的因素2.1 电解槽的破损现象和机理 (6)2.1.1 电解槽的破损现象 (6)2.1.2 电解槽的破损机理 (8)2.2 影响电解槽阴极破损的因素 (9)2.2.1 电解槽物理厂的设计对电解槽的影响 (10)2.2.2 电解槽筑炉材料对电解槽阴极早期破损的影响 (11)2.2.2.1 阴极炭块的影响 (11)2.2.2.2 耐火保温材料 (13)2.2.2.3 阴极捣固糊 (14)2.2.3 电解槽内衬筑炉施工对电解槽阴极早期破损的影响 (14)2.2.4 被烧启动方法对电解槽阴极早期破损的影响 (14)2.2.4.1 铝电解槽焙烧的目的 (14)2.2.4.2 铝电解槽焙烧的方法 (15)2.2.5 电解槽日常操作对阴极早期破损的影响 (23)第三章延长电解槽阴极寿命的方法3.1 优化电解槽的磁场设计 (25)3.2 选用优质的内衬材料及富有经验的筑炉施工单位 (25)3.2.1 选用适宜的阴极碳块 (26)3.2.2 侧壁材料的选择 (27)3.2.3 电解槽内衬绝缘材料 (28)3.2.4 阴极捣固糊料 (29)3.3 先进的筑炉工艺 (29)3.3.1 阴极碳块采用挤缝粘接技术 (29)3.3.2 电解槽的砌筑 (30)3.4 运用先进的电解槽焙烧启动方法 (31)3.5 电解槽保持适宜的技术条件、优化日常管理 (32)第四章延长电解槽寿命的方法4.1 阴极碳块采用常温固化TiB2涂层 (33)4.2 被烧启动方法 (33)4.2.1 焦粒的选择与焙烧 (34)4.2.2 阳极的安装 (34)4.2.3 均热和防氧化措施 (34)4.2.4 分流器 (34)4.2.5 升温曲线的确定 (35)4.2.6 启动 (35)4.2.7 启动后期管理 (36)4.2.8 结论 (36)4.3 侧部炭块重塑法 (37)4.4 优化电解槽的内衬设计 (37)4.5 干式防渗料筑炉 (38)4.6 优化电解槽生产指标 (38)4.6.1 槽温控制 (39)4.6.2 电解质水平及铝水平的控制 (40)4.6.3 分子比和电解质成分的调节 (40)4.6.4 电压和效应的控制 (41)4.6.5 日常操作质量的控制 (41)参考文献 (43)摘要大型预焙铝电解槽是现代工业炼铝的主要设备,延长大型预焙铝电解槽的使用寿命,一直是各个铝厂工作者关注的重要课题。
浅述铝电解槽寿命延长技术的应用与发展摘要本文论述了铝电解槽寿命延长技术的应用与发展,为铝电解槽寿命延长技术走可持续发展的道路提供了一定的见解。
关键词铝电解槽;寿命延长技术;应用;发展1 引言我国通过近几年的技术进步电解槽寿命有了很大的提高,诸如某公司160kA、200kA铝电解槽寿命逐年提高。
其目前停槽寿命达到了1,680d左右,而且槽龄超过2,500d的电解槽也有一定的数量。
研究表明,影响铝电解槽寿命有以下5个环节。
其相对重要性比例为:电解槽设计20%筑炉材料10%、筑炉工艺20%、焙烧启动25%、生产管理25%。
我国几乎所有大型铝电解企业都采用焦粒焙烧启动技术。
在电解槽启动后设定合理的技术条件,经过一个稳定期后再使电解槽转入正常生产。
电解槽的稳定生产,不仅能高效低能耗,而且有利于延长电解槽寿命[1]。
2 对铝电解槽寿命延长技术应用的分析与认识2.1 影响电解槽寿命的因素有钠对阴极炭块的渗透、铝液的渗透、电解质的渗透,另外筑炉质量及原材料设计,启动后期管理、电解槽正常生产管理等等,都直接影响着槽寿命。
2.2 铝电解槽的焙烧启动技术对电解槽寿命的影响多年的生产实践证明,电解槽的运行寿命与电解槽的焙烧启动技术的选择有很大关系。
好的焙烧启动技术对延长电解槽的寿命是非常有益的。
现行的预焙电解槽焙烧启动技术大致可分为三种,即:铝液焙烧启动、焦粒焙烧启动和燃料焙烧启动。
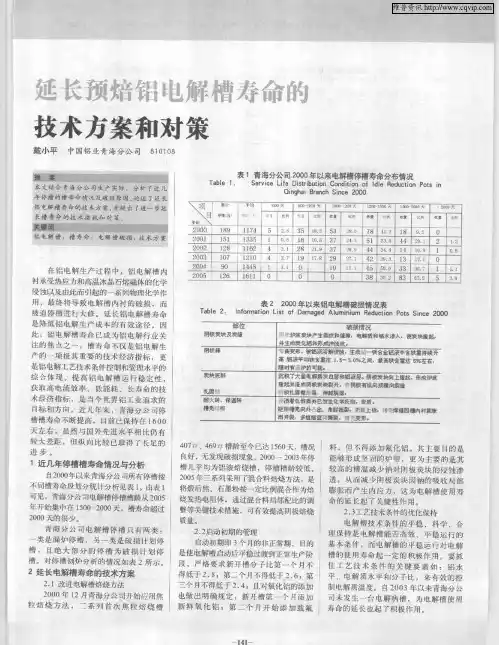
2.3 电解槽停槽大修的几种原因图1列出了某公司1988年至2006年各年的槽寿命情况,由表可见电解槽寿命逐年提高,对各年的槽寿命情况进行了分类分析如图1所示。
2.4 电解槽破损原因分析对某公司停槽情况进行分析,造成电解槽破损的主要因素主要有以下几种:①钠渗透膨胀;②热冲击;③冲蚀坑;④冷捣糊的质量和扎固质量,造成脱落或冲刷、磨损、裂缝,使电解质进入阴极底部引起破损;⑤侧部人造伸腿脱落,侧部漏炉等,以上电解槽破损原因作者认为与焙烧启动、生产管理和操作有很大的3 依靠技术进步,以促进铝电解槽寿命延长技术的可持续发展3.1 焙烧和启动(1)焦粒焙烧方法的有效应用电解槽寿命其实就是电解槽内衬的寿命。
世界有色金属 2023年 5月下4冶金冶炼M etallurgical smelting延长铝电解槽寿命研究乔晓明1,胡明钰2(1.武威市第二粮油储备库有限公司,甘肃 武威 733009;2.黄河鑫业有限公司,青海 西宁 811605)摘 要:通过对生产实践中几种常见电解槽破损形式及原因进行梳理和分析,从提高电解槽内衬质量、加强启动初期管理、严控生产技术条件、提升正常生产管理水平等方面,对延长铝电解槽寿命途径进行探讨研究,从而达到延长电解槽寿命、减少大修费用,降低电解铝生产成本,提高生产企业经济和生态效益的目的。
关键词:阴极破损;寿命;内衬材料;焙烧中图分类号:TF813 文献标识码:A 文章编号:1002-5065(2023)10-0004-3Study on prolonging the service life of aluminum reduction cellQIAO Xiao-ming 1, HU Ming-yu 2(1.Wuwei Second Grain and Oil Reserve Co., Ltd., Wuwei 733009,China;2.Huanghe Xinye Co. , Ltd.,Xining 811605,China)Abstract: Through carding and analyzing several common forms and causes of electrolytic cell damage in production practice, this paper discusses and studies the ways to extend the life of aluminum electrolytic cell from aspects of improving the quality of electrolytic cell lining, strengthening the management at the initial stage of startup, strictly controlling the production technical conditions, and improving the level of normal production management, so as to extend the life of electrolytic cell, reduce the overhaul cost, and reduce the production cost of electrolytic aluminum, The purpose of improving the economic and ecological benefits of production enterprises.Keywords: Cathode breakage; Life; Lining material; Roasting收稿日期:2023-03作者简介:乔晓明,生于1989年,男,工程师,青海门源人,大学本科,工学学士。

190K A大型预焙槽延长槽寿命技术研究报告肥矿集团公司泰山铝业分公司二○○六年十一月目录前言 (2)一、课题的提出 (2)二、技术方案的开发和应用 (3)(一)190KA铝电解槽砌筑工艺的改进 (4)一)190KA铝电解槽内衬设计介绍 (4)二)190KA铝电解槽砌槽扎固工艺的改进 (6)(二)190KA铝电解槽二次铝液全电流焙烧启动方法的改进和创新 (9)(三)不同槽龄电解槽新工艺的改进和应用 (11)一)老龄电解槽工艺改进 (11)二)新启动电解槽工艺改进 (12)(四)规整炉膛技术的应用 (13)(五)低温电解在老龄电解槽中的应用与改进 (15)三、效果分析 (17)四、经济效益 (19)(一)直接经济效益 (19)(二)间接经济效益 (20)190KA大型预焙槽延长槽寿命技术研究前言铝电解槽作为在高温、强磁场、强腐蚀性电解质状态下运行的主要设备,虽然铝电解过程中本身不消耗底部阴极侧部碳块内衬,但在腐蚀和各种应力作用下,日积月累,电解槽内衬将受到严重破坏,迫使停槽。
停槽后,须进行大修,将旧内衬全部弃除,槽壳进行校正修复后重新砌筑。
这不仅缩短电解槽设计寿命,而且花费众多人力,也消耗大量昂贵材料,同时大修期间停产,经济损失巨大。
目前,一般电解槽的设计寿命在3~4年,少数可达4~6年。
我国电解铝技术属国际上等水平,但与国外先进水平相比,电解槽寿命相差500~1000天。
铝业公司自2002年11月开始致力于该项目的研究,期间经历了部分电解槽停产和二次启动、重建炉帮以及大修电解槽再开槽、续建电解槽启动等多次生产难关,积累了丰富的生产经验。
一、课题的提出190KA铝电解槽寿命是受电解槽内衬设计、材料、筑炉、焙烧启动和操作等因素影响的一项综合指标。
其中,内衬设计对电解槽寿命的影响能占到20%,其它材料占到10%,筑炉占到20%,焙烧启动占到25%,操作占到25%。
泰山铝业公司一期62台190KA电解槽自2002年11月投产以来,大部分运行已达到3年多,局部存在不同程度的内衬破损现象,如侧部碳块内衬侵蚀严重,个别所剩厚度不到5cm,散热孔温度超过400℃;底部阴极碳块存在局部小裂缝和冲蚀坑等破损,阴极钢棒局部熔化,甚至阴极钢棒头温度达到320℃,炉底钢板温度接近180℃,存在底部和侧部漏炉的潜在性危险,严重威胁到电解槽正常使用寿命。
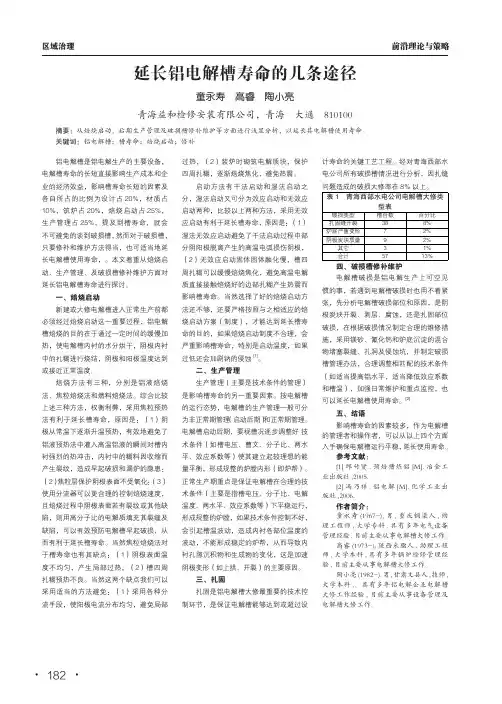
区域治理前沿理论与策略延长铝电解槽寿命的几条途径童永寿 高睿 陶小亮青海益和检修安装有限公司,青海 大通 810100摘要:从焙烧启动、后期生产管理及破损槽修补维护等方面进行浅显分析,以延长其电解槽使用寿命。
关键词:铝电解槽;槽寿命;焙烧启动;修补铝电解槽是铝电解生产的主要设备,电解槽寿命的长短直接影响生产成本和企业的经济效益,影响槽寿命长短的因素及各自所占的比例为设计占20%,材质占10%,筑炉占20%,焙烧启动占25%,生产管理占25%,提及到槽寿命,就会不可避免的谈到破损槽,然而对于破损槽,只要修补和维护方法得当,也可适当地延长电解槽使用寿命,。
本文着重从焙烧启动、生产管理、及破损槽修补维护方面对延长铝电解槽寿命进行探讨。
一、焙烧启动新建或大修电解槽进入正常生产前都必须经过焙烧启动这一重要过程,铝电解槽焙烧的目的在于通过一定时间的缓慢加热,使电解槽内衬的水分烘干,阴极内衬中的扎糊进行烧结,阴极和阳极温度达到或接近正常温度。
焙烧方法有三种,分别是铝液焙烧法、焦粒焙烧法和燃料焙烧法。
综合比较上述三种方法,权衡利弊,采用焦粒预热法有利于延长槽寿命,原因是:(1)阴极从常温下逐渐升温预热,有效地避免了铝液预热法中灌入高温铝液的瞬间对槽内衬强烈的热冲击,内衬中的糊料因收缩而产生裂纹,造成早起破损和漏炉的隐患:(2)焦粒层保护阴极表面不受氧化:(3)使用分流器可以更合理的控制焙烧速度,且焙烧过程中阴极表面若有裂纹或其他缺陷,则用高分子比的电解质填充其裂缝及缺陷,可以有效预防电解槽早起破损,从而有利于延长槽寿命。
当然焦粒焙烧法对于槽寿命也有其缺点:(1)阴极表面温度不均匀,产生局部过热,(2)槽四周扎糊预热不良。
当然这两个缺点我们可以采用适当的方法避免:(1)采用各种分流手段,使阳极电流分布均匀,避免局部过热,(2)装炉时砌筑电解质块,保护四周扎糊,逐渐焙烧焦化,避免热震。
启动方法有干法启动和湿法启动之分,湿法启动又可分为效应启动和无效应启动两种,比较以上两种方法,采用无效应启动有利于延长槽寿命,原因是:(1)湿法无效应启动避免了干法启动过程中部分阴阳极脱离产生的高温电弧损伤阴极,(2)无效应启动固体固体融化慢,槽四周扎糊可以缓慢焙烧焦化,避免高温电解质直接接触焙烧好的边部扎糊产生热震而影响槽寿命。

世界有色金属 2021年 10月上14冶金冶炼M etallurgical smelting延长在产石墨化阴极铝电解槽寿命的探析郭 彬,刘 驰(内蒙古锦联铝材有限公司,内蒙古 霍林郭勒 029200)摘 要:简要介绍了铝电解槽的生产原理和延长槽内衬寿命的意义,通过对石墨化阴极特点及腐蚀机理的分析,以某企业400KA石墨化铝电解槽为例,提出合理匹配的电解工艺技术条件和创新修补腐蚀坑的材料和方法,能减缓铝液流速,散热增加,炉底偏冷的状态下,炉底会生长和修补上一层保护层,达到保护阴极,提高槽寿命的目的,每年可创效19992万元,减少固体危险废物15960吨,实现了良好的经济和环保效益。
关键词:石墨化阴极;铝电解槽;腐蚀机理;措施;寿命中图分类号:TF821 文献标识码:A 文章编号:1002-5065(2021)19-0014-2Prolonging the life of graphitized cathode aluminum electrolytic cellGUO Bin, LIU Chi(Neimeng gu Jinlian Aluminum Co., Ltd.,Hollingole 029200,China)Abstract: This paper briefly introduces the production principle of aluminum electrolytic cell and extend the service life of tank lining, based on the characteristics and the analysis of corrosion mechanism, the graphitized cathode in an enterprise 400 ka graphitization aluminum electrolytic cell, for example, put forward the reasonable matching of electrolytic technology conditions and innovation repair materials and methods of the corrosion pit, can slow the aluminum liquid flow rate, heat dissipation, furnace bottom slants cold, The bottom of the furnace will grow and repair a protective layer, to protect the cathode, improve the life of the tank, can create an annual effect of 19.992 million yuan, reduce the solid hazardous waste of 15,960 tons, to achieve good economic and environmental benefits. Keywords: Graphitized cathode; Aluminum electrolytic cell; Corrosion mechanism; Measures; life1 概述电解槽是电解铝产品生产的主要关键设备,电解槽内衬又是电解槽的核心。
延长240KA预焙铝电解槽寿命的几点建议摘要:目前电解槽的槽寿命直接关系到企业的经济效益和发展前景乃至生死存亡。
因此进一步提高电解槽的槽寿命是当前铝行业最为关注的一个重要课题。
本文通过对240KA预焙槽停槽的实际情况分析发现致使240KA预焙电解槽破损到停槽的原因和影响电解槽槽寿命的因素,进行了深入的原因分析并提出了几点建议。
关键词:铝电解槽;筑炉;焙烧启动;后期生产操作管理;槽寿命前言目前,我国大型预焙电解槽的容量或者生产技术指标均已接近国际先进水平。
唯有铝电解槽的平均使用寿命都在3-5年,部分可达到5-7年。
随着科学技术的不断发展,大型预焙槽计算机智能模糊控制技术的广泛应用,生产操作人员技术水平的不断提高、操作管理因素所占的比例有所降低,加之社会突飞猛进的发展必将导致电解槽的设计与材质等各方面的质量关增多,从而可以看出影响电解槽使用寿命的因素是紧密联系、不可分割的。
1、电解槽大修对材料和施工的要求1.1 筑炉材料。
电解槽筑炉所用材料包括炭素材料,隔热保温材料和耐高温材料等。
阴极内衬材料包括阴极碳块和侧部碳化硅结合氮化硅及捣固糊等炭素材料。
根据不同的石墨化程度,阴极碳块又分为多种类型,主要有无烟煤无定型炭质碳块、无烟煤+石墨粉的混合型炭质碳块、半石墨质碳块、半石墨化碳块和全石墨化碳块,我公司采用无烟煤无定型炭质碳块、半石墨质碳块,它是用石墨化的骨料加粘结剂形成的碳块,在2300℃下进行热处理。
耐高温隔热保温材料要符合电解槽大修技术标准的性质和要求。
1.2 内衬施工质量。
阴极内衬砌筑质量的好坏对电解槽使用寿命有直接的影响,是保证电解槽寿命最为关键的一个环节。
高的内衬施工质量,是电解槽设计理念的完美体现,它要求施工人员严格按照各工序的标准进行作业并要严格检查各工序的施工质量,在筑炉工艺上尽可能采用先进的筑炉工艺技术。
2、电解槽焙烧启动及正常生产管理2.1 焙烧。
一般电解槽的焙烧预热和启动方法的好坏,是引起电解槽早期破损的原因之一,因此采取合理的焙烧启动方案是非常重要的。
谈如何延长铝电解槽使用寿命摘要:本文从设计和生产工艺方面对造成电解槽破损的原因进行了分析,并在总结几年来提高槽寿命的措施和经验基础上,提出延长槽寿命的几点想法。
关键词:铝电解槽使用寿命延长据报道,国外200KA以上大型预焙铝电解槽的平均寿命在5年(1800天)以上,法国彼施涅公司的180KA电解槽寿命达6~8年(2190 ~2920天),远远高于我国电解槽1500天的设计指标。
本文结合多年的生产实际对电解槽寿命问题进行探讨。
一、电解槽破损原因分析1.侧部破损电解槽侧部破损主要是由于侧部不易形成保护侧部炭块的炉帮,使熔融的电解质随着电解的进行渐渐地渗透于炭块中,而电解质中的钠离子又很容易与碳发生反应生产碳一钠中间化合物,引起侧部炭块疏松、分层,这就更加剧了侧部炭块被氧化和侵蚀的速度。
据资料报道,这种侵蚀速度使炭块每天约腐蚀掉1mm,使得侧部炭块容易受到侵蚀磨损,引起槽壳局部过热,严重时槽壳会被烧红,甚至发生漏槽事故,导致停槽,缩短电解槽寿命。
影响电解槽侧部炉帮不易形成的原因主要是:(l)电解槽槽壳及槽壳与地面酌空间设计不尽合理。
有关研究表明,电解槽侧部散热能力在槽壳温度基本恒定的情况下,决定于周围环境温度和空气流动情况。
虽然电解槽设计采用侧部散热型,即侧部只有一层碳化硅砖的结构,目的是保证在电解槽四周形成自然炉帮。
然而,我国绝大多数200KA、300KA电解槽槽壳仍采用了传统带二翼板的结构,并且槽壳与地面的距离较短,不利于散热通风,严重影响侧部炉帮的形成。
这样不仅缩短了电解槽的寿命,而且还增加了不必要的大修费用。
(2)使用的氧化铝原料质量不均匀及打料系统缺陷,造成效应受控率低。
各厂使用的氧化铝产地和体积密度均不同,导致电解槽实际接受的氧化铝料量不均匀,造成电解槽炉底沉淀多,或是电解槽打料系统故障等原因,阳极效应受控率较低,效应系数高,导致槽温在短时间内骤然上升30℃~40℃,实践表明,槽温升高越多,恢复到正常生产温度所需时间越长。
浅谈延长电解槽使用寿命的方法【摘要】本文分析了中国铝业兰州分公司电解一厂电解槽使用寿命情况,对影响电解槽使用寿命的因素进行分析,并结合生产实际采取了改进措施,杜绝了因漏槽停产的电解槽,延长了电解槽使用寿命,取得较好的经济效益。
【关键词】电解槽;槽寿命;漏槽;分析;改进0 前言电解槽是电解铝生产的关键设备,其使用寿命的长短是制约电解铝生产企业经济效益提高的关键性因素之一。
电解槽寿命已成为制约我国铝电解工业发展的障碍。
本文结合生产实际,对影响400kA预焙阳极电解槽使用寿命的主要因素进行了探讨,采取了有效的改进措施,获得了显著效果,提高了电解槽大修质量,延长了电解槽使用寿命。
1 中铝兰州分公司电解一厂电解槽寿命的实际情况中铝兰州分公司电解一厂共有288台400kA预焙电解槽,分别于2007年5月开始陆续投产。
截止至2013年5月,共计停槽大修129台次,小修7台次。
造成中铝兰州分公司电解一厂电解槽停槽大小修的主要原因是早期破损的电解槽数量较多。
如果降低或提前预防解决早期破损槽,便会大大增加电解槽的使用寿命。
2 影响电解槽寿命的因素及漏槽种类2.1 影响铝电解槽阴极使用寿命的因素影响铝电解槽阴极使用寿命的因素很多,主要有以下七类:材料质量:炭块、底糊、耐火砖和隔热板的质量。
结构设备:槽壳设计、内衬层次、热设计、母线配置设计、炭块组装设计。
筑炉技术:砌筑、捣固、组装状况。
焙烧、启动技术:焙烧方式、升温曲线、启动方式、前期管理。
生产技术条件控制:温度、极距、电压、电解质成份、加工操作、出铝、阳极工作状态。
系列电力制度:电流强度大小和电流平稳程度。
维护、检测的标准和手段。
2.2 电解槽漏槽种类电解槽铝液向阴极内衬深层或槽外渗铝,主要有以下五种类型:侧部漏铝:侧部内壁破损,渗漏通道在铝水平以下部位。
阴极棒孔漏铝:底部阴极破损,铝水沿钢棒漏出。
底部漏铝:铝水从槽壳底部漏出。
严重溶化钢棒:铝水渗漏到深层钢棒。
伸腿破损漏铝:铝水经槽壳与内衬的缝隙从阴极窗口流出。
提高铝电解槽寿命的根本途径摘要:焙烧工艺是将铝电解由低温的状态逐步向高温的状态转换,这项工艺的主要内容就是焙烧工艺的选择,使内衬中的水分可以及时的排出。
针对电解槽焙烧启动期间造成铝电解槽破损的问题,我们从焙烧工艺和设备进行了不断探索,严抓筑炉和焙烧启动操作质量,进一步延长了电解槽寿命。
本文通过分析各类焙烧的工艺,分析其对电解过程产生的影响,并提出了相应的改进措施。
关键词:焙烧;工艺;铝电解槽一、预焙铝电解槽焙烧的目的和要求焙烧的目的:排除砌体水分,加热槽体;焦化炭块之间和阴极钢棒周围的糊料;使阴极接近或达到正常作业温度;焙烧期间熔化了的高分子比电解质渗入炉底,起到堵塞裂缝、修补缺陷的作用;加热阳极及装炉物料,使阳极温度达到生产温度,熔化物料,满足启动需要;满足电解槽内炭素材料对碱性物质的大量吸收。
焙烧的要求:均匀缓慢的加热电解槽阴极内衬、阳极以及装炉物料,使三者达到一定的温度条件,以利于下一步的启动操作。
二、焙烧方法和各类的优缺点1、焦粒焙烧法。
焦粒焙烧法是在电解槽内铺设一层电阻层,其厚度为15毫米,在电力接通后,在阴极和阳极之间会产生热量,形成电解槽的焙烧。
焦粒焙烧法的热量主要是由阴极的炭块提供,在焙烧的过程中,不会出现温度骤升的问题,温度是在常温的基础上慢慢地提高,可以有效的防止槽因为温度骤升而发生破裂的问题。
而且在加热的过程中,不需要借助其他的设备,而且焙烧在短时间内就能完成,焙烧的效率非常高。
但是焦虑焙烧法也存在一定的局限性,其传热不具有均匀性,导致了局部的温度过高,阳极的电流不能平均的分布,会导致局部过热的问题。
2、石墨粉焙烧法。
这种方法的原理与焦粒焙烧法的原理具有相似性,应该先将不同粒径的石墨划分出来,然后将石墨粉放在炉底,铺设的厚度在30毫米左右,通电后即可完成焙烧工艺。
石墨焙烧法中,石墨的质地比较软,而且铺设的厚度较大,可以与阳极良好的接触,在电流分布上非常的均匀。
而且石墨粉具有较好的导电性。