KMRQ-J03-12-03-4
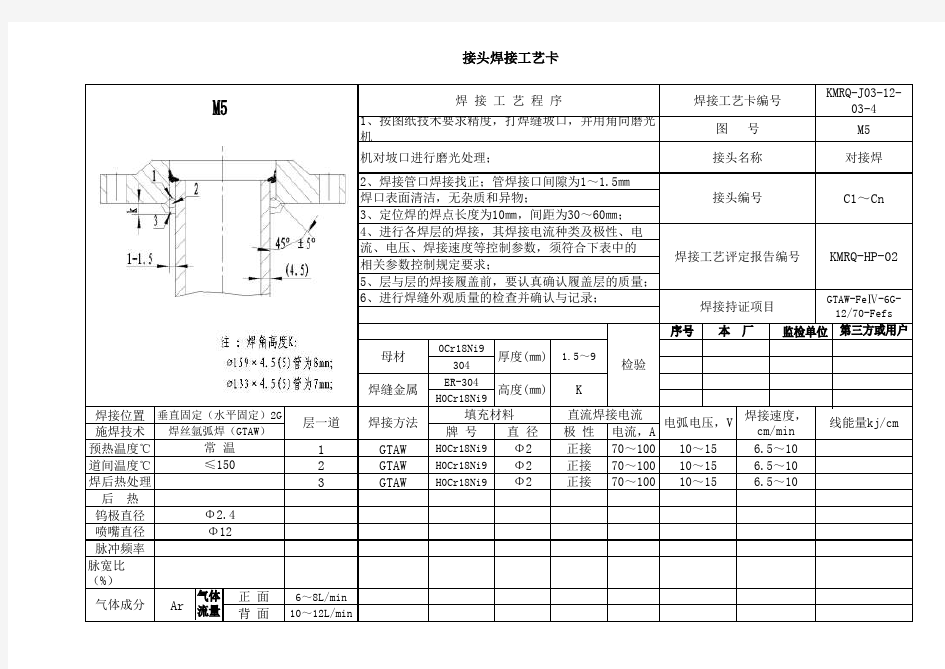
M5对接焊
0Cr18Ni9
304ER-304
H0Cr18Ni9
焊接位置施焊技术
牌 号直 径极 性电流,A
预热温度℃1GTAW
H0Cr18Ni9Φ2正接70~10010~15 6.5~10道间温度℃2
GTAW H0Cr18Ni9Φ2正接70~10010~15 6.5~10焊后热处理3GTAW
H0Cr18Ni9Φ2
正接70~10010~15 6.5~10
后 热
钨极直径
喷嘴直径
脉冲频率脉宽比(%)
正 面
6~8L/min 背 面
10~12L/min 1.5~9
K
相关参数控制规定要求;
5、层与层的焊接履盖前,要认真确认履盖层的质量;
6、进行焊缝外观质量的检查并确认与记录;
GTAW-FeⅣ-6G-12/70-Fefs KMRQ-HP-02
C1~Cn
1、按图纸技术要求精度,打焊缝坡口,并用角向磨光机机对坡口进行磨光处理;
2、焊接管口焊接找正;管焊接口间隙为1~1.5㎜焊口表面清洁,无杂质和异物;
3、定位焊的焊点长度为10㎜,间距为30~60㎜;
4、进行各焊层的焊接,其焊接电流种类及极性、电流、电压、焊接速度等控制参数,须符合下表中的检验
焊 接 工 艺 程 序
焊接工艺卡编号
图 号接头名称焊接持证项目
焊接工艺评定报告编号接头编号
焊缝金属
母材厚度(㎜)
高度(㎜)
焊接方法
填充材料Φ12层一道
焊接速度,
cm/min 线能量kj/cm
直流焊接电流电弧电压,V
接头焊接工艺卡
气体成分 Ar
垂直固定(水平固定)2G
焊丝氩弧焊(GTAW)常 温≤150Φ2.4