国内外钢轨生产和使用
- 格式:ppt
- 大小:12.49 MB
- 文档页数:78
包钢钢轨厂生产流程英文回答:The production process of Baogang Steel Rail Factory involves several stages, starting from the raw materials to the final product. Let me walk you through the entire process.1. Raw Material Preparation:The first step is to procure the raw materials required for steel rail production. This includes high-quality steel billets, which are sourced from reputable suppliers. These billets are then inspected for quality and undergo various tests to ensure they meet the required specifications.2. Heating and Rolling:Once the raw materials are ready, they are heated in a furnace to a specific temperature. This process is known asheating or preheating. The heated billets are then passed through a series of rolling mills where they are shaped and formed into the desired rail profile. This rolling process involves the use of heavy machinery and requires skilled workers to operate the equipment.3. Cooling and Straightening:After the rolling process, the newly formed rails are cooled down to room temperature. This cooling process helps to stabilize the structure of the rails and improve their strength. Once cooled, the rails undergo a straightening process to remove any deformations or bends that may have occurred during the rolling process. This is done using hydraulic presses and other specialized equipment.4. Cutting and Finishing:Once the rails are straightened, they are cut into specific lengths as per customer requirements. This cutting process is done using saws or other cutting tools. The cut rails then undergo a finishing process where they areinspected for any surface defects or imperfections. Any defects found are repaired or removed to ensure the rails meet the required quality standards.5. Testing and Quality Assurance:Before the final product is ready for shipment, the rails undergo rigorous testing and quality checks. This includes testing for hardness, tensile strength, and dimensional accuracy. Various non-destructive testing methods such as ultrasonic testing and magnetic particle inspection are also conducted to detect any internal flaws or defects. Only rails that pass all the quality tests are considered suitable for sale.6. Packaging and Shipment:Once the rails are deemed to be of high quality, they are packaged and prepared for shipment. This involves wrapping the rails in protective materials and securing them in containers or on flatbed trucks for transportation. The packaged rails are then loaded onto trucks or shippedvia rail or sea to the customer's location.中文回答:包钢钢轨厂的生产流程包括几个阶段,从原材料到最终产品。
第二节钢轨基本知识一、钢轨使用规定高速铁路正线、到发线应采用60 kg/m无螺栓孔新钢轨;其他站线宜铺设50 kg/m钢轨。
200 km/h及以上高速客运铁路应选用u71MnG、强度等级为880~IPa热轧钢轨;200 km /h~250 km/h高速客货混运铁路应选用U75VG、强度等级为980 MPa热轧钢轨。
其中,U代表钢轨钢,71、75代表化学成分中碳平均含量为0.71%、0.75%,V代表钒元素,Mn代表锰元素,G代表高速铁路。
高速铁路钢轨应具备安全使用性能好、几何尺寸精度高、平直度好的特点,同时要求钢轨的实物质量达到高纯净、高平直、高精度、长定尺,这就要求钢轨钢质洁净、韧塑性高、焊接性能优良、表面基本无原始缺陷。
二、钢轨长度及断面尺寸1.钢轨长度高速铁路正线应采用符合相应技术标准的100 m定尺轨,短尺轨长度为95 m、96 m、97 ITI 和99 ITI四种。
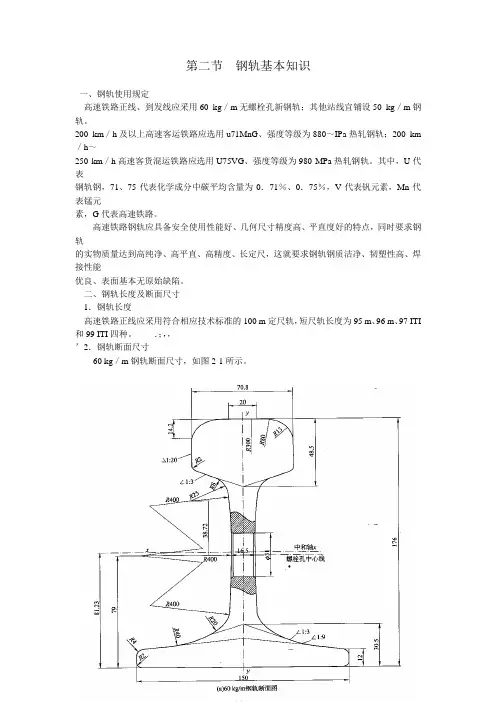
.;,,’2.钢轨断面尺寸60 kg/m钢轨断面尺寸,如图2-1所示。
3.钢轨计算数据60 kg/m钢轨计算数据,如表2—9所示。
三、钢轨材质1.钢轨的化学成分(表2—10)2.钢轨拉伸性能和硬度钢轨的抗拉强度和伸长率及轨头顶面中心线上的表面硬度值应符合表2一11的规定。
四、钢轨标志我国钢轨生产厂家主要有攀钢、包钢、鞍钢和武钢四家,各厂家标志如图2 2所示。
钢轨标准规定,在钢轨轨腰部位需要采用两种标记,即轧制标志和热压印标志,同时还规定了其他标识,如在轨端刷漆以及粘贴标签。
1.凸出标志钢轨一侧轨腰上轧制的凸出标志顺序:生产厂标志——钢轨轨型(如60代表60 kg/m)——钢轨钢牌号(如u75vG、u7lMnG)——制造年(轧制年度末两位)、月(如04代表轧年度为2∞4年,Ⅲ代表3月份轧制)。
2.凹入标志钢轨另一侧的轨腰上热压印凹人标志的顺序:钢厂代码——生产年份——炉号——连铸流号——连铸坯号——钢轨顺序号——班别号。
各个钢厂的热压印标志不完全相同。

中国热处理钢轨市场现状及未来发展趋势恒州博智(QYResearch)2020年2019年中国热处理钢轨市场规模达到了XX亿元,预计2026年可以达到XX亿元,未来几年年复合增长率(CAGR)为XX%。
本报告研究中国市场热处理钢轨的生产、消费及进出口情况,重点关注在中国市场扮演重要角色的全球及本土热处理钢轨生产商,呈现这些厂商在中国市场的热处理钢轨销量、收入、价格、毛利率、市场份额等关键指标。
本文也同时研究中国本土生产企业的热处理钢轨产能、产量、产值及市场份额。
此外,针对热处理钢轨产品本身的细分增长情况,如不同热处理钢轨产品类型、价格、产量、产值,不同领域热处理钢轨的市场销量等,本文也做了深入分析。
历史数据为2015至2019年,预测数据为2020年至2026年。
主要厂商包括:Tata SteelNippon SteelAnsteelBaogang GroupBritish SteelArcelorMittalJFE Steel CorporationSteel DynamicsU.S. SteelLeeco SteelvoestalpineJindal Steel (JSPL)按照不同产品类型,包括如下几个类别:标准强度中强度高强度按照不同应用,主要包括如下几个方面:普通客运铁路高速铁路重载铁路国内重点关注如下几个地区:华东地区华南地区华中地区华北地区西南地区东北及西北地区本文正文共9章,各章节主要内容如下:第1章:报告统计范围、产品细分及中国总体规模(销量、销售收入等数据,2015-2026年);第2章:中国市场热处理钢轨主要厂商(品牌)竞争分析,主要包括热处理钢轨销量、收入、市场份额、价格、产地及行业集中度分析;第3章:中国热处理钢轨主要地区销量分析,包括消量及份额等;第4章:中国市场热处理钢轨主要厂商(品牌)基本情况介绍,包括公司简介、热处理钢轨产品型号、产量、价格、产值及最新动态等。
第5章:中国不同类型热处理钢轨销量、收入、价格及份额等;第6章:上下游分析,及中国不同领域热处理钢轨消量及份额等;第7章:中国本土热处理钢轨生产情况分析,包括中国本土市场热处理钢轨产能、产量、消费量及需求量,以及主要本土厂商产能、产量及份额等;本章同时也分析中国市场热处理钢轨进出口情况;第8章:销售渠道分析第9章:报告结论完整报告请参考恒州博智最新发表《2020-2026中国热处理钢轨市场现状及未来发展趋势》,详细内容可联系发布者(L&D)。
钢材的产品品种及用途1、铁道用钢材铁道用钢材是指主要供铁道部门生产和建设用的钢材。
主要包括轻轨、重轨、工业用钢轨、起重机用钢轨、导电钢轨、道岔钢轨等钢轨以及扣件等钢轨配件和车轮、轮箍、车轴及车轴坯等。
其中:大于30公斤/米的钢轨为重轨,不大于30公斤/米的钢轨为轻轨。
车轮与轮箍:是在专门设备上生产的铁道用钢材。
按生产方式可分为轧制车轮与轮箍、铸造车轮与轮箍。
轧制车轮的直径为800~1150毫米,轮箍的最大直径达1810毫米。
车轮与轮箍在铁路车辆上使用。
2、大型型钢大型型钢是指高度不小于80毫米的H型钢、I型钢(工字钢)、U型钢(槽钢)、角钢、Z字钢、丁字钢、T型钢、钢板桩等。
钢板桩:是指用于护岸工程、采掘工程、建筑的基础工程等的钢材。
钢板桩主要包括薄板桩、组合支撑桩和管状支承桩。
3、中小型型钢中小型型钢是指高度小于80毫米的H型钢、I型钢(工字钢)、U型钢(槽钢)、角钢、T型钢以及球扁钢、窗框钢、球扁钢等。
???4、棒材棒材是指产品断面形状为圆形、方形、矩形(包括扁形)、六角形、八角形等简单断面,并通常以直条交货的钢材。
不包括混凝土用钢筋。
5、钢筋钢筋是指钢筋混凝土用和预应力钢筋混凝土用钢材,例如:按照GB1499、GB4463、GB13013、GB13014、GB13788等标准组织生产的钢材。
其横截面为圆形,有时为带有圆角的方形。
包括光圆钢筋、带肋钢筋、扭转钢筋。
通常以直条交货。
不包括线材轧机生产的钢材。
6、线材(盘条)线材是指经线材轧机热轧后卷成盘状交货的钢材,又称盘条。
其横截面通常为圆形、椭圆形、方形、矩形、六角形、八角形、半圆形等。
含碳量在0.6%以上的线材俗称硬线,在0.6%以下的俗称软线。
线材主要用于建筑和拉制钢丝及其制品。
热轧线材直接使用时多用于建筑业,充当光圆钢筋。
7、特厚板特厚板是指厚度不小于50毫米的钢板,一般用可逆式热轧特厚板轧机生产,主要用于锅炉、造船、航空、军工国防、建筑、桥梁及容器等。
长钢轨运输列车运用管理办法第一章总则第一条为加强长钢轨运输列车(以下简称长轨列车)的运用和管理工作,提高生产效率,确保施工安全,根据《铁路技术管理规程》《普速铁路工务安全规则》《高速铁路工务安全规则(试行)》,特制定本办法。
第二条长轨列车是同时具备装、运、收、卸长钢轨作业能力的专用设备,适用于50m及以上长钢轨运输。
第三条长轨列车运用管理的基本任务是:正确使用、精心维护、确保安全、周期检修,使长轨列车经常处于良好的技术状。
第四条长轨列车由中国铁路总公司(以下简称总公司)配置至工务机械段(含大修段,以下统称配置段)使用,产权归当公司。
第五条本办法适用于总公司所属长轨列车的运用管理。
第二章设备管理长轨列车实行总公司、铁路局、配置段三级管理。
总公司运输局是总公司长轨列车的主管部门,其管理职责是:(一)制定全路长轨的运用规划和运用管理的规章制度。
(二)监督、检查和组织协调全路长轨列车的运用管理工作。
(三)掌握全路长轨列车的装备数量、技术状况和运用管理(四)负责长轨列车的分配、调拨和报废工作,提出长轨列车购置计划。
(五)审核长轨列车的厂修数量和送车计划。
(六)参与长轨列车事故的调查处理工作。
第八条铁路局工务处是铁路局长轨列车的主管部门,其管理职责是:(一)贯彻执行国家、总公司有关长轨列车运用管理的规章制度,制定长轨列车运用管理实施细则,监督、检查、指导长轨列车的运用管理工作。
(二)掌握长轨列车的装备数量、运用动态、生产能力、技术状况和运用安全情况,按时统计、汇总和提报长轨列车运用和管理的相关报表。
(三)负责组织新造、调拨长轨列车的接车工作。
(四)负责提报长轨列车的需求、调拨和报废申请。
(五)掌握并及时汇报长轨列车事故情况,参与长轨列车事故的调查、分析和处理工作。
(六)负责提报长轨列车的厂修、段修计划,协调长轨列车厂修、段修的送车工作。
(七)负责组织长轨的设备安全检查和安全技术考核。
第九条配置段是长轨列车运用和管理的实施单位,其主要工作职责是:(一)落实上级有关长轨列车运用管理的规章制度,制定长轨列车操作细则、保养维护细则和岗位作业标准,细化安全规定,落实岗位责任制。
高速铁路钢轨技术发展历程回顾0 引言钢轨是轨道结构的重要部件,承担着引导车轮、传递载荷的作用。
性能优良、质量稳定的长定尺钢轨是建设世界一流高速铁路,实现高速列车安全、平稳、舒适和高速运行的重要保证。
我国已开通运营2万多公里高速铁路,全部采用国内自主研发生产的具有完全自主知识产权的国产百米定尺钢轨。
钢轨使用情况良好,完全满足高速铁路建设和运营的需要。
高速铁路用百米定尺钢轨的研制成功,对我国高速铁路的建设和运营及冶金行业的发展起到了极其重要的作用:(1)高速铁路采用百米定尺钢轨与采用25m定尺钢轨相比,减少3/4焊头,不仅提高了钢轨安全使用性能和高速铁路运行品质,还提高了无缝线路钢轨焊接生产效率,为大规模建设高速铁路创造了有利条件,满足了大规模、快速度、高质量建设世界一流高速铁路的需要。
(2)使国内钢轨生产厂家的生产设备和钢轨实物质量处于世界一流水平,钢轨总产量达到世界第一,有力推动了冶金企业的技术进步,并提高了其国际地位。
(3)大幅节约建设资金。
与进口相比,使用国产钢轨可节约近一半费用。
以建设4万km高速铁路需要近千万吨百米定尺钢轨计,可节约资金500多亿元人民币。
另外,高速铁路钢轨还可以出口,为我国冶金企业扩大国外市场和高速铁路技术走出国门贡献力量。
1 钢轨发展历程主要节点1.1 标准起草和制定为了满足高速铁路对钢轨的要求,实现钢轨的自主研发和生产,首先要制定出既具有国际先进水平,又符合国内实际,可操作性强的高速铁路钢轨标准。
1998年,为修建秦沈客运专线,中国铁道科学研究院(简称铁科院)首次起草制定了《时速300km高速铁路60kg/m钢轨暂行技术条件》和《时速200km客运专线60kg/m钢轨暂行技术条件》(铁科技基〔1999〕06号);2004—2005年,对上述2个暂行技术条件进行第一次修订,原铁道部先后颁布了《350km/h客运专线60kg/m钢轨暂行技术条件》(铁科技函〔2004〕120号)和《250km/h客运专线60kg/m钢轨暂行技术条件》(铁科技函〔2005〕298号);2007年,对一些重要条文进行修订,原铁道部印发局部修订条文的通知(铁科技函〔2007〕164号);2010年,制定了TB/T3276―2011《高速铁路用钢轨》,历经13年,形成了我国高速铁路钢轨行业标准[1-4],并于2013年荣获中国标准创新贡献二等奖。
工业用钢轨的轨床固定与连接技术钢轨是工业生产中常用的一种关键材料,广泛应用于铁路、地铁、港口、矿山等工业领域。
为了确保钢轨的稳固性和安全性,轨床的固定和连接技术显得尤为重要。
本文将就工业用钢轨的轨床固定与连接技术进行详细探讨。
首先,轨床的固定是确保钢轨稳定运行的关键。
常见的固定方法有以下几种:1. 锚固固定法:通过将轨道螺栓与锚板等连接器固定在槽道中的基底上,使得钢轨与轨道固定连接。
这种方法适用于基底质地坚实、不易移动的场所,如铁路等。
2. 混凝土浇筑法:将混凝土浇注于轨道底座上,通过混凝土的硬化使得钢轨与轨道之间达到稳固的固定效果。
3. 锚定带固定法:通过使用特殊的铆钉及紧固带等材料,将钢轨与轨道固定在地面上,使得整个轨道具备良好的稳固性。
其次,轨道之间的连接技术也是工业用钢轨固定的重要组成部分。
不同环境下的连接技术有所差异,以下是常见的几种连接技术:1. 网带连接:通过使用特殊的网带进行连接,将钢轨之间紧密固定。
这种连接技术适用于临时轨道、煤矿等场所,能够满足简化施工流程及方便维修的需求。
2. 焊接连接:通过对相邻钢轨进行焊接,使得两根钢轨形成连续的轨道。
这种连接技术适用于需要长期使用且经常通过的区域,如铁路、地铁等。
3. 轨道螺栓固定连接:通过使用轨道螺栓,将钢轨与轨道紧密连接。
这种连接技术适用于需要快速安装和拆卸的环境,如工地、临时铁路等。
除了上述的固定与连接技术外,还有一些辅助性的技术可进一步增强钢轨的固定和连接效果。
1. 涂抹防锈剂:在轨道固定连接之前,在连接部位涂抹一层防锈剂,能够有效防止钢轨生锈以及连接部位的腐蚀现象。
2. 使用垫片:在连接钢轨时,可以适当添加垫片,能够提供额外的支撑和稳固,增强钢轨固定的效果。
3. 定期检查维护:定期检查轨道的固定和连接部位,及时发现并处理存在问题,确保钢轨的稳定性和安全性。
需要注意的是,在进行轨道固定和连接技术时,需要根据具体的工程场景和使用要求进行选择。
第二节钢轨基本知识一、钢轨使用规定高速铁路正线、到发线应采用60 kg/m无螺栓孔新钢轨;其他站线宜铺设50 kg/m钢轨。
200 km/h及以上高速客运铁路应选用u71MnG、强度等级为880~IPa热轧钢轨;200 km /h~250 km/h高速客货混运铁路应选用U75VG、强度等级为980 MPa热轧钢轨。
其中,U代表钢轨钢,71、75代表化学成分中碳平均含量为0.71%、0.75%,V代表钒元素,Mn代表锰元素,G代表高速铁路。
高速铁路钢轨应具备安全使用性能好、几何尺寸精度高、平直度好的特点,同时要求钢轨的实物质量达到高纯净、高平直、高精度、长定尺,这就要求钢轨钢质洁净、韧塑性高、焊接性能优良、表面基本无原始缺陷。
二、钢轨长度及断面尺寸1.钢轨长度高速铁路正线应采用符合相应技术标准的100 m定尺轨,短尺轨长度为95 m、96 m、97 ITI 和99 ITI四种。
.;,,’2.钢轨断面尺寸60 kg/m钢轨断面尺寸,如图2-1所示。
3.钢轨计算数据60 kg/m钢轨计算数据,如表2—9所示。
三、钢轨材质1.钢轨的化学成分(表2—10)2.钢轨拉伸性能和硬度钢轨的抗拉强度和伸长率及轨头顶面中心线上的表面硬度值应符合表2一11的规定。
四、钢轨标志我国钢轨生产厂家主要有攀钢、包钢、鞍钢和武钢四家,各厂家标志如图2 2所示。
钢轨标准规定,在钢轨轨腰部位需要采用两种标记,即轧制标志和热压印标志,同时还规定了其他标识,如在轨端刷漆以及粘贴标签。
1.凸出标志钢轨一侧轨腰上轧制的凸出标志顺序:生产厂标志——钢轨轨型(如60代表60 kg/m)——钢轨钢牌号(如u75vG、u7lMnG)——制造年(轧制年度末两位)、月(如04代表轧年度为2∞4年,Ⅲ代表3月份轧制)。
2.凹入标志钢轨另一侧的轨腰上热压印凹人标志的顺序:钢厂代码——生产年份——炉号——连铸流号——连铸坯号——钢轨顺序号——班别号。
各个钢厂的热压印标志不完全相同。
轨道交通用钢的现状及趋势作者:王兴艳,李丹来源:《新材料产业》 2017年第2期■ 文/ 王兴艳李丹工业和信息化部赛迪智库原材料工业研究所一、轨道交通用钢种类及特点分析1. 产品分类轨道交通包括地铁、轻轨、有轨电车等城市轨道交通,也包括高速铁路、普速铁路等铁路交通。
轨道交通用钢主要包括线路铺设用钢、车辆用钢,以及桥梁、隧道、车站等基础建设用钢、电气化铁路用钢等,钢材品种种类繁多(表1)。
2. 特点分析(1)钢轨钢轨直接承受车轮传递的列车及其载荷质量,并引导列车的行进方向。
与普通线路相比,客运专线、高速列车及重载列车对钢轨的安全性要求极为苛刻。
钢轨不仅要承受机车、车辆的压力,还要承受列车高速运行所带来的冲击载荷,因此钢轨需要具有足够的强度、硬度、韧性以及良好的焊接性能。
通常,按照抗拉轻度钢轨可以分为普通级钢轨、耐磨级钢轨、特级钢轨3个等级。
钢轨质量越大,所能承受的载荷越大,我国主要线路一般铺设60kg/m和75kg/m的重型钢轨。
我国高速铁路用钢轨主要包括U71MnG和U75V G材质,通常时速200k m / h以上高速客货铁路选用U71M n G,时速200 ~250k m / h高速客货铁路选用U75VG。
(2)车轮用钢车轮是车辆的主要承载零件,是车辆走行系统的重要组成部分。
车轮与轮箍用钢是采用电炉或转炉冶炼的镇静钢,根据生产工艺划分为辗钢车轮和铸钢车轮,一般而言,客车、高速列车等较高端的车轮通常使用辗钢工艺生产。
对于重载列车,轮轨接触应力大,特别是在在高应力下,轮轨接触区的面积加大,列车行进时车轮磨损大,容易出现接触疲劳失效。
所以对重载列车车轮用钢需要更高的耐磨性和抗解除疲劳性能,同时还要考虑抗热疲劳损伤性能。
(3)车轴用钢车轴是铁路机车和车辆的重要部件,是车辆走行系统的重要组成部分,如果车轴发生断裂将会导致列车脱轨。
车轴用钢应具有良好的疲劳强度和抗冲击性能。
我国普通客车和货车车轴一般采用L Z50中碳钢,机车少量采用J Z45,基本都是实心车轴;动车组采用中碳合金调制钢,车轴为空心车轴。