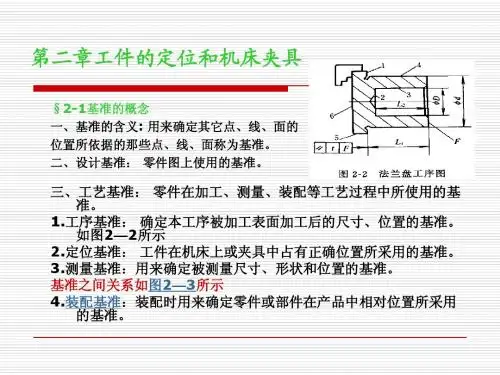
工件的定位和机床夹具
- 格式:ppt
- 大小:7.30 MB
- 文档页数:100
3、按驱动夹具工作的动力源分类可分为:手动夹具、液压夹具、气动夹具、电动夹具等;机床夹具的组成夹具的组成定位元件图定位元件保证工件在夹具中处于正确的位置;2夹紧装置图夹紧装置的作用是将工件压紧夹牢,保证工件在加工过程中受到外力切削力等作用时不离开已经占据的正确位置;3 对刀或导向装置对刀或导向装置用于确定刀具相对于定位元件的正确位置;4 连接元件连接元件是确定夹具在机床上正确位置的元件;5 夹具体夹具体是机床夹具的基础件,6 其它装置或元件它们是指夹具中因特殊需要而设置的装置或元件;若需加工按一定规律分布的多个表面时,常设置分度装置;为了能方便、准确地定位,常设置预定位装置;对于大型夹具,常设置吊装元件等;机床夹具的作用1、保证加工精度,稳定加工质量;2、扩大机床的功能3、提高劳动生产率;4、降低生产成本;5、改善劳动条件,降低对工人的技术要求;1、工件常用的定位方法:1 直接找正法概念:用划针、百分表等工具直接找正工件位置并加以夹紧的方法称直接找正法;特点:生产率低,精度取决于工人的技术水平和测量工具的精度2 划线找正法概念:先用划针画出要加工表面的位置,再按划线用划针找正工件在机床上的位置并加以夹紧;特点:费时,又需要技术高的划线工3在夹具上定位使用概念:使用通用或专用夹具,使工件在机床夹具中迅速有一确定的定位,不需要找正就能保证工件与机床、刀具间的正确位置;特点:生产效率高,定位精度好,应用与成批以及单件小批量生产中;2、工件定位的基本原理1六点定位原理工件的六个自由度长方体形工件的定位①、概念:用合理分布的六个支承点限制工件六个自由度的法则,称为六点定位原理;②、“六点定位原理”应注意:1 定位支承点限制工件自由度的作用,应理解为定位支承点与工件定位基准面始终保持紧贴接触;2 一个定位支承点仅限制一个自由度,一个工件仅有六个自由度,所设置的定位支承点数目,原则上不应超过六个;3 分析定位支承点的定位作用时,不考虑力的影响2六点定位原理的应用工件定位中的几种情况1完全定位概念:工件的六个自由度全部被限制的定位;2 不完全定位概念:根据工件的加工要求,并不需要限制工件的全部自由度的定位;3 欠定位概念:根据工件的加工要求,应该限制的自由度没有完全被限制的定位4 过定位概念:夹具上的两个或两个以上的定位元件,重复限制工件的同一个或几个自由度的现象3、工件的定位方法及其定位元件生产实践中常用的定位方法及定位元件:1工件一平面定位(1)支承钉①、球头支承钉图 B型②、齿纹头支承钉图 C型③、平头支承钉图A型④、可调支承⑤、自位支承1—销轴2—V形块3—可调支承用可调支承加工相似件的图2 支承板2工件以圆柱孔定位定位方式的基本特点是:定位孔与定位元件之间处于配合状态,并要求确保孔中心线与夹具规定的轴线相重合;1 圆柱销2 圆柱心轴心轴主要用于套筒类和空心盘类工件的车、铣、磨及齿轮加工;圆柱心轴定位装夹图花键心轴装夹图3 圆锥销圆锥销定位左粗基准定位右精基准定位圆锥销组合定位图4 小锥度心轴3.工件以外圆柱表面定位1 V形架V形架定位的最大优点是对中性好;V 形架可分为固定式和活动式;2 定位套一般适用于精基准定位,常与端面联合定位; 工件以外圆柱面定位,有时也可用半圆套或锥套作定位元件;1.夹紧装置的组成 如下图1 力源装置产生夹紧作用力的装置;所产生的力称为原始力2 中间传力机构介于力源和夹紧元件之间传递力的机构3 夹紧元件夹紧装置的最终执行件,与工件直接接触完成夹紧作用2.对夹具装置的要求 : 1夹紧时应保持工件定位后所占据的正确位置; 2 夹紧力大小要适当;3 夹紧机构的自动化程度和复杂程度应和工件的生产规模相适应,并有良好的结构工艺性,尽可能采用标准化元件;4夹紧动作要迅速、可靠,且操作要方便、省力、安全;3、.夹紧力方向和作用点的选择1夹紧力的作用方向应垂直于主要定位基准面;V 型块定位图夹紧装置组成示意图1—气缸2—连杆导入:由提问学生普车上所用夹具而导入;新课:1.三爪自定心卡盘优点:可自动定心,装夹方便,应用较广,缺点:夹紧力较小,不便于夹持外形不规则的工件2.四爪单动卡盘特点:四个爪都可单独移动,安装工件时需找正,夹紧力大,适用于装夹毛坯及截面形状不规则和不对称的较重、较大的工件;3、复杂、精密工件装夹1花盘铣床夹具铣床上的通用夹具:平口钳如下图铣床夹具中使用最普遍是机械夹紧机构,这类机构大多数利用机械摩擦的原理夹紧工件;斜楔夹紧机构是其中最基本的形式,螺旋、偏心等夹紧机构是斜楔夹紧机构的演变形式;1.斜楔夹紧机构特点:楔块夹紧行程小;结构简单,夹紧和松开需要敲击大、小端,操作不方便;增力比、行程大小和自锁条件是相互制约的2、螺旋夹紧机构工作特点:1 自锁性能好2 增力比大3 夹紧行程调节范围大4 夹紧动作慢、工件装卸费时适用范围;适用于手动夹紧,在机动夹紧机构中应用较少在实际生产中,螺旋——压板组合夹紧比单螺旋夹紧用得更为普遍;3、偏心夹紧机构特点:优点是操作方便,动作迅速,结构简单缺点是工作行程小,自锁性不如螺旋夹紧好,结构不耐振,适用于切削平稳且切削力不大的场合,常用于手动夹紧机构;小结由学生来总结:1、数控车床上一般工件常用的装夹方法;2、数控铣床上一般工件常用的夹紧机构和特点;作业P37 第5、6题。
第1章工件的定位●理解六点定位原理。
●常用定位元件限制的自由度。
●工件定位方式:完全定位、不完全定位、过定位和欠定位。
●常用定位元件的设计。
●定位误差的分析和计算。
●根据零件工序加工要求,确定定位方式。
●根据零件工序加工要求,确定定位方案。
●掌握定位元件的设计方法。
●掌握定位误差的分析和计算。
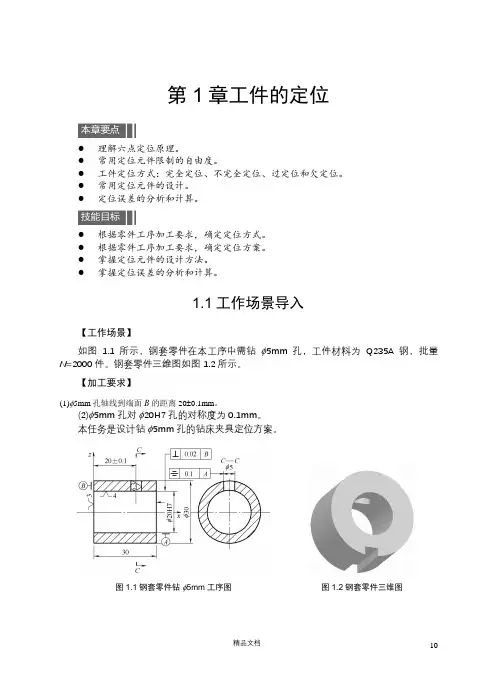
1.1工作场景导入【工作场景】如图1.1所示,钢套零件在本工序中需钻φ5mm孔,工件材料为Q235A钢,批量N=2000件。
钢套零件三维图如图1.2所示。
【加工要求】(1)φ5mm孔轴线到端面B的距离20±0.1mm。
(2)φ5mm孔对φ20H7孔的对称度为0.1mm。
本任务是设计钻φ5mm孔的钻床夹具定位方案。
图1.1钢套零件钻φ5mm工序图图1.2钢套零件三维图【引导问题】(1)仔细阅读图1.1,分析零件加工要求,各工序尺寸的工序基准是什么?(2)工件定位与夹紧的概念是什么?分析它们分别是由什么装置实现的?(3)六点定位原理是什么?(4)什么是完全定位、不完全定位、过定位和欠定位?(5)常用定位元件有哪些?定位元件限制的自由度?(6)定位方案设计的基本原则是什么?定位元件的要求是什么?(7)定位误差如何分析和计算?(8)企业生产参观实习。
①生产现场机床夹具的组成是什么?②生产现场机床夹具使用的定位元件有哪些?③生产现场机床夹具定位时限制几个自由度?1.2基础知识【学习目标】理解六点定位原理,分析常用定位元件限制的自由度,确定工件的定位方式,常用定位元件的设计,定位方案设计的基本原则,定位误差的分析和计算。
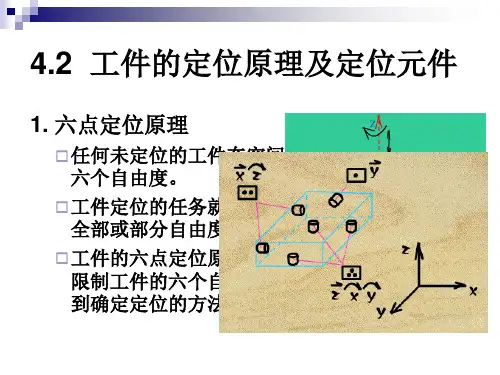
1.2.1工件定位的基本原理1.概述为了达到工件被加工表面的技术要求,必须保证工件在加工过程中的正确位置。
夹具保证加工精度的原理是加工需要满足3个条件:①一批工件在夹具中占有正确的位置;②夹具在机床上的正确位置;③刀具相对夹具的正确位置。
显然,工件的定位是极为重要的一个环节。
本章就要讨论工件的定位问题。