搅拌摩擦焊特点及应用
- 格式:doc
- 大小:5.44 MB
- 文档页数:5

船舶结构的搅拌摩擦焊技术报告船舶结构的搅拌摩擦焊技术报告搅拌摩擦焊技术是一种新型的金属材料连接方法。
该方法利用摩擦热与搅拌作用,使金属材料产生局部塑性变形,从而实现固态连结。
该技术具有操作简单,接头质量好,能耗低等优点,因此在船舶结构中得到了广泛应用。
一、船舶结构中的应用搅拌摩擦焊技术在船舶结构中主要用于铝合金板材的拼接。
在现代船舶建造中,轻量化的趋势越来越明显,因此铝合金材料的应用越来越广泛。
搅拌摩擦焊技术可以在不损伤材料表面的情况下,将不同板材整齐平直地接合在一起,从而形成更为坚固的整体结构。
该技术因其良好的焊接质量和高效的生产效率,在船舶制造领域得到广泛应用。
二、搅拌摩擦焊技术的原理搅拌摩擦焊技术的基本原理是,通过将两个工件在不断转动的过程中进入摩擦接触状态,产生摩擦热使金属软化,然后进行搅拌,使金属实现塑性变形,最后在搅拌过程中将两个工件连接而成。
整个焊接过程是在超塑性状态下进行的,不会涉及到优化熔化等操作,因此避免了出现焊缝气孔、裂纹等缺陷,从而保障了焊接质量。
三、工作原理搅拌摩擦焊的工作流程如下:1.在铝合金板材边缘表示出预定的接合线。
2.将两个铝合金板材平放在磨削机工作台上,保证两者相互垂直且接合线重合。
3.开启磨削机,让其达到设定转速。
4.使磨削工具沿接合线移动,使两个铝合金板材进入摩擦状态。
5.通过搅拌器进一步加热并搅拌材料,使材料局部塑性变形,并形成均匀的连接缝。
6.关闭设备,待材料冷却后,便可将铝合金板材焊接成功。
四、效果与应用采用搅拌摩擦焊技术进行铝合金材料接合可以收到以下效果:1.良好的焊接质量,焊缝紧密。
2.不产生气孔、裂纹等缺陷。
3.节省了能源,减少了对环境的污染。
4.生产效率高,可以完成大规模生产。
搅拌摩擦焊技术在船舶结构中的应用已经得到广泛的认可。
它可以提高船舶结构材料的强度和刚度,减少船舶自身质量,提高使用效率。
在船舶结构设计和施工中,将会是一种经济、高效的金属材料连接方法,具有非常广阔的发展前景。

搅拌摩擦焊工艺特点及应用火巧英胡伟摘要: 本文主要讲述了搅拌摩擦焊的基本原理、工艺特点以及目前搅拌摩擦焊在铝合金车体上的应用。
并对搅拌摩擦焊与弧焊工艺性进行对比分析,简要阐述了搅拌摩擦焊的发展趋势。
关键词: 搅拌摩擦焊; 基本原理; 金相;工艺Friction stir welding characteristics and applicationAbstract :This paper describes the basic principles of friction stir welding, process characteristics and the application of FSW for the production of aluminium alloy carbody . And conducts a comparative analysis between friction stir welding and arc welding process .And has a brief description of the development trend of friction stir weldingKeyword:FSW basic principles Metallographic Process0 搅拌摩擦焊概述搅拌摩擦焊(简称FSW)是一个涉及温度、力学、冶金及其相互作用的高度复杂过程,此过程中以摩擦界面处材料的塑性变形为主,界面处塑性金属流动的产生以及流动行为将会影响到热源的产生以及界面的扩散与动态回复再结晶,进而影响到焊接接头的质量。
塑性金属层是否连续、完整和牢固地覆盖于摩擦界面,对能否形成无缺陷、优质的焊接接头具有重要影响。
因此,研究搅拌摩擦焊工艺特点非常重要。
通过对摩擦焊塑性连接工艺的研究,建立焊接参数对塑性流动的影响规律,对于确定焊接参数、优化焊接工艺、控制焊缝接头的组织和性能,进而提高焊接质量具有重要的实用价值。


摩擦搅拌焊引言摩擦搅拌焊(Friction Stir Welding,简称FSW)是一种固相焊接技术,通过在接头处产生高速旋转的焊接工具,使材料发生塑性变形并产生摩擦热,从而实现焊接的目的。
与传统的熔化焊接方法相比,摩擦搅拌焊具有低热输入、无焊缝几乎无缺陷、焊接速度快等优点,因此在航空航天、汽车制造、船舶制造等领域得到了广泛应用。
工艺过程焊接设备摩擦搅拌焊主要由以下几个部分组成:•焊接工具:通常由一根柱状工具组成,末端具有圆形或锥形焊接头,用于在接头处进行摩擦搅拌。
•驱动系统:通过电机或液压系统提供驱动力,并控制焊接工具的转速和移动速度。
•夹持装置:用于夹持和固定被焊接材料的接头,以保证接头在焊接过程中的稳定性。
•控制系统:用于控制焊接过程中的各项参数,如转速、移动速度、温度等。
焊接过程摩擦搅拌焊的焊接过程主要包括以下几个步骤:1.夹持工件:将待焊接的工件装入夹持装置,并夹紧以确保工件的稳定性。
2.焊接工具接触:将焊接工具与工件表面接触,并施加一定的压力以保证接触面的贴紧。
3.开始旋转:启动驱动系统,使焊接工具开始高速旋转。
4.插入工件:焊接工具同时开始向工件内部插入,形成摩擦搅拌区域。
5.搅拌焊接:焊接工具的转动带动工件材料在摩擦热的作用下发生塑性变形,形成焊接接头。
6.完成焊接:当焊接工具插入到设定深度后,停止旋转,并将焊接工具从工件中拔出。
焊接参数在摩擦搅拌焊的过程中,一些关键的焊接参数需要被控制和调节,以确保焊接接头的质量和性能。
•转速:焊接工具的旋转速度是控制摩擦搅拌区域温度的主要参数。
一般来说,较高的旋转速度可以提高焊接质量,但过高的转速可能会导致材料熔化。
•移动速度:焊接工具在插入工件的过程中的移动速度也会影响焊接质量。
较低的移动速度可以提高焊接密度,但过低的速度可能导致焊接接头的不均匀和疏松。
•压力:焊接工具对工件施加的压力可以影响焊接接头的密度和强度。
一般来说,较高的压力可以提高焊接接头的密度和强度,但过高的压力可能会导致材料变形和残余应力的增加。

搅拌摩擦焊工艺在轨道车辆上的应用搅拌摩擦焊(FSW)是一种新型的可靠焊接技术,它可以在不融化金属的情况下实现高效的焊接,具有成本低、安全可靠和环保等特点。
近年来,在轨道车辆制造领域中,搅拌摩擦焊工艺已经得到广泛应用,并且取得了较好的效果。
首先,搅拌摩擦焊工艺可用于铝合金车身构造焊接。
轨道车辆的车身是由一系列结构件组成的,这些结构件需要通过高强度的焊接技术来连接。
传统的焊接方法往往需要采用高温高压的焊接方式,这种方法在很大程度上会损坏车身的质量和表面。
与此相比,搅拌摩擦焊工艺采用机械方式将金属板材逐层焊接,不会产生过多的热量和压力,从而不会损坏铝合金的质量和表面。
其次,搅拌摩擦焊工艺可用于轨道车辆的内壁和地板焊接。
内壁和地板是轨道车辆内部结构的重要组成部分,它们需要使用可靠的焊接技术来连接。
搅拌摩擦焊技术可以通过调整摩擦焊接头的形状和大小、调整焊接头的速度和压力,实现内壁和地板的不间断焊接。
这种焊接方式不仅可以保持车辆的稳定性和平衡性,而且可以节约制造成本。
最后,搅拌摩擦焊工艺可用于轨道车辆制造过程的半自动化和全自动化。
搅拌摩擦焊技术可以通过使用焊接机器人和控制系统,实现轨道车辆制造过程的半自动化和全自动化。
采用这种方式可以大大提高工作效率,并减少人工焊接造成的损伤和错误。
总之,搅拌摩擦焊技术在轨道车辆制造领域中的应用前景十分广阔。
随着其技术的不断发展和改进,相信搅拌摩擦焊技术将更好地服务于轨道车辆制造行业,为建设更为安全、高效、舒适的现代交通运输系统做出新的贡献。
近年来,全球轨道交通行业发展迅速,加强了对于高质量、高效率和环保的要求,因而搅拌摩擦焊工艺应用范围得到了广泛拓展和应用。
下面列举一些相关的数据,并对其进行分析:1. 搅拌摩擦焊用于地铁车辆框架的比例在不断增加。
据英国机动车公司(BJM)公布的数据,该公司2017年在墨西哥制造了320台地铁车,其中使用到了FSW技术。
而截至2021年,使用该技术制造的车辆已占到该公司总生产量的60%。
搅拌摩擦焊的研究现状及前景展望搅拌摩擦焊应用广泛,具有成本低、高性能以及高效率等特性,在不同领域得到了广泛的应用。
本文将对搅拌摩擦焊的研究现状以及应用进行详细的分析。
标签:搅拌摩擦焊;研究现状;应用英国焊接研究所发明的搅拌摩擦焊(Friction Stir Welding,简称FSW),曾经于1991年获得世界范围内专利保护,它是一项非常奇特的新型固相焊接技术,也是焊接技术史上从发明到将其应用到工业中时间最短的一项焊接技术,其曾被称作是“世界焊接史上的第二次革命”。
搅拌摩擦焊与其他传统的焊接技术相比较而言,其具有成本低廉、不会造成污染、焊接后变形较小以及高效等特点,这些特点是其他焊接技术无法企及的。
搅拌摩擦焊的这些特性使其得到了广泛的应用,其主要应用于结构制造领域,例如航空、航天、汽车以及船舶等领域。
基于此,文章将从焊接材料、工艺参数、焊接技术等原理对搅拌摩擦焊进行详细的研究分析,并且对搅拌摩擦焊未来的发展趋势进行探讨。
1 搅拌摩擦焊的原理分析及其优缺点(1)搅拌摩擦焊的原理分析。
搅拌摩擦焊的搅拌头的特征是圆柱状并且其轴肩是非常特殊的,搅拌头以合适的速度插入到被焊构件的焊接处,并且以一定的速度向前匀速移动,被焊构建与搅拌头之间由于一定的摩擦力度而产生相应的热度,当温度达到一定水平时,其将会使得搅拌头附近区域的材料软化,从而以实现热塑化的目的。
当搅拌头由于受到某种力度时,将会渐渐的向前缓慢前行,这时候热塑化后的材料将由搅拌头的前部向后部移动,并且位于搅拌头处的轴肩将会产生锻造压力,固相连接就会在这种压力之下而实现。
在搅拌焊接的过程中,需要注意的是被焊构件需要进行牢固固定,而且需要在焊缝的背面加上衬垫以防止由于搅拌头的力度而导致构建以及塑性金属流失。
(2)搅拌摩擦焊的优缺点分析。
搅拌摩擦焊的优点主要有以下几个方面:第一,由于搅拌摩擦焊采用的技术原理是固相焊接技术,从而不会导致材料融化的现象发生;第二,,搅拌摩擦焊具有质量过硬、操作起来效率高以及不需要高昂的成本;第三,搅拌摩擦焊没有特定的接头形式,其支持多种规格形式不一的焊接方式;第四,采用搅拌摩擦焊技术,在焊接过程中产生的残余应力较小,从而残余应力对构件所带来的变形影响较小;第五,采用搅拌摩擦焊技术进行焊接后所产生的焊缝的组织为细晶组织,从而没有其他传统焊接技术所带来的裂纹、气孔等缺陷,这将大大减少后续的维修费用;第六,搅拌摩擦焊操作起来较为简单,能够非常方便的就实现自动化技术。
搅拌摩擦焊技术(五)-搅拌摩擦焊的应用搅拌摩擦焊经历十几年的研究发展,已经进入工业化应用阶段。
搅拌摩擦焊在美国的宇航工业、欧洲的船舶制造工业、日本的高速列车制造等制造领域得到了非常成功的应用。
船舶制造和海洋工业是搅拌摩擦焊首先获得应用的领域,主要应用于船舶零部件的焊接上,如甲板、侧板、防水壁板和地板;还有船体外壳和主体结构件等。
已成功焊接了6m ×16m的大型铝合金船甲板。
此甲板采用厚度甲板6mm、宽为200-400mm的6082-T6铝合金进行纵逢拼焊焊成。
在航空制造方面,搅拌摩擦焊在飞机制造领域的开发和应用还处于试验阶段。
主要利用FSW实现飞机蒙皮和衍梁、筋条、加强件之间的连接,以及框架之间的连接。
图2-32 是欧洲计划用搅拌摩擦焊焊接的空中列车A319机、A321机和大型空中列车A380的机身结构图。
图2-32 搅拌摩擦焊焊接的空中列车机身结构(图中箭头所指)在航天领域,搅拌摩擦焊已经成功应用在火箭和航天飞机助推燃料筒体的纵向对接焊缝和环向搭接接头的焊接,如图2-33 所示。
用ESAB公司生产的称为SuperStir的搅拌摩擦焊机焊接了直径2.4m、板厚22.2mm、型号为2014-T6铝合金δ火箭燃料筒的纵缝,与MIG 焊相比,搅拌摩擦焊缺陷率很低,MIG焊焊缝长832cm出现一个缺陷,而搅拌摩擦焊焊缝长7620cm出现一个缺陷,相当MIG焊的1/10。
最近在δⅣ火箭中搅拌摩擦焊焊接的1200m长焊缝中无任何缺陷出现。
图2-33 搅拌摩擦焊焊接的运载火箭低温燃料筒在铁道车辆中,搅拌摩擦焊已经用来制造高速列车、货车车厢、地铁车厢和有轨电车等;搅拌摩擦焊为汽车轻合金结构的制造也提供了巨大的可能。
图2-34为高速列车用结构25m长的搅拌摩擦焊焊缝。
图2-34 日本新干线高速列车结构在建筑工业方面,采用搅拌摩擦焊焊接了蜂窝状结构的大型地面。
面板厚为2.5mm、翅板厚为5mm、中心高为100mm,焊接规范为搅拌头转速1500rpm,焊接速度250 mm/min。
搅拌摩擦焊(Friction Stir Welding,简称FSW)是英国焊接研究所(The Welding Institute)于1991年发明的专利焊接技术。
搅拌摩擦焊除了具有普通摩擦焊技术的优点外,还可以进行多种接头形式和不同焊接位置的连接。
挪威已建立了世界上第一个搅拌摩擦焊商业设备,可焊接厚3—15mm、尺寸6×16的Al船板;1998年美国波音公司的空间和防御实验室引进了搅拌摩擦焊技术,用于焊接某些火箭部件;麦道公司也把这种技术用于制造Delta运载火箭的推进剂贮箱。
下面主要介绍搅拌摩擦焊的方法、过程、特点以及搅拌摩擦焊在中国的发展现状。
2.搅拌摩擦焊的原理搅拌摩擦焊方法与常规摩擦焊一样.搅拌摩擦焊也是利用摩擦热作为焊接热源。
不同之处在于.搅拌摩擦焊焊接过程是由一个圆柱体形状的焊头(welding pin)伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化.同时对材料进行搅拌摩擦来完成焊接的。
焊接过程如图所示。
在焊接过程中工件要刚性固定在背垫上,焊头边高速旋转.边沿工件的接缝与工件相对移动。
焊头的突出段伸进材料内部进行摩擦和搅拌,焊头的肩部与工件表面摩擦生热,并用于防止塑性状态材料的溢出,同时可以起到清除表面氧化膜的作用。
在焊接过程中,焊头在旋转的同时伸入工件的接缝中,旋转焊头与工件之问的摩擦热,使焊头前面的材料发生强烈塑性变形,然后随着焊头的移动,高度塑性变形的材料流向焊头的背后,从而形成搅拌摩擦焊焊缝。
搅拌摩擦焊对设备的要求并不高,最基本的要求是焊头的旋转运动和工件的相对运动,即使一台铣床也可简单地达到小型平板对接焊的要求。
但焊接设备及夹具的刚性是极端重要的。
焊头一般采用工具钢制成,焊头的长度一般比要求焊接的深度稍短应该指出,搅拌摩擦焊缝结束时在终端留下个匙孔。
通常这个匙孔可以切除掉,也可以用其它焊接方法封焊住。
关于在搅拌摩擦过程中界面原子的运动现在仍处于研究阶段。
第1页 共5页
搅拌摩擦焊工艺特点及应用
火巧英 胡伟
摘 要: 本文主要讲述了搅拌摩擦焊的基本原理、工艺特点以及目前搅拌摩擦焊在铝合金车体上
的应用。并对搅拌摩擦焊与弧焊工艺性进行对比分析,简要阐述了搅拌摩擦焊的发展趋势。
关键词: 搅拌摩擦焊; 基本原理; 金相;工艺
Friction stir welding characteristics and application
Abstract :This paper describes the basic principles of friction stir welding, process characteristics and
the application of FSW for the production of aluminium alloy carbody . And conducts a comparative
analysis between friction stir welding and arc welding process .And has a brief description of the
development trend of friction stir welding
Keyword: FSW basic principles Metallographic Process
0 搅拌摩擦焊概述
搅拌摩擦焊(简称FSW)是一个涉及温度、力学、冶金及其相互作用的高度复杂过程,
此过程中以摩擦界面处材料的塑性变形为主,界面处塑性金属流动的产生以及流动行为
将会影响到热源的产生以及界面的扩散与动态回复再结晶,进而影响到焊接接头的质量。
塑性金属层是否连续、完整和牢固地覆盖于摩擦界面,对能否形成无缺陷、优质的焊接
接头具有重要影响。因此,研究搅拌摩擦焊工艺特点非常重要。通过对摩擦焊塑性连接
工艺的研究,建立焊接参数对塑性流动的影响规律,对于确定焊接参数、优化焊接工艺、
控制焊缝接头的组织和性能,进而提高焊接质量具有重要的实用价值。
1 搅拌摩擦焊工艺特点
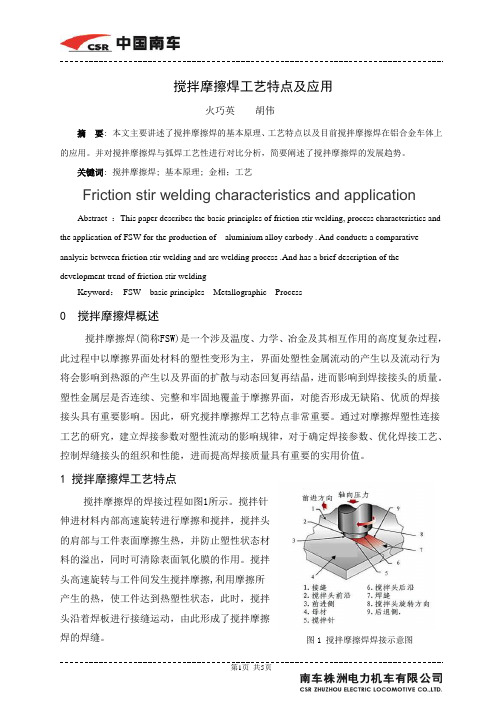
搅拌摩擦焊的焊接过程如图1所示。搅拌针
伸进材料内部高速旋转进行摩擦和搅拌,搅拌头
的肩部与工件表面摩擦生热,并防止塑性状态材
料的溢出,同时可清除表面氧化膜的作用。搅拌
头高速旋转与工件间发生搅拌摩擦,利用摩擦所
产生的热,使工件达到热塑性状态,此时,搅拌
头沿着焊板进行接缝运动,由此形成了搅拌摩擦
焊的焊缝。
图1 搅拌摩擦焊焊接示意图
第2页 共5页
1.1 搅拌摩擦焊温度场
搅拌摩擦焊的热输入来源于搅拌头轴肩型面与被焊材料之间的摩擦生热。对于搅拌
摩擦焊在焊接铝合金薄板时,最高温度并不出现在焊缝中心处,而是出现在搅拌头轴肩
边缘附近,图2 FSW焊接温度场在垂直于焊缝方向的分布。FSW焊接温度场最高点位于搅
拌头轴肩边缘处的焊接前进侧,焊缝中心处的温度低于轴肩边缘处温度,而轴肩边缘处
前进侧温度略高于后退侧温度。 焊接过程中搅拌头轴肩挤压塑性流动的金属材料使得少
量金属被挤出,以有规律的波浪薄层状金属的形式出现在焊接的后退侧,形成飞边。均
匀连续的飞边起到了散热器的作用,焊接过程中输入的热量通过飞边而更快的散失,在
一定程度上造成了焊缝两侧温度
的差异。同时,前进侧轴肩任意
点的线速度与焊接速度方向相
同,轴肩与接头材料之间的相对
运动速度较大;而后退侧轴肩任
意点的线速度与焊接速度相反,
轴肩与接头材料之间的相对运动
速度较小,这种相对运动速度的
差异也导致了对接面两侧热输入
的差异。
1.2 搅拌摩擦焊接头组织
搅拌摩擦焊的接头金相组织如图3(材料为6005A-T651)所示。焊核位于焊缝中心,内
部组织是清晰的洋葱形状,由一系列的椭圆排列组成,焊核延伸到焊件的表面。
搅拌摩擦焊接头的焊缝组织可分为4个区域:A区为母材区,无热影响也无变形;B
区(HAZ)为热影响区,没有受到变形的影响,但受到了从焊接区传导过来的热量的影响。
除了腐蚀反应比母材快一些之外,它的金相组织与母材没有多大区别;C区(TMAZ)为热
变形影响区,该区既受到了塑性变形的影响,又受到了焊接温度的影响。焊接过程引起
长晶粒的弯曲和轻微的重结晶,这一区域的硬度最低;D区(Nugget)为焊核,是两块焊
图2 FSW焊接温度场在焊缝方向的分布
图3 搅拌摩擦焊接头金相组织
第3页 共5页
件的共有部分,焊核区的金相组织是明显的等轴晶粒,并且非常细小。焊核区的硬度比
时效强化和加工硬化的母材要低。
1.3 搅拌摩擦焊接头金相试验
焊缝两侧由于相对于搅拌头转速不同,焊接方向与搅拌头旋转方向相同的为前进侧
(Advancing side of weld),反之为后退侧(Retreating side of weld)。前进侧与母材
存在明显分界线,后退侧与母材分界线不明显,这是由于前进侧的母材被搅拌针从母材
切割下,在搅拌针的挤压和摩擦力的作用下沿搅拌针的后方向前进侧运动。后退侧没有
这一切割现象,因而晶粒度过渡均匀没有明显分界线。图4 金相照片证明侧墙板FSW接头
无裂纹、孔洞等缺陷,其中的红色斑点,可能是析出的强化相腐蚀过程中剥落所致,其
中前进侧和焊核底部出现明显强化相富集现象。同时,焊核中存在FSW接头常见的S线,
是搅拌摩擦焊接头中出现的典型特征,对于6XXX系列的铝合金这一现象尤为明显。在焊
接过程中搅拌针对塑化的金属进行搅拌,使其发生扭曲,S线便是原先的工件对接面消失
后造成的特殊组织,在金相试验过程中,该处的组织对腐蚀剂比其它地方更加敏感,导
致腐蚀后出现了颜色差异,接头的S线是金相试验中腐蚀造成的,而不是裂纹缺陷。同时,
接头优异的拉伸、弯曲和疲劳性能可以从侧面证明这一结论。
①
前进侧 ②焊核 ③焊核底部 ④后退侧
图4 FSW接头微观组织(参数为1400/600)
2 搅拌摩擦焊在铝合金车体上的应用
在铝合金结构制造过程中,焊接已发展成为一种重要的制造工艺,各种铝合金的主
要承力构件和部件大都采用了焊接结构。目前,铝及铝合金的焊接技术已经有了长足的
进步,除传统氩弧焊等熔焊工艺外,搅拌摩擦焊等新型固相焊接方法已经从技术研究,
S线
母材
焊核
① ③④
根部搭接间隙
②
第4页 共5页
迈向高层次的工程化和工业化应用阶段,现已成为铝及铝合金首选的连接工艺,图5 为
FSW在铝合金车体上的应用及搅拌摩擦焊侧墙板采用的设计结构。
图5 铝合金车体采用搅拌摩擦焊侧墙板
目前,搅拌摩擦焊工艺在铝合金车体上成功试制,标志着搅拌摩擦焊新技术在国内
轨道车辆的工程化应用。
2.1 搅拌摩擦焊与弧焊在铝合金车体上的性能对比
在轨道交通行业,随着列车速度的不断提高,对列车减轻自重,提高接头强度及结
构安全性要求越来越高。高速列车用铝合金挤压型材的连接方式,成为了制约发展的主
导因素。由于搅拌摩擦焊焊接接头强度优于MIG 焊焊接接头,并且缺陷率低,节约成本,
所以目前高速列车的制造,采用搅拌摩擦焊技术,已成为主流趋势。此外,与传统的MIG
焊及TIG焊接相比,因为热变形引起的焊接变形少,故可省略板侧焊道的精整工艺,可
减少焊接变形的校正工时。试验证明,FSW焊接与MIG焊接比较,搅拌摩擦焊金相组织致
密,与母材组织更为接近,从而表现出优良的性能。现代工业对焊接技术的需求在质量、
效率、成本和环保等方面都提出了更高的要求。
搅拌摩擦焊作为一种新型的摩擦焊接方法,在有色金属等材料的连接中具有广阔的
应用前景。搅拌摩擦焊采用的设备简单,工艺参数少且易于控制,焊缝没有凝固组织,
不会产生与材料熔化相关的缺陷,焊接应力或变形也小,而且接头性能良好,并适于多
种接头结构形式。并且,搅拌摩擦焊有效改善焊接现场的状况,不会对环境造成危害。
因此搅拌摩擦焊满足保护环境、清洁生产、可持续发展方面的要求,FSW的工程化应用将
成为必然趋势。
3 结论
我国铁路交通业正处于快速发展的阶段,通过技术的提高,降低交通工具对能源的
需求,提高旅客乘车环境,对我国的稳定发展具有重要的意义。选择合理的焊接方法,
研制合理的焊接工艺,使用优秀的焊接员工和良好的焊接设备与工装,严格控制焊接过
第5页 共5页
程,实施有效的质量检测,才能生产出优质的铁路车辆,从而推进我国铁路车辆焊接技
术的发展。
参考文献
[1] 高井英夫.摩擦搅拌焊接工艺在铁道车辆上的应用.国外机车车辆工艺,2005(5):24.
[2] 户取征二郎.铝合金车体的焊接组装.国外机车车辆工艺,2002(3):1.
[3] John Davenpo rt. 摩擦搅拌焊接技术已在欧洲推广应用.国外机车车辆工艺,2002(7):13
[4] 航空铝合金搅拌摩擦焊标准(TWI).
[5] Benchmarking weld performance in aluminium joints(ALJOIN PLUS) .
作者简介:
火巧英 女,工程师,2006年毕业于兰州交通大学机械设计制造及自动化专业,工学学士,现在城
轨事业部从事地铁车辆焊接工艺工作。
胡伟 男,助理工程师,2010年毕业于重庆大学材料成型与控制工程,工学学士,现在城轨事业部
从事地铁车辆焊接工艺工作。