七类浪费现象
- 格式:doc
- 大小:23.00 KB
- 文档页数:1
The seven wastes
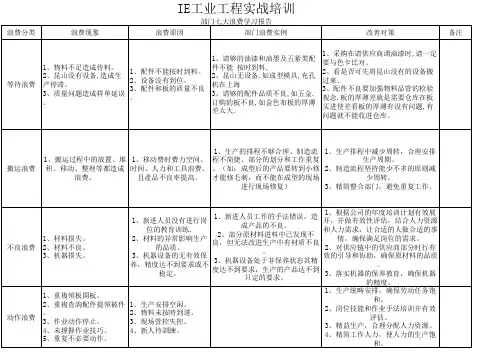
七类浪费现象
1.生产过剩
简单的讲,生产过剩就是指生产制作预先没有做出具体要求的项目。
生产过剩对于一个制造厂家来说,其成本是很高的,因为它不仅阻碍了生产物料的合理调配,更影响到产品质量及生产效率。
丰田汽车生产系统也是参照“按时完成”原则,因为它的每个制作项目都完全是根据要求制作的。
而生产过剩却是“只是按量完成”。
这样就造成了交期的延长,结果要支付很高的仓储费用,而且很难发现产品的缺陷。
最简单的解决办法就是拉闸;这需要有足够的勇气,因为生产过剩所隐藏的很多问题都会全部暴露出来。
其实质就是只计划生产可以立即售出/运输的产品,而且要提高生产设备的结构改造性能。
2.等待
当货物存放着没有移动或是没有继续进行,等待中的浪费就产生了。
很典型的就是在传统的按照排程来生产的过程中,每类产品有99%的时间都是在等待中度过的。
大多数产品的交货期都是根据需要等待下一步运作的时间来决定的;这通常是因为对生产物料的调配不合理,生产运作时间太长,生产场地相距太远等等。
Goldratt(约束论)中很多次陈述了如果在生产关键过程中产生了一个小时的损失,那就损失了整个工厂一个小时的总产量,而且是永远无法弥补的。
只有将前后生产过程有效的紧密衔接在一起,一项工作接一项工作有序的进行,这样才能明显缩短等待的时间。
3.运输
在生产过程中的运输又是一项成本支出,而且是丝毫不会增加产品的价值的。
生产过程的产品过多的移动搬运往往会造成损坏并有可能会影响到质量。
而物料又需要物料员来搬运,这样又造成不会增加任何价值的另一项组织费用。
由于根据生产需要将生产设备进行移动的成本是实际存在的,对搬运成本的减少是比较困难的。
而且,通常情况下很难判断哪几项进程是应该安排到一起的。
制作出生产流程图会使这项工作更加形象化。
4.不合理的操作
俗话说:大材小用。
有很多工厂都使用很昂贵的很精确的设备,而实际上简单的工具就已经足够了。
这通常会造成工厂整个布局很差,因为前后进程相差的太运。
另外,他们还会鼓励资产的合理利用(生产过剩以及最小限度的改造),来弥补购买这套设备所花费的过高的成本。
丰田汽车以他们低成本的自动化控制而出名,还有通常使用旧设备加上完美的维修方案。
投资少一些;对生产设备的配置更合理一些;划分更多的生产区域;将生产工序紧密衔接;这样才能更大程度上减少不合理的操作所造成的浪费。
5.不必要的仓储
生产过剩以及等待的直接结果就是“工程进行中”(WIP)。
过多的存储会造成生产场地上很多隐藏问题的出现,这些问题都是需要发现和解决的,这样才能提高我们的运作绩效。
过多的存储会延长交货期、占用生产场地、阻碍良好的沟通。
在保证生产场地间的无限畅通的同时,很多生产厂家都已经改善了客户服务、削减了存储以及预支相关的成本。
6.不必要/过多的搬运
这种浪费是与工效学相关联的,而且在任何场合都可以出现的,例如:弯曲、拉伸、搬动、抬举、延伸等等。
而且这些过程中往往会出现一些安全隐患,在当今诉讼社会中成为了一个企业所面临的很大的问题。
如果生产进程中搬运过多的话,就应该对此进行分析并重新规划设计了,包括对车间内人员的合理调配等,以达到改进的目的。
7.缺陷
如果产品质量上存在缺陷,那对我们的最低要求(底线)都会有直接影响,涉及到要返工以及物料的损耗等等,成生大笔的成本费用。
还有很多与此相关的其他成本,如隔离放置、重新检查、重新规划以及生产量的降低的一切损失等。
在很多工厂,由于质量缺陷而产生的成本在整个成本里面往往占有相当一部分比重。
通过所有职员的努力以及生产进程的不断改进,是可以通过很多方法很大程度上来避免质量缺陷出现的。