钢筋笼制作工艺标准ppt课件
- 格式:ppt
- 大小:372.00 KB
- 文档页数:11


为了确保钢筋笼加工工厂化施工规范、整齐、美观,又确保加工施工效率及质量,钢筋笼加工工厂采用直线法流水线作业,从区域划分、机械布置、操作流程、质量控制等方面做了一系列的施工部署。
本次内容可以让各参建单位、参建人员参考使用,中间的一些具体指标可以根据实际情况进一步的细化或者强求,未尽事宜还欢迎各位予以补充和完善!一、场地规划钢筋加工厂房建设应采用封闭式双跨钢结构厂房,新型采光板屋顶,需具有良好的采光效果,场内地面采用混凝土进行硬化,车行通道及人行行通道采用绿色混凝土路面与施工区域明显区分。
以TS14标为例,钻孔灌注桩1467根,圆柱墩1215根,钢筋笼加工总量约45000t,根据施工总体安排,每日生产钢筋笼不少于6套(桩基),方可满足现场施工需求;其钢筋厂按两条生产线布置,每条生产线占地约1300㎡,通道占地约1000㎡,总占地3600㎡,每条生产线共有七个功能区划分:原材料堆放区:等按照不同规格型号垫高分类存放,并挂牌标识,离地30cm以上,下部支点保证钢筋不变形,保持干燥;钢筋下料区及加工制作区:对钢筋下料、车丝、打磨、制作等采用整套半自动化流水线作业;半成品、成品堆放区:对于加工完成的半成品、成品钢筋,按其检验状态与结果、使用部位进行标识,分类存放;废料处理区:在原材存放区的两侧各设置一个废料区,废料区与原材存放区隔离;员工休息区:设置烧水器、桌椅、茶水等,供员工临时休息。
具体规划布局见图1.1二、设备要求场内共设2条流水线;每条流水线配置2台10t桁吊、1套数控钢筋笼滚焊机,1台数控弯曲中心,1台数控弯弧机,1台钢筋套丝机,1套端面铣、1台钢筋切断机、4台CO2气体保护焊机。
(1)10t桁吊:轨道贯穿整条生产线,能够完成钢筋原材及成品钢筋笼的装卸、转移;(2)数控钢筋笼滚焊机:电脑控制箍筋调直、缠绕,有效控制缠绕间距;(3)数控弯弧机:能够准确的弯制加强箍圈的尺寸,有效控制加强圈尺寸一致性;(4)钢筋套丝机:钢筋连接接头车丝处理,加工丝头前必须调试好丝扣深度、长度;(5)数控打磨机:每条生产线两台,代替人工打磨,能精确控制钢筋端头平整度,确保钢筋对接紧密;(6)钢筋自动传输切断机:将钢筋原材放置在制定位置,采用自动传感转装置,实现自动上料、自动输送、自动切断、自动卸料等一系列作业;三、原材料堆放钢筋进场时,应附有出厂质量证明书或出厂检验报告单,应进行外观检查,并将外观检查不合格的钢筋及时剔除,并核对每捆或每盘钢筋上的标志是否与出厂质量证明书的型号、批号(炉号)相同,规格及型号是否符合设计要求,同时按不同批号和直径,按每批≤60t抽取试样作力学性能试验(检验合格的判定标准:如有一个试样一项指标不合格,则应另取双倍数量试样进行复验,如仍有一个试样不合格,则该批钢筋判为不合格)。
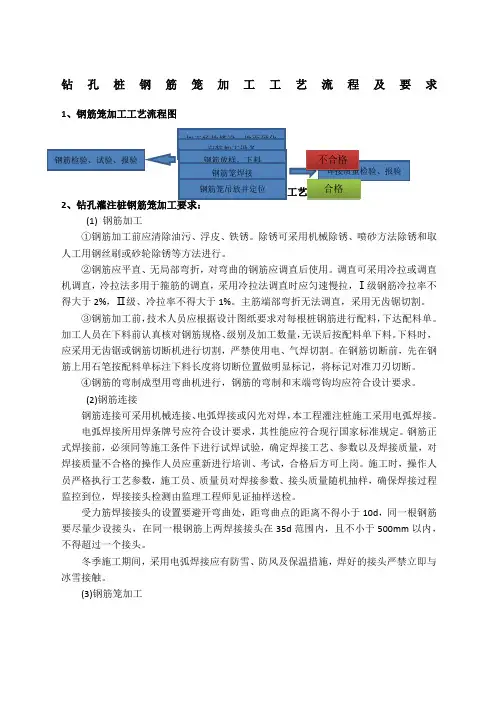
钻孔桩钢筋笼加工工艺流程及要求1、钢筋笼加工工艺流程图2(1) 钢筋加工①钢筋加工前应清除油污、浮皮、铁锈。
除锈可采用机械除锈、喷砂方法除锈和取人工用钢丝刷或砂轮除锈等方法进行。
②钢筋应平直、无局部弯折,对弯曲的钢筋应调直后使用。
调直可采用冷拉或调直机调直,冷拉法多用于箍筋的调直,采用冷拉法调直时应匀速慢拉,Ⅰ级钢筋冷拉率不得大于2%,Ⅱ级、冷拉率不得大于1%。
主筋端部弯折无法调直,采用无齿锯切割。
③钢筋加工前,技术人员应根据设计图纸要求对每根桩钢筋进行配料,下达配料单。
加工人员在下料前认真核对钢筋规格、级别及加工数量,无误后按配料单下料。
下料时,应采用无齿锯或钢筋切断机进行切割,严禁使用电、气焊切割。
在钢筋切断前,先在钢筋上用石笔按配料单标注下料长度将切断位置做明显标记,将标记对准刀刃切断。
④钢筋的弯制成型用弯曲机进行,钢筋的弯制和末端弯钩均应符合设计要求。
(2)钢筋连接钢筋连接可采用机械连接、电弧焊接或闪光对焊,本工程灌注桩施工采用电弧焊接。
电弧焊接所用焊条牌号应符合设计要求,其性能应符合现行国家标准规定。
钢筋正式焊接前,必须同等施工条件下进行试焊试验,确定焊接工艺、参数以及焊接质量,对焊接质量不合格的操作人员应重新进行培训、考试,合格后方可上岗。
施工时,操作人员严格执行工艺参数,施工员、质量员对焊接参数、接头质量随机抽样,确保焊接过程监控到位,焊接接头检测由监理工程师见证抽样送检。
受力筋焊接接头的设置要避开弯曲处,距弯曲点的距离不得小于10d,同一根钢筋要尽量少设接头,在同一根钢筋上两焊接接头在35d范围内,且不小于500mm以内,不得超过一个接头。
冬季施工期间,采用电弧焊接应有防雪、防风及保温措施,焊好的接头严禁立即与冰雪接触。
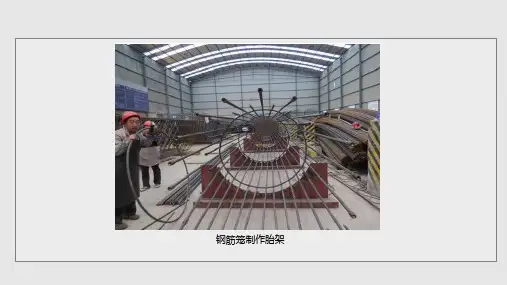
(3)钢筋笼加工①钢筋笼骨架在加工场内采用一次性整体制作。
钢筋笼主筋接头要错开,每一截面上接头数量不超过50%,按设计要求的钢筋位置布置好箍筋,箍筋与主筋连接缠绕紧密,将箍筋点焊在主筋上。