热处理工艺规范
- 格式:doc
- 大小:55.50 KB
- 文档页数:5

机械工艺设计中的热处理工艺规范要求解析热处理是机械工艺设计中的一个重要环节,旨在改变材料的性能和组织结构,以满足特定的工艺和使用要求。
为了确保热处理工艺的效果和可靠性,各种标准和规范被制定出来,对操作人员进行指导和规范。
本文将对机械工艺设计中的热处理工艺规范要求进行解析,从工艺选择、温度控制、时间控制、处理工区清洁等方面进行讨论。
一、工艺选择在机械工艺设计中,针对不同材料和零件需要选择不同的热处理工艺。
常见的热处理工艺包括淬火、回火、正火、淬硬化、时效处理等。
在选择工艺时,需要根据材料性能要求、零件形状和尺寸等因素进行综合考虑。
同时,还要参考相关的标准和规范,确保所选择的工艺能够满足设计和技术要求。
二、温度控制热处理过程中的温度控制是十分关键的一环。
不同工艺需要控制的温度范围和温度周期各不相同。
在进行热处理前,需要合理选择加热设备和加热介质,确保能够提供均匀、稳定的温度场。
同时,需要配备温度检测仪器,通过实时监测和控制,保证温度在规定的范围内波动较小,以免对材料的性能产生不良影响。
三、时间控制热处理的时间控制也是十分重要的,过短或者过长的时间都会对最终的材料性能产生不利影响。
在进行热处理前,需要制定详细的时间计划,并对加热、保温、冷却等各个阶段进行精确控制。
同时,在工艺参数选择时,也需要考虑时间因素,避免在过短或过长的时间内进行热处理。
四、处理工区清洁热处理过程中,操作人员必须保持处理工区的清洁,防止杂质和污染物对材料产生负面影响。
在进行热处理前,需要对处理设备进行清洁和检查,确保无积碳、杂质等污染物存在。
同时,操作人员需要进行必要的防护措施,如穿戴专用防护服、手套等,避免汗液、指纹等对材料产生质量问题。
除了以上几点要求外,热处理工艺规范还包括了热处理设备和工艺参数的要求、热处理工艺记录和质量检验要求等内容。
在实际操作中,操作人员要严格按照规范要求进行操作,确保各个环节的质量和可靠性。
同时,还要定期对热处理设备进行维护和保养,保证其正常运行和达到预期的处理效果。
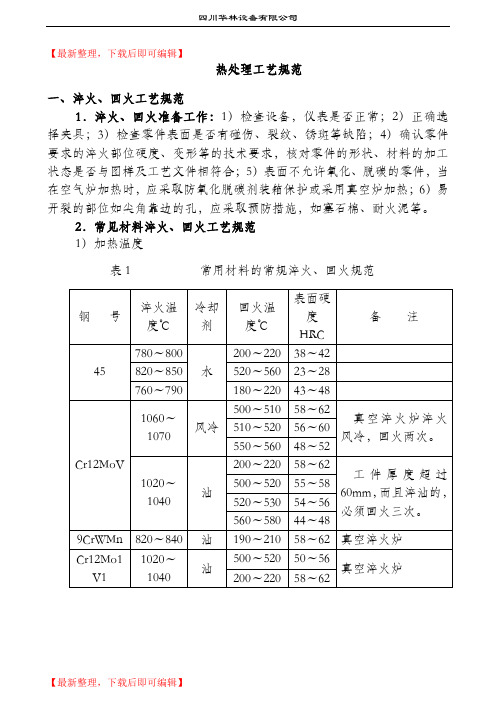
【最新整理,下载后即可编辑】热处理工艺规范一、淬火、回火工艺规范1.淬火、回火准备工作:1)检查设备,仪表是否正常;2)正确选择夹具;3)检查零件表面是否有碰伤、裂纹、锈斑等缺陷;4)确认零件要求的淬火部位硬度、变形等的技术要求,核对零件的形状、材料的加工状态是否与图样及工艺文件相符合;5)表面不允许氧化、脱碳的零件,当在空气炉加热时,应采取防氧化脱碳剂装箱保护或采用真空炉加热;6)易开裂的部位如尖角靠边的孔,应采取预防措施,如塞石棉、耐火泥等。
2.常见材料淬火、回火工艺规范1)加热温度表1 常用材料的常规淬火、回火规范本)、K110(奥地利);9CrWMn 即 O1(美国)、1.2510(德国)、K460(奥地利); 4Cr5MoSiV1即 H13(美国)、1.2344(德国)、8407/8402(一胜百)、W302(奥地利);7Cr7Mo3V2Si 即 LD1; HS-1是高级火焰淬火,多用模具钢;除45号钢或特别说明均采用回火两次的工艺。
2)淬火保温时间t =8~10 min+k αDk ——装炉系数(1~1.5);α——保温系数(见表2);D ——零件有效厚度。
表2 淬火保温系数3)回火保温时间①工件有效厚度d<=50mm,保温2小时;②工件有效厚度d>50mm,按照保温时间t=d/25(小时)计算;③每次回火后空冷至室温,再进行下次回火。
4)去应力(入炉时效)①高合金钢550~650℃,热透后,保温时间>3小时;3.淬火和回火设备1)淬火设备——真空淬火炉、中温箱式炉、高温箱式炉。
2)回火设备——真空回火炉、中温箱式炉。
3)冷却设备——水槽、油槽、风箱。
4.操作方法1)零件应均匀摆放于炉内有效加热区,在箱式炉中一般为单层排列加热,工件间适当间隙。
小件可适当堆放,但要酌情增加保温时间。
2)细长零件加热要考虑装炉方法,以减少工件变形,如垂直吊挂,侧立放平支稳等。
3)零件同炉加热,截面尺寸不宜相差过大,厚度10~50mm同一炉,50~80mm同一炉,大截面零件应摆放在炉膛里面,以便小工件先出炉。
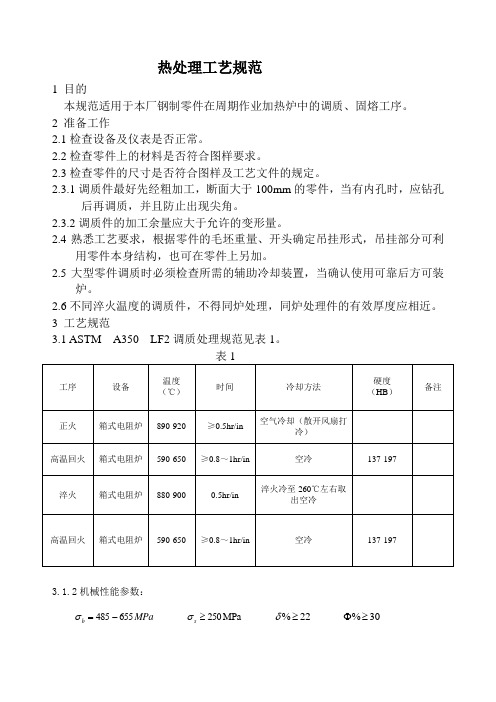
热处理工艺规范1 目的本规范适用于本厂钢制零件在周期作业加热炉中的调质、固熔工序。
2 准备工作2.1检查设备及仪表是否正常。
2.2检查零件上的材料是否符合图样要求。
2.3检查零件的尺寸是否符合图样及工艺文件的规定。
2.3.1调质件最好先经粗加工,断面大于100mm 的零件,当有内孔时,应钻孔后再调质,并且防止出现尖角。
2.3.2调质件的加工余量应大于允许的变形量。
2.4熟悉工艺要求,根据零件的毛坯重量、开头确定吊挂形式,吊挂部分可利用零件本身结构,也可在零件上另加。
2.5大型零件调质时必须检查所需的辅助冷却装置,当确认使用可靠后方可装炉。
2.6不同淬火温度的调质件,不得同炉处理,同炉处理件的有效厚度应相近。
3 工艺规范3.1 ASTM A350 LF2调质处理规范见表1。
3.1.2机械性能参数:MPa b 655485-=σ MPa 250≥s σ 22%≥δ 30%≥Φ3.1.3 LF2低温冲击韧性K A 要求:Ⅰ级 试验温度在-45.6℃ 三个试样平均值为K A ≥20J三个试样中一个试样冲击值为K A ≥16JⅡ级 试验温度在-18℃ 三个试样平均值为K A ≥27J三个试样中一个试样冲击值为K A ≥20J3.2 ASTM A182 F316、F321钢3.2.1 热处理工艺:3.2.2 机械性能参数:MPa b 515=σ MPa 205≥s σ 30%≥δ 50%≥Φ3.3 淬火冷却方法3.3.1调质件采用的淬火介质一般为水或油。
3.3.2形状简单、断面厚度不足100mm 的零件在水或油中冷却,终冷温度不予限制,以淬硬为原则。
3.3.3形状复杂、断面厚度大于100mm 的零件在淬火介质中冷至表面温度为150-200℃时取出空冷。
3.3.4采用水淬油冷的零件,水冷时间按每(3-5)mm 以1s 计算,水淬空冷的零件、水冷时间,当有效厚度小于30毫米的以S/2mm 计算,有效厚度大于30mm 的以S/1mm 计算的。

一、热处理代号和材料标注方法(一)热处理代号1. 适用于结构钢和铸件代号:0—自然状态1—正火(或正火+回火)2—退火3—精锻+回火(如精锻或精辊叶片在精锻后只需高温回火)4—淬硬5—调质6—化学热处理(渗碳或氮化)7—除应力(包括活塞环定型处理)9—表面淬火或局部淬火2.适用铸造有色金属和奥氏体钢的代号:0—原始状态1—再结晶退火T—除应力退火T1-人工时效T4—淬火(固溶处理)T5—淬火和不完全时效T6-淬火和完全时效(固溶处理和完全时效到最高硬度)3.压力加工有色金属代号:0—原始状态M—退火C-淬火CZ—淬火和自然时效CS-淬火和人工时效(二)材料的标注方法:1.零件的材料或毛坯(包括铸锻件)如不作任何处理,也不作机械性能检查,则只标材料牌号(其热处理代号“0”在图纸上不标注)如:A3,20,35,ZQSn6—6-3。
2.零件的材料或毛坯在热处理后,不作硬度及机械性能检查者则只标注材料牌号和热处理代号:如:45-1,若有几种热处理,可用热处理代号按工艺路线顺序逐项填写:如:15CrMoA-1+7。
3.有些材料的技术条件,有几种检查组别,但强度等级只有一种或可按材料截面尺寸来决定强度等级,只注明材料牌号,热处理代号和检查组别:如:45—5(Ⅱ) 35CrMoA—5(Ⅱ)4.有些材料的技术条件,有几种组别,在同一热处理状态中有不同的强度等级,则注明材料牌号、热处理代号强度等级和检查组别,不需要规定检查组别时,检查组别可省略。
25Cr2MoVA-5 25Cr2MoVA-5如:735—Ⅲ 7355。
有些零件或者是比较重要或者是技术要求比较复杂,用上述标注方法不能说明全部要求者,则应注明标准号,在同一热处理状态中有不同的强度级别时,还应注明强度级别。
35CrMoA-5 35CrMoA-5如:Q/CCF M 3003-2003 590×Q/CCF M 3003—20036。
大锻件如叶轮、铸造轴、整体转子等的材料标注方法钢号锻件级别×标准编号7。
不锈钢管热处理工艺规范1. 引言本文档旨在规范不锈钢管热处理工艺,确保产品质量和工艺稳定性。
热处理是不锈钢管生产过程中的重要环节,对材料的性能和组织结构具有重要影响。
遵循本规范可以提高产品的强度、耐腐蚀性和使用寿命。
2. 工艺流程2.1 进料检查在进行热处理前,需要对进料的不锈钢管进行检查。
主要检查项包括外观质量、尺寸精度和化学成分。
确保进料材料符合要求,否则应及时通知原材料供应商。
2.2 预处理在进行热处理之前,要对不锈钢管进行预处理,以去除表面污染物和氧化层。
常用的方法包括酸洗、喷丸和电解抛光等。
2.3 加热将预处理后的不锈钢管放入炉内进行加热。
加热过程中,应根据不同材质和要求确定合适的加热温度和时间。
要注意避免温度过高或过低造成不锈钢管的形变或组织结构异常。
2.4 保温加热完成后,要进行一定时间的保温处理。
保温时间的长短应根据不锈钢管的厚度和材质进行科学确定,以保证组织结构的均匀性和稳定性。
2.5 冷却保温结束后,需要进行冷却处理。
冷却的方式可以采用自然冷却或人工冷却,具体根据材料的要求进行选择。
2.6 检验在完成热处理后,对不锈钢管进行检验。
主要检查项包括尺寸精度、物理性能和化学成分。
确保产品符合相关标准和要求。
3. 工艺控制与质量保证3.1 温度控制在加热和保温过程中,要严格控制温度。
采用合适的温度控制设备和技术手段,确保温度的准确性和稳定性。
3.2 时间控制加热、保温和冷却的时间都需要进行控制。
根据不同材质和要求确定合适的时间参数,以保证工艺的规范性和产品的质量。
3.3 检验控制热处理过程中的检验工作要进行规范控制。
采用合适的检测设备和方法,进行尺寸、物理性能和化学成分等方面的检验,确保产品质量符合要求。
3.4 记录与报告热处理过程应进行全程记录。
记录包括进料检查、工艺参数、检验结果等内容。
并及时生成报告,以备后续追溯和分析。
4. 安全与环保4.1 安全措施在进行热处理工艺时,要严格遵守安全操作规程和要求。
热处理加工工艺规范1范围本规范规定了热处理的工艺规则,适用于本公司的热处理加工。
2准备工作2.1根据加工路线单核对工件数量,检查材料是否符合要求,并根据图样了解热处理的种类。
2。
2检查工件是否有碰撞伤痕、裂纹等缺陷。
2。
3检查炉子及炉温仪表使用情况是否正常2.4严禁带电进出炉操作,工件离电热体不宜太远,以防局部过热。
一般工件离炉壁应大于100mm,离炉顶大于200mm。
2.5形状复杂或细长轴等工件,在堆放时要按有关操作要求装入炉内,严禁悬空堆放.3退火3。
1对于45#、40Cr钢件分别加热到800-840℃,830—850℃,保温2—3小时,然后以小于100℃/H的速度缓慢冷却至500—600℃出炉空冷.3.2对于T7-T9,T10-T12钢件分别加热到740—760℃,750-770℃,保温2—4小时,然后以小于200℃/H的速度缓慢冷却至500—600℃出炉空冷。
3.3对于合金钢等特殊材料,按有热处理工艺学有关技术资料要求操作。
3.4一般件可不预热低温进炉,当温度升到500—600℃时,应保温1—2小时后再继续升温. 3.5出炉时对于形状复杂或细长工件,宜用钳子或其他夹具垂直或水平放置在适当地方。
4正火4.1通常用于正火的材料为含碳量不超过0。
5%的碳素钢、低合金钢的锻件、铸钢件。
4。
2对于Q235、20#、Q345等材料加热到880℃-930℃,保温1-3小时后出炉空冷。
4。
3对于45#、40Cr钢分别加热至830-880℃,850-890℃,保温1—3小时出炉空冷。
4.4保温时间可根据工件的有效厚度决定,参考下表:4.5正火规范相同的零件,可在同炉处理,但截面有效厚度必须相近。
4。
6不同尺寸的零件在同炉处理中,若同时出炉时,其保温时间就按最大截面所需的保温时间计算,但允许小件到达其本身尺寸所需保温时间后单独出炉.4.7多件装炉时工件断面尺寸小于100mm者,其间隙应大于50mm.技术要求较高的零件严禁小件外面套大件。
机械工程中的热处理与表面处理规范要求热处理和表面处理是机械工程领域中非常重要的工艺,它们能够改善材料的力学性能、抗腐蚀性能和使用寿命。
为了确保热处理和表面处理的效果,提高产品质量,机械工程中有一些规范要求需要遵守。
本文将详细介绍机械工程中热处理与表面处理的规范要求。
一、热处理规范要求1. 温度控制要求:在进行热处理过程中,温度是一个非常重要的参数。
温度控制的要求通常由产品的材料和热处理方法决定。
例如,对于低碳钢,常见的淬火温度要求为800-900℃;对于高碳钢,淬火温度要求一般在780-850℃之间。
同时,温度控制的精度也是需要考虑的因素,一般要求精度在±5℃以内。
2. 保温时间要求:保温时间是保证材料充分相变的重要因素。
不同材料和要求有不同的保温时间要求。
一般情况下,保温时间要求在30分钟至2小时之间。
需要注意的是,过长的保温时间会造成能量浪费和产生不必要的成本。
3. 冷却速度要求:冷却速度也是热处理中需要关注的因素之一。
根据材料和要求的不同,冷却速度要求也会有所差异。
例如,对于一些高碳钢的淬火工艺来说,需要快速冷却以获得较好的硬度和强度。
4. 热处理设备要求:进行热处理时,需要使用专门的热处理设备,如炉子、加热元件等。
这些设备需要符合相关的安全和环保要求,保证操作人员的安全和产品质量的稳定。
二、表面处理规范要求1. 表面粗糙度要求:表面粗糙度对于很多机械零件的功能性能和外观质量都有很大影响。
根据不同的应用场景和产品要求,表面粗糙度要求也有所不同。
一般来说,机械工程中表面粗糙度一般要求在Ra 0.4-6.3µm之间。
2. 表面清洁度要求:在进行表面处理之前,必须确保材料表面的清洁度。
表面清洁度的要求通常由应用和处理方法决定。
例如,在电镀过程中,需要清除材料表面的油污、氧化物等杂质,以保证镀层的附着力和光洁度。
3. 表面处理方法要求:不同的表面处理方法对于产品的性能和外观有不同的影响。
ZL-WI-007
热处理工艺规范
编制:审批:日期:2016-3-26
热处理工艺规范ZL-WI-007
1 目的
对零部件消除应力,改善材料或零件机械性能的热处理质量实施控制,以保证热处理符合技术条件的要求。
2适用范围
本规范适用于本厂钢制零件在周期作业加热炉中的调质、渗碳工序。
3准备工作
3.1检查设备及仪表是否正常。
3.2检查零件上的材料是否符合图样要求。
3.3检查零件的尺寸是否符合图样及工艺文件的规定。
3.3.1调质件最好先经粗加工,断面大于100mm的零件,当有内孔时,应钻孔后再调质,并且防止出现尖角。
3.3.2调质件的加工余量应大于允许的变形量。
3.3.3不同淬火温度的调质件,不得同炉处理,同炉处理件的有效厚度应相近。
4 工艺规范
4.1 技术部根据标准、工艺规程、材料和设计技术条件,负责编制热处理工艺规程。
4.2 热处理工艺规程至少应包括以下内容:
a)热处理工件的材料牌号
b)热处理设备及热处理种类(调质、渗碳等)
c)热处理工艺参数(预热、渗碳、强渗、淬火及各温度段的加热时间等)和工艺曲线图。
d)冷却方法及冷却介质。
4.3 消除应力热处理后一般不得再进行焊接补焊。
否则应重新进行热处理。
4.4 ASTM A276 410或420调质处理(详见附录1)规范见表1。
表1
工序设备
温度
(℃)
时间冷却方法
硬度
(HV)
备注
淬火箱式电阻炉950±14 40分钟油冷
D为材料直径
或厚度
高温回火箱式电阻炉650~680 (2~2.5)小时空冷200~300
4.4.1机械性能参数:
Rm ≥690MPa ; Rp
0.2
≥550MPa 。
4.5 ASTM A276 410或420淬火处理(详见附录2)规范见表2。
表2
工序 设备 温度 (℃) 时间 冷却方法 硬度 (HV ) 备注
淬火
箱式电阻炉
950±14 (40-60)分钟 油冷 800-880 D 为材料直径或厚度
高温回火 箱式电阻炉
390~440
(2~2.5)小时
空冷
300~350
4.6 ASTM A182 F304、F316、F321钢固溶处理(详见附录3)规范见表3。
表3 4.6.2 机械性能参数:
Rm ≥515Mpa Rp 0.2≥205MPa A%≥30 Z b %≥50 4.7 淬火冷却方法
4.7.1调质件采用的淬火介质一般为水或油。
4.7.2形状简单、断面厚度不足100mm 的零件在水或油中冷却,终冷温度不予限制,以淬硬为原则。
4.7.3形状复杂、断面厚度大于100mm 的零件在淬火介质中冷至表面温度为150-200℃时取出空冷。
4.7.4采用水淬油冷的零件,水冷时间按每(3-5)mm 以1s 计算,水淬空冷的零件、水冷时间,当有效厚度小于30毫米的以S/2mm 计算,有效厚度大于30mm 的以S/1mm 计算的。
4.8 回火
4.8.1回火时间的确定
一般为淬火加热保温时间的1.2~1.6倍,零件较大或装炉量多时应适当延长回火时间。
4.8.2 回火的冷却
一般零件采用空冷,对有回火脆性倾向的材料,应在水或油中冷却。
4.9 A105材料的正火处理规范
4.9.1锻件在锻后直接冷却到低于538℃的温度,然后将其重新加热到843~927℃之间的温度,保温一定时间(1.6mim/mm )在空气中冷却。
4.9.2当制造条件能满足下列要求时,根据GB/T14383第11章要求,锻件可不进行热处理,利用锻造余温对锻件进行正火处理,切边后,锻件终端温度不低于700℃,且
工序 设备
温度(℃)
时间
冷却方法
硬度 备注 固溶
井式炉 1050±25
1mm/2min (30~60min) 出炉后油中快冷到
260℃左右空冷
不高于980℃,并将锻件放置在静止的空气中冷却。
5 设备
5.1加热设备
5.1.1一般采用箱式炉、井式炉,特殊零件也可在盐熔炉内加热。
5.1.2加热设备的温度均匀,在正常装炉量的情况下,有效加热区的温度偏差为:淬火设备不超过±10℃;回火设备不超过±16℃。
5.1.3以燃料为热源的空气炉,不允许火焰直接与处理零件接触。
5.1.4盐熔炉的盐浴不应对零件产生腐蚀和其他有害影响。
5.1.5保护气氛加热炉,应能够根据工艺要求,对炉气进行调节和控制。
5.2 冷却设备
5.2.1冷却介质温度不应超过下列规定:
水≤35℃油≤80℃
5.2.2冷却槽中要有能够使冷却液产生流动的搅拌装置,以保证零件表面的冷却均匀。
5.2.3淬火用水或水溶液,不能含有水垢或其他大量的有害物质,水溶液的浓度要符合工艺规定。
5.2.4淬火用油不能含有水、泥沙及其他大量杂质,其冷却性能应能满足工艺要求,不能有明显的老化,质地大体均匀。
5.3 温度测定及温度控制设备
5.3.1温度测量记录装置应完好,并且在检定的周期内。
5.3.2调质用的加热炉应配备成套的温度测量、指示和控制设备,并应有自动记录装置。
6 操作方法及注意事项
6.1淬火温度相同,有效厚度不同的零件,装同一炉时,必须按保温时间分批出炉。
6.2断面变化大,有尖棱尖角的零件,淬火加热时应采用下限温度,以防淬裂。
6.3零件装炉加热时一般为一层,小件可装两层。
6.4调质件淬火时不能成堆放入冷却槽内,防止冷却不均匀和产生过大变形。
6.5调质件淬火后进行硬度检验,符合要求后,再按实测硬度和性能要求确定回火温
度。
6.6零件淬火后应及时回火,高温回火前停留时间不超8h,易开裂件要立即回火。
6.7高温回火时装炉温度不应超过其规定的回火温度,为防止裂纹产生,高合金钢零
件高温回火时装炉温度不应高于300℃。
6.8工作高温回火出炉后,应置于干燥地面上冷却。
6.9调质件弯曲,校正后应进行除应力处理。
附件一:热处理工艺要求
编制审核日期。