金属板材的冲压成形性能
- 格式:doc
- 大小:39.00 KB
- 文档页数:5
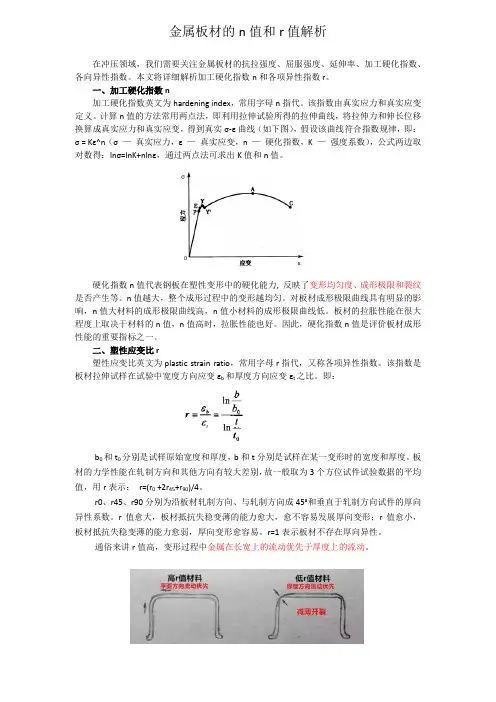
金属板材的冲压成形性能 作者:旭日笑 出自:旭日笑 浏览/评论:845/0 日期:2007年7月18日 16:28 金属板材的成形性能是指板材对冲压成形工艺的适应能力。板材成形性能的好坏会直接影响到冲压工艺过程,生产率,产品质量和生产成本。板料的冲压成形 性能好,对冲压成形方法的适应性就强,就可以采用简便工艺,高生产率设备,生产出优质低成本的冲压零件。 对冲压成形件来说,不产生破裂是基本前提,同时 对它的表面质量和形状尺寸精度也有一定要求,故板料冲压成形性应包括:抗破裂性,贴模性和形状冻结性能等几个方面。所谓冲压成形就是板材可成形能力的总 称,或者叫做广义的冲压成形性能。广义成形性能中的抗破裂性能,可视为狭义的冲压成形性能。板料在成形过程中,一是由于起皱,塌陷和鼓包等缺陷而不能与模 具完全贴合;另一方面因为回弹,造成零件脱模后较大的形状和尺寸误差。通常将板材冲压成形中取得与模具形状一致的能力,称为贴模性;而把零件脱模后保持其 既得形状和尺寸的能力,称为形状冻结性。通常把材料开始出现破裂时的极限变形程度作为板料冲压成形性能的判定尺度。目前对抗破裂性的研究已取得了不少成 果。根据把冲压成形基本工序依其变形区应力应变的特点分为伸长类(拉伸类)与压缩类两个基本类别的理论,可以把这种冲压成形的分类与冲压成形性能的分类建 立如表1-3所示的对应关系。板料冲压成形的试验方法有多种,概括起来分为直接试验和间接试验两类。直接试验中板材的应力和变形情况与真实冲压基相同,所 得的结果也比较准确;而间接试验时板材的受力情况与变形特点却与实际冲压时有一定的差别。所以,所得的结果也只能间接地反映板材的冲压性能,有时还要借助 于一定的分析方法才能做到。常用的方法为:直接试验中的模拟试验和间接试验中的拉伸试验。 表1-3 冲压成形性能的分类 冲压成形类别 成形性能类 别 提高极限变形程度的措施 伸长类冲压成形(翻边、胀形等) 伸长类成形性能(翻边性能、胀形性能等) 1) 提高材料的塑性 2) 减少变形不均匀程度 3) 消除变形区局部硬化层和应力集中 压缩类冲压成形(拉深、缩口等) 压缩类成形性能(拉深性能、缩口性能等) 1) 降低变形区的变形抗力、摩擦阻力 2) 防止变形区的压缩失稳(起皱) 3) 提高传力区的承载能力 复合类冲压成形(弯曲、曲面零件拉深成形等) 复合类成形性能 (弯曲性能等) 根据所述成形类别的主次,分别采取相应措施 一、 板材拉伸试验 拉伸试验是评价板材的基本力学性能用成形性能的主要试验方法。由于简单可行,所以是目前普遍采用的一种方法。由单向拉伸试验所能获得的 材料特性值如图1-3所示。 图1-3 单向拉深实验所得到的材料特性值示意图 拉伸试验与冲压成形性能有密切关系的几项主要性能参数如 下: 1) 称屈强比 较小的屈强比几乎对所有的冲压成形都是有利的。屈强比小,对压缩类成形工艺有利。拉深时,如果板材的屈 服点 低,材料起皱的趋势小,防止起皱所必需的压边力和摩擦损失也会降低,对提高极限变形程度有利。 例如,低碳钢的 时,极限拉深系数 m=0.48~ 0.5 65Mn的 时,极限拉深系数则为m=0.68~ 0.7 在伸长类成形工艺中,如胀形,拉型,拉弯,曲面形状的成形 等,当 低时,为消除零件的松弛等弊病和为使零件的形状和尺寸得到固定所需的拉力也小,所以成形工艺的稳定性高,不易出废品。弯曲件所用板材的 低时,卸 载时的回弹变形也小,有利于提高零件精度。可见屈服比对板材的冲压成形性能的影响是多方面的,而且也是很重要的。(2) 与 叫均匀伸长率,板材在拉 力作用下开始产生局部集中变形(缩颈时)的伸长率。 称为总伸长率,是在拉伸中试样破坏时的伸长率。一般情况下,冲压成形性都在板材均匀变形范围内进行。 所以 表示板材产生均匀的或稳定增长的塑性变形的能力,它直接决定板材在伸长类变形中的成形性能。可以用 间接表示伸长类变形的极限变形程度,如翻边系 数,扩口系数,最小弯曲半径,胀形系数等。实验结果表明,大多数材料的翻边变形程度都与 成正比例关系,具有很大胀形成分的复杂曲面拉深件用的钢板,要求 具有很高的 值。(3)硬化指数n 硬化指数n也称n值,它表示在塑性变形中材料硬化的强度。n值大时,在伸长类变形过程中可以使变形均匀化,具有扩 展变形区,减少毛坯的局部变薄和增大极限变形参数等作用。n值是评定板材成形性能的重要指标,可用幂次式近似表示为: 。式中指数n称为应变强化指数,它 在数量上就等于单向拉伸时材料厂刚要出现颈缩时的实际应变。 表1-4 部分板材的n值及σ值 材 料 n 值 σ/MPa 材 料 n 值 σ/MPa 08F 0.185 708.76 T2 0.455 538.37 08Al(ZF) 0.252 553.47 H62 0.513 773.38 08Al(HF) 0.247 521.27 H68 0.435 759.12 08Al(Z) 0.233 507.73 QSn6.5-0.1 0.492 864.49 08Al(P) 0.25 613.13 Q235 0.236 630.27 10 0.215 583.84 SPCC(日本) 0.212 569.76 20 0.166 709.06 SPCD(日本) 0.249 497.63 LF2 0.164 165.64 1Cr18Ni9Ti 0.347 1093.61 2Al2M 0.192 366.29 1035M 0.286 112.43 (4) 厚向异性系数r值 r值是评价板材拉深成形性能的一个重要材料参数。r值反映了板材在板平面方向和板厚方向由于各向异性而引起应变能力不一致的情况,它 反映了板材在板平面内承受拉力或压力时抵抗变薄或变厚的能力,它是板拉伸试验中宽度应变 与厚度应变 之比,即 式中 、 与 、 分别是变形前后试 样的宽度与厚度。当r=1时,板宽与板厚间属各向同性。而 时,则为各向异性。r>1说明该板材的宽度方向比厚度方向更易变形。即r值大时,能使筒形件的 拉极限变形程度增大。用软钢、不锈钢、铝、黄铜等所做的试验也证明了拉深比与r值之间的关系(表1-5)。 表1-5 拉深比与r值的关系 r值 0.5 1 1.5 2 拉深比 2.12 2.18 2.25 2.5 由 于板材轧制时的方向性,所以板材平面内各方向上的r值是不同的。因此,采用r值应取各个方向上平均值。即 式中 、 、 分别表示板材纵向(轧制方 向)、横向和45°方向上的厚向异性系数(见图1-4)。 表1-4 板材轧制方向 (5)板平面各向异性系数 板材平面的力学性能与方向有关, 称为板平面方向性。圆筒形件拉伸时,板平面方向性明显地表现在零件口部形成突耳现象。板平面方向性越大,突耳的高度也越大,这时增大切边余量,增加了材料 的消耗。板平面方向性大时,在拉深、翻边、胀形等冲压过程中,能够引起毛坯变形的不均匀分布。其结果不但可能因为局部变形程度的加大而使总体的极限变形程 度减小,而且还可能形成冲压件的不等壁厚,降低冲压件的质量。在板平面内不同方向上力学性能的各项指标中,板方向性系数对冲压成形性能的影响较明显,所以 在生产中都用 表示板平面方向性的大小, 是板材平面内不同方向上板厚方向性系数r的平均差别,其值为: =0时,不产生突耳;>0时,在0°、90°方 向产生凸耳;<0时,在45°方向产生凸耳。 由于板平面方向性对冲压变形式冲压件质量均 为不利,所以生产中尽量设法降低 值,表1-6给出了常用板材的r用 值。 表1-6 一些板材的r值及 值 材 料 沸腾钢 1.23 0.91 1.58 1.16 0.51 脱碳沸腾钢 1.88 1.63 2.52 1.92 0.57 钛镇静钢 1.85 1.92 2.61 2.08 0.31 铝镇静钢 1.68 1.19 1.90 1.49 0.60 钛 4.00 5.49 7.05 5.51 — 铜O材 0.90 0.94 0.77 0.89 -0.01 铜1/2H材 0.76 0.87 0.90 0.85 -0.04 铝O材 0.62 1.58 0.52 1.08 -1.01 铝1/2材 0.41 1.12 0.81 0.87 -0.51 不锈钢 1.02 1.19 0.98 1.10 -0.19 黄铜2种O材 0.94 1.12 1.01 1.05 -0.14 黄铜3种1/4H材 0.94 1.00 1.00 0.99 -0.03 ① O 意思是软质,钢O材指软质钢材。 ② H意思是硬质,铜 H材指半硬质的铜材。 (6) 值 x值为双向等拉与单向拉伸的抗拉强度之比, 即 设双向等拉伸状态下的抗拉强度为 ,单向拉伸状态下的抗拉强度为 ,平面应变状态下的抗拉强度为 , 为应力比值,即 ,上式可写成下式: x 值可用图1-5所示的方法求出。x值与拉深深度的关系如图1-6所示。由图可知,x值能很好反映各种板材的拉深性能。用式(1-1)求x值实际比较困难, 所以用 代替x值,即 具体求 的方法是:用常规拉伸试样进行拉伸试验,求出单向拉伸时的抗拉强度 ,再用带圆弧切口试样进行拉伸试验求出平面应变下的抗 拉强度 。然后取二者比值,即可得到 值。 图1-5 x值的求法 图1-6 成形深度与x值的关系 值是与材料力学性能有关的参数。 x值表达式中 对应的应力状态(双等拉)与圆筒形件拉深的凸模圆角处毛坯的应力状态相似,而 表达式中 对应的应力状态(平面应变)与圆角形拉深件侧壁部 分的应力状态相似。因此, 值大的材料,表明拉深变形毛坯侧壁传力区具有更高的强度,即有更高的承载能力。另外,对 高的材料,当应力单向拉伸转为双向拉 伸时,表现出更强的性质。所以圆筒形拉深件做侧壁所经历的变形,材料可以得到强化。因此, 高的材料拉深极限也高。(7)应变速率敏感性指数m m值原 为超塑性成形材料的一个重要性能参数。经研究表明,即使在非超塑性状态下,甚至很小的m值,也将影响胀形成形极限。m值的增大,使成形极限线水平提高。一 般认为,m值对提高伸长类变形的成形极限的贡献主要在拉伸失稳以后,使过缩颈伸长率行到了提高。 二、模拟实验 试验中,试件的应力状态用变形特点与 相应的冲压工艺基本一致,