第6章 冲压性能及成形极限
- 格式:ppt
- 大小:1.95 MB
- 文档页数:9
《冲压工艺学》教学大纲课程编号:E0331144学时数:48学分数:3适用专业:材料成型及控制工程(本科、模具方向)先修课程:《机械制造基础》、《机械设计基础》、《金属塑性成形原理》、《认识实习》考核方式:平时成绩(实验、作业、课堂提问、考勤)占30%,期末考试占70%。
一、本课程的性质和任务性质:本课程是材料成型及控制工程专业的一门专业课。
通过本课程学习和课程设计,能掌握分析、制定工艺方案和设计冲压模具的方法。
任务:1、初步掌握冲压成形的原理、板料成形规律及其与冲压工艺和模具设计的关系;2、掌握冲压工艺过程的设计方法,具有设计中等复杂程度冲压工艺过程的能力;3、掌握冲压模具的设计方法,具有设计中等复杂程度的冲模及必要的辅助机构的能力;4、具有应用冲压成形基本原理,冲压工艺及冲模设计方法的知识,分析和解决冲压生产中常见的产品质量和模具方面技术问题的能力;5、了解冲压新工艺、新型模具及冲压技术的发展方向。
二、课程内容和要求(一)、理论教学:48学时第一章绪论(2学时)教学内容1、本课程的性质和任务2、冲压加工的地位、种类和发展教学要求1、明确本课程的研究对象和内容,以及学习本课程的目的。
2、了解本课程在培养材料成型专业工程技术人才的地位、任务和作用。
3、了解冲压技术的发展趋势。
第二章冲裁(8学时)教学内容1、冲裁变形机理2、模具间隙3、凸. 凹模刃口尺寸的计算4、冲裁力的计算及降低冲裁力的方法5、排样6、精密冲裁7、其它冲裁法教学要求1、掌握冲裁变形机理和工艺分析方法。
2、掌握冲裁模具设计要点和方法。
3、了解其他冲裁技术。
第三章弯曲(6学时)教学内容1、板料的弯曲现象及其原因2、窄板弯曲和宽板弯曲时的应力应变状态分析3、宽板弯曲时的应力(σθ. σρ. σb)4、弯曲力计算和设备选择5、弯曲件毛坯长度计算6、最小相对弯曲半径rmin/t7、弯曲回弹8、弯曲模工作部分的尺寸计算教学要求1、了解板料的弯曲现象及其原因,能分析板料弯曲时的应力应变状态。
冲压材料及其冲压成型性能冲压模具变形理论基础来源:未知模具站责任编辑:模具站发表时间:2010-06-26 00:06-冲压模具变形冲压材料冲压成型性能塑胶模具五金模具锻压模具模具综合核心提示:冲压成形加工方法与其它加工方法一样,都是以自身性能作为加工依据,材料实施冲压成形加工必须有好的冲压成形性能。
1.材料的冲压成形性能材料对各种冲压加工方法的适应能力称为材料的冲压成形性能。
材料的冲压性能好,就是指其便于冲压加工,一次冲压工序的极限变形…冲压成形加工方法与其它加工方法一样,都是以自身性能作为加工依据,材料实施冲压成形加工必须有好的冲压成形性能。
1.材料的冲压成形性能材料对各种冲压加工方法的适应能力称为材料的冲压成形性能。
材料的冲压性能好,就是指其便于冲压加工,一次冲压工序的极限变形程度和总的极限变形程度大,生产率高,容易得到高质量的冲压件,模具寿命长等。
由此可见,冲压成形性能是一个综合性的概念,它涉及的因素很多,但就其主要内容来看,有两方面:一是成形极限,二是成形质量。
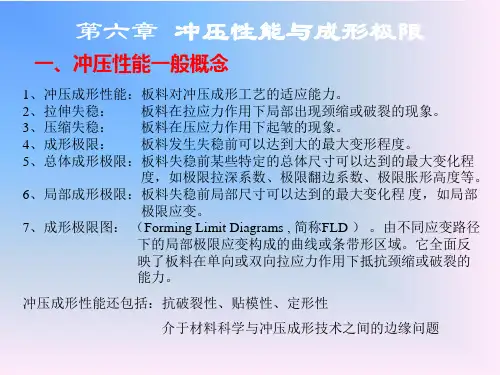
(1)成形极限在冲压成形过程中,材料能达到的最大变形程度称为成形极限。
对于不同的成形工艺,•成形极限是采用不同的极限变形系数来表示的。
•由于大多数冲压成形都是在板厚方向上的应力数值近似为零的平面应力状态下进行的,因此,不难分析:在变形坯料的内部,凡是受到过大拉应力作用的区域,就会使坯料局部严重变薄,甚至拉裂而使冲件报废;凡是受到过大压应力作用的区域,若超过了临界应力就会使坯料丧失稳定而起皱。
因此,从材料方面来看,为了提高成形极限,就必须提高材料的塑性指标和增强抗拉、抗压能力。
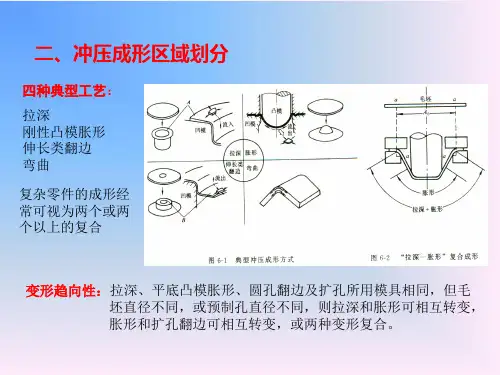
•冲压时,当作用于坯料变形区内的拉应力的绝对值最大时,在这个方向上的变形一定是伸长变形,故称这种冲压变形为伸长类变形(如胀形、扩口、内孔翻边等)。
•当作用于坯料变形区内的压应力的绝对值最大时,在这个方向上的变形一定是压缩变形,故称这种冲压变形为压缩类变形(如拉深、缩口等)。
第2章冲压变形基础一、填空1.在室温下,利用安装在压力机上的对被冲材料施加一定的压力,使之产生,从而获得所需要形状和尺寸的零件(也称制件)的一种加工方法。
2.用于实现冷冲压工艺的一种工艺装备称为3.冲压工艺分为两大类,一类叫,一类是。
4.物体在外力作用下会产生变形,若外力去除以后,物体并不能完全恢复自己的原有,称为.5.变形温度对金属的塑性有重大影响。
就大多数金属而言,其总的趋势是:随着温度的,塑性,变形抗力。
6.以主应力表示点的应力状态称为,表示主应力个数及其符号的简图称为可能出现的主应力图共有。
7.塑性变形时的体积不变定律用公式来表示为:8.加工硬化是指一般常用的金属材料,随着塑性变形程度的,其强度、硬度和变形抗力逐渐,而塑性和韧性逐渐9.在实际冲压时,分离或成形后的冲压件的形状和尺寸与模具工作部分形状和尺寸不尽相同,就是因卸载规律引起的造成的。
10. 材料对各种冲压成形方法的适应能力称为材料的冲压成形性能是一个综合性的概念,它涉及两个方面:一是,二是二、判断(正确的在括号内打√,错误的打×)1.()主应变状态一共有9种可能的形式。
2.()材料的成形质量好,其成形性能一定好。
3.()热处理退火可以消除加工硬化(冷作硬化)。
4.()屈强比越小,则金属的成形性能越好。
5.()拉深属于分离工序。
三、选择1.主应力状态中,,则金属的塑性越好。
A.压应力的成份越多,数值越大 B. 拉应力的成份越多,数值越大。
2.当坯料三向受拉,且σ1>σ2>σ3>0时,在最大拉应力σ1方向上的变形一定是伸长变形,在最小拉应力σ3方向上的变形一定是压缩变形A.伸长变形 B.压缩变形四、思考1.冷冲压的特点是什么?2.冷冲压有哪两大类基本工序?试比较分离工序和成形工序的不同之处。
3.何谓材料的板平面方向性系数?其大小对材料的冲压成形有哪些方面的影响?4.何谓材料的冲压成形性能?冲压成形性能主要包括哪两方面的内容?材料冲压成形性能良好的标志是什么?5.冲压对材料有哪些基本要求?如何合理选用冲压材料?五、问答在冲压工艺资料和图样上,对材料的表示方法有特殊的规定。