冲压工艺--板料的冲压成形性能与成形极限
- 格式:ppt
- 大小:1.08 MB
- 文档页数:64
![[VIP专享]板料冲压成形性能及冲压材料](https://uimg.taocdn.com/e1731fd3cf84b9d529ea7a06.webp)
板料冲压成形性能及冲压材料板料的冲压成形性能板料对各种冲压成形加工的适应能力称为板料的冲压成形性能。
具体地说,就是指能否用简便地工艺方法,高效率地用坯料生产出优质冲压件。
冲压成形性能是个综合性的概念,它涉及到的因素很多,其中有两个主要方面:一方面是成形极限,希望尽可能减少成形工序;另一方面是要保证冲压件质量符合设计要求。
下面分别讨论。
(一)成形极限在冲压成形中,材料的最大变形极限称为成形极限。
对不同的成形工序,成形极限应采用不同的极限变形系数来表示。
例如弯曲工序的最小相对弯曲半径、拉深工序的极限拉深系数等等。
这些极限变形系数可以在各种冲压手册中查到,也可通过实验求得。
依据什么来确定极限变形系数呢?这要看影响成形过程正常进行的因素是哪些。
冲压成形时外力可以直接作用在毛坯的变形区(例如胀形),也可以通过非变形区,包括已变形区(例如拉深)和待变形区(例如缩口、扩口等),将变形力传给变形区。
因此,影响成形过程正常进行的因素,可能发生在变形区,也可能发生在非变形区。
归纳起来,大致有下述几种情况:1.属于变形区的问题伸长类变形一般是因为拉应力过大,材料过度变薄,局部失稳而产生断裂,如胀形、翻孔、扩口和弯曲外区等的拉裂。
压缩类变形一般是因为压应力过大,超过了板材的临界应力,使板材丧失稳定性而产生起皱,如缩口、无压边圈拉深等的起皱。
2.属于非变形区的问题传力区承载能力不够:非变形区作为传力区时,往往由于变形力超过了该传力区的承载能力而使变形过程无法继续进行。
也分为两种情况:1)拉裂或过度变薄;例如拉深是利用已变形区作为拉力的传力区,若变形力超过已变形区的抗拉能力,就会在该区内发生拉裂或局部严重变薄而使工件报废。
2)失稳或塑性镦粗:例如扩口和缩口工序是利用待变形区作为压力的传力区,若变形力超过了管坯的承载能力,待变形区就会因失稳而压屈,或者发生塑性镦粗变形。
非传力区在内应力作用下破坏:非变形区不是传力区时,由于变形过程中金属流动的不均匀性,也可能产生过大的内应力而使之破坏。

第一章冲压冲压的定义:室温下,在压力机上通过模具对板料金属(非金属)加压,使之产生塑性变形或分离,从而获得一定尺寸、形状和性能的工件的加工方法,又叫冷冲压或板料冲压。
冲压工艺可用于加工,金属板料,非金属板料.冲压工艺特点:生产效率高;在大量生产中可获得稳定的质量;材料利用率高,生产成本低;可制造复杂形状的工件。
冲压生产的局限性:--制模成本高;--技术要求高;--不适用于单件、小批量生产。
加工硬化:在常温下,随着变形程度的增加,金属材料的强度指标增高,塑性指标降低的现象。
冲压分类:分离工序,成型工序分离工序:冲压过程中,使冲压件与板料在切应力或拉应力的作用下,沿一定的轮廓线相互分离。
分离工序主要指冲裁,包括落料、冲孔、切断、切边、剖切等工序。
普通冲裁:通过破坏分离方式所完成的冲压工序。
精密冲裁:以变形分离方式所完成的冲压工序。
成形工序:在冲压过程中,使毛坯在不破坏的条件下发生塑性变形,成为所需形状与尺寸的工件,同时冲压件应该满足尺寸精度方面的要求。
成形工序主要包括弯曲、拉伸、胀形、翻边等。
落料:用模具沿封闭轮廓线冲切,冲下部分是零件。
用于制造各种平板零件或者成形工序制坯冲孔:用模具沿封闭轮廓线冲切,冲下部分是废料。
用于冲制各类零件的孔形弯曲;把板料沿直线弯曲成各种形状,板料外层受拉伸力,内层受压缩力。
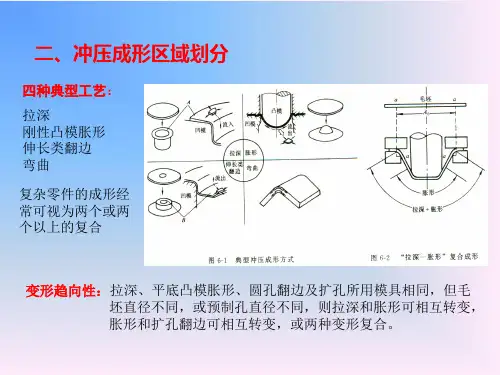
可加工形状复杂的零件毛坯区域的划分:变形区,传力区在成形过程中,毛坯的变形区和传力区是运动变化的,而且还会相互转化。
制定工艺时,必须保证:“弱区先变形,变形区应为弱区”对毛坯变形趋向性的控制,主要有以下几种方法:(1)合理确定毛坯和半成品尺寸(2)改变模具工作部分的几何形状和尺寸(3)改变毛坯与模具接触面之间的摩擦阻力(4)改变毛坯局部力学性能1、什么是冲压?它与其它加工方法相比有什么特点?2、冲压工序可分为哪两大类?他们的主要区别和特点是什么?3、如何控制冲压过程中的变形趋向?板料的冲压性能:指板料对冲压的适应能力、可成形能力间接试验:板料的受力情况和变形特点与实际冲压有一定差别,其试验结果只能间接反映板料的冲压性能。