板料冲压成形性能
- 格式:ppt
- 大小:2.82 MB
- 文档页数:10
板料拉伸试验及冲压性能分析实验报告实验报告1,实验目的1)了解金属板的冲压性能指标,掌握测量金属板的拉伸强度、屈服强度、硬化分支和厚度方向系数的方法2。
实验概要本实验是一个测量金属板拉伸性能的间接实验。
本实验通过对板材进行拉伸、压缩和硬度测试,分析了板材的各种冲压性能。
这些实验可以在通用材料力学测试设备上进行,反映了材料的一般冲压性能。
试验的参数主要包括:1) δu:均匀伸长率,δu是拉伸试验中局部集中变形开始出现的伸长率。
一般来说,在下,冲压是在板材的均匀变形范围内进行的,因此该参数可以反映板材的冲压性能。
2)屈服比:屈服极限与强度极限之比几乎所有冲压成形的较小成品率为利润。
在拉深过程中,如果板料的屈服强度较低,变形区的切向压应力较小,材料起皱的趋势也较小,因此防止起皱所需的压边力和摩擦损失应相应减小,这有利于提高极限变形程度。
3)硬化指数n:也称为n值,表示材料在塑性变形过程中的硬化程度对于n值较大的材料,在的相同变形程度下,真实应力增加更多。
当n值较大时,变形可以在伸长变形过程中均匀化,具有扩大变形面积、减少毛坯局部变薄以及如何达到预变形参数等功能。
4)厚度方向系数r:是金属板拉伸试验中宽度应变与厚度应变的比值5)凸耳系数:金属板在不同方向的不同性能(在冶金和轧制过程中产生),使用以下公式11?r。
(r0?r90)?r45r?(r0?r90?2r45)24实验内容:1)了解电子懒骨头试验机的基本结构和功能;2)学习电子拉伸试验机的简单操作、拉伸实验数据的收集和处理软件的使用;3)对试件进行隔距规距,进行拉伸试验,得到拉伸曲线;4)根据实验数据,评价各种冲压性能参数3,试验步骤1)根据国家标准GB/t228-2002,制备拉伸试样。
为了确定金属板的平面方向性系数,应该在相对于金属板平面上的轧制方向为0、45和90°的三个方向上选择样本。
样品的厚度应均匀,在标准长度范围内的厚度变化不应超过样品标称厚度的1%,标准长度范围内的长度变化应使用伸长计测量2)将样品夹在试验机的卡盘上,调整测力标尺和载荷-伸长曲线记录装置将实验条件3)输入装有电子拉伸机的软件中,对得到的拉伸应力-应变曲线进行处理,得到材料的屈服强度、断裂强度、屈强比、均匀伸长率和硬化指数。
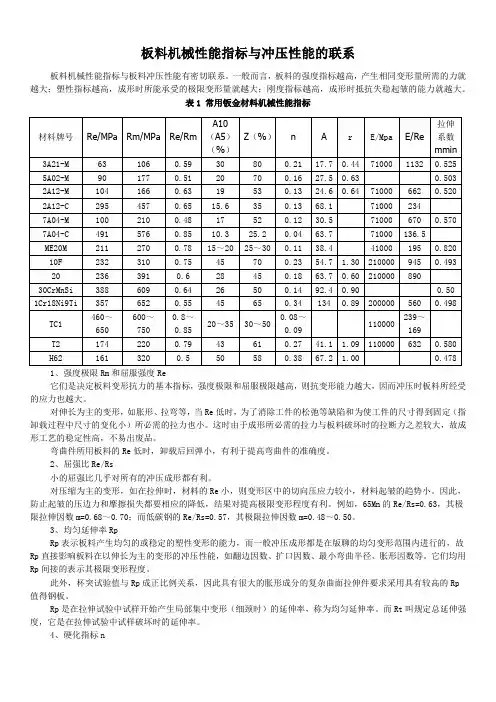
板料机械性能指标与冲压性能的联系板料机械性能指标与板料冲压性能有密切联系。
一般而言,板料的强度指标越高,产生相同变形量所需的力就越大;塑性指标越高,成形时所能承受的极限变形量就越大;刚度指标越高,成形时抵抗失稳起皱的能力就越大。
表1 常用钣金材料机械性能指标1、强度极限Rm和屈服强度Re它们是决定板料变形抗力的基本指标,强度极限和屈服极限越高,则抗变形能力越大,因而冲压时板料所经受的应力也越大。
对伸长为主的变形,如胀形、拉弯等,当Re低时,为了消除工件的松弛等缺陷和为使工件的尺寸得到固定(指卸载过程中尺寸的变化小)所必需的拉力也小。
这时由于成形所必需的拉力与板料破坏时的拉断力之差较大,故成形工艺的稳定性高,不易出废品。
弯曲件所用板料的Re低时,卸载后回弹小,有利于提高弯曲件的准确度。
2、屈强比Re/Rs小的屈强比几乎对所有的冲压成形都有利。
对压缩为主的变形,如在拉伸时,材料的Re小,则变形区中的切向压应力较小,材料起皱的趋势小。
因此,防止起皱的压边力和摩擦损失都要相应的降低,结果对提高极限变形程度有利。
例如,65Mn的Re/Rs=0.63,其极限拉伸因数m=0.68~0.70;而低碳钢的Re/Rs=0.57,其极限拉伸因数m=0.48~0.50。
3、均匀延伸率RpRp表示板料产生均匀的或稳定的塑性变形的能力,而一般冲压成形都是在版聊的均匀变形范围内进行的,故Rp直接影响板料在以伸长为主的变形的冲压性能,如翻边因数、扩口因数、最小弯曲半径、胀形因数等。
它们均用Rp间接的表示其极限变形程度。
此外,杯突试验值与Rp成正比例关系,因此具有很大的胀形成分的复杂曲面拉伸件要求采用具有较高的Rp值得钢板。
Rp是在拉伸试验中试样开始产生局部集中变形(细颈时)的延伸率,称为均匀延伸率。
而Rt叫规定总延伸强度,它是在拉伸试验中试样破坏时的延伸率。
4、硬化指标nn值的大小,表示在塑性变形过程中材料硬化的程度。
n值大的材料,在同样的变形程度下,真实应力的增加要大。
影响镁合金板材冲压成形性能的因素魏 丽 付忠亮 李昌坤 王心朋(重庆大学 材料科学与工程学院 重庆 400044)摘 要:冲压是一种现代塑性成形方法,镁合金板的冲压性能及相关工艺的研究具有十分重要的意义。
探讨了镁合金材料本身、冲压加工工艺参数以及工艺方法等影响镁合金板料冲压性能的因素,指出了其中需要重点解决的关键问题。
关键词:镁合金板料、冲压成形、影响因素The Factors of Effecting the Punching Properties of MegnesiumAlloysWei Li Fu Zhongliang Li Changkun Wang Xinpeng(College of Material Science and Engineering of Chongqing University,Chongqing 400044)Abstract:Punching is a modern plastical deformation. And the study of the punching properties of megnesium alloys and the relation processing is very important . It discusses the factors of effecting the punching properties of megnesium alloys, which includes the material Characteristics, processing parameters and processing methods. Then it indicates the key problems which need to be solved importantly.Keywords:Megnesium alloy sheet , Punching deforming , the effective factors0 概述随着经济的快速发展,全球性能源和资源的紧缺问题日益严峻,降低能源消耗,提高能源利用率是工业生产的迫切需要,所以产品轻量化是工业发展的必然趋势。
板料冲压成形性能及冲压材料板料的冲压成形性能板料对各种冲压成形加工的适应能力称为板料的冲压成形性能。
具体地说,就是指能否用简便地工艺方法,高效率地用坯料生产出优质冲压件。
冲压成形性能是个综合性的概念,它涉及到的因素很多,其中有两个主要方面:一方面是成形极限,希望尽可能减少成形工序;另一方面是要保证冲压件质量符合设计要求。
下面分别讨论。
(一)成形极限在冲压成形中,材料的最大变形极限称为成形极限。
对不同的成形工序,成形极限应采用不同的极限变形系数来表示。
例如弯曲工序的最小相对弯曲半径、拉深工序的极限拉深系数等等。
这些极限变形系数可以在各种冲压手册中查到,也可通过实验求得。
依据什么来确定极限变形系数呢?这要看影响成形过程正常进行的因素是哪些。
冲压成形时外力可以直接作用在毛坯的变形区(例如胀形),也可以通过非变形区,包括已变形区(例如拉深)和待变形区(例如缩口、扩口等),将变形力传给变形区。
因此,影响成形过程正常进行的因素,可能发生在变形区,也可能发生在非变形区。
归纳起来,大致有下述几种情况:1.属于变形区的问题伸长类变形一般是因为拉应力过大,材料过度变薄,局部失稳而产生断裂,如胀形、翻孔、扩口和弯曲外区等的拉裂。
压缩类变形一般是因为压应力过大,超过了板材的临界应力,使板材丧失稳定性而产生起皱,如缩口、无压边圈拉深等的起皱。
2.属于非变形区的问题传力区承载能力不够:非变形区作为传力区时,往往由于变形力超过了该传力区的承载能力而使变形过程无法继续进行。
也分为两种情况:1)拉裂或过度变薄;例如拉深是利用已变形区作为拉力的传力区,若变形力超过已变形区的抗拉能力,就会在该区内发生拉裂或局部严重变薄而使工件报废。
2)失稳或塑性镦粗:例如扩口和缩口工序是利用待变形区作为压力的传力区,若变形力超过了管坯的承载能力,待变形区就会因失稳而压屈,或者发生塑性镦粗变形。
非传力区在内应力作用下破坏:非变形区不是传力区时,由于变形过程中金属流动的不均匀性,也可能产生过大的内应力而使之破坏。
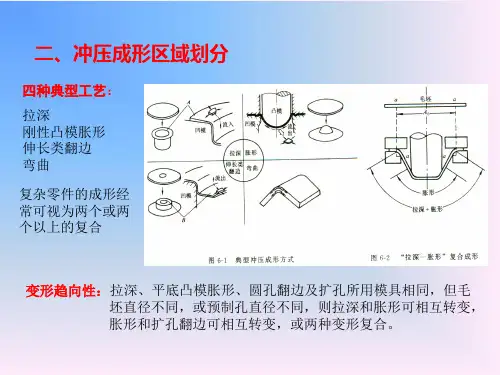
I. 基本知识概述一、成形极限图冲压成形性能:板料对冲压成形工艺的适应能力。
全面地讲,板料的冲压成形性能包括抗破裂性、贴模性和定形性,故影响因素很多,如材料性能、零件和冲模的几何形状与尺寸,变形条件(变形速度、压边力、摩擦和温度等)以及冲压设备性能和操作水平等。
板料的贴模性指板料在冲压过程中取得模具形状的能力,定形性指零件脱模后保持其在模内既得形状的能力。
影响贴模性的因素很多,成形过程中发生的内皱、翘曲、塌陷和鼓起等几何面缺陷会使贴模性降低。
影响定形性的诸因素中,回弹是最主要的因素,零件脱模后,常因回弹大而产生较大的形状误差。
板料的贴模和定形性好坏与否,是决定零件形状尺寸精确度的重要因素。
目前的冲压生产和板料生产中,仍主要用抗破裂性作为评定板料冲压成形性能的指标。
失稳:板料在成形过程中会出现两种失稳现象,即拉伸失稳和压缩失稳。
拉伸失稳是板料在拉应力作用下局部出现颈缩或破裂;压缩失稳是板料在压应力作用下出现皱纹。
成形极限:板料在失稳前可以达到的最大变形程度。
成形极限分为总体成形极限和局部成形极限。
总体成形极限反映板料失稳前某些特定的总体尺寸可以达到的最大变形程度,如极限拉深系数、极限胀形高度和极限翻边系数等均属于总体成形极限。
总体成形极限常用作工艺设计参数。
局部成形极限反映板料失稳前局部尺寸可以达到的最大变形程度,如成形时的局部极限应变即属于局部成形极限。
成形极限图(Forming Limit Diagrams,缩写FLD )是60年代中期由Keeler 和Goodwin 等人提出的。
成形极限图(FLD )是板料在不同应变路径下的局部失稳极限1e 和2e (工程应变)或1ε和2ε(真实应变)构成的条带形区域或曲线,它全面反映了板料在单向和双向拉应力作用下的局部成形极限。
成形极限图(FLD )的提出,为定性和定量研究板料的局部成形性能奠定了基础。
在此之前,板料的各种成形性能指标或成形极限大多以试样的某些总体尺寸变化到某种程度(如发生破裂)而确定。
金属薄板成形性能试验1. 简介成形性能是指薄板对各种冲压成形的适应能力,即薄板在指定加工过程中产生塑性变形而不失效的能力。
成形性能研究的重点是成形极限的大小,也就是薄板发生破裂前能够获得的最大变形程度。
1.1 模拟成形性能指标选择或评定金属薄板冲压成形品级时,可对模拟成形性能指标提出要求。
设计或分析冲压成形工艺过程,以及设计冲压成形模具时,经常需要参考模拟成形性能指标的数据。
薄板常用模拟成形性能指标有:1、胀形性能指标:杯突值IE;2、拉深性能指标:极限拉深比LDR或载荷极限拉深比LDR(T);3、扩孔(内孔外翻)性能指标:极限扩孔率(平均极限扩孔率)λ(λ);4、弯曲性能指标:最小相对弯曲半径R min/t;5、“拉深+胀形”复合成形性能指标:锥杯值CCV;6、面内变形均匀性指标:凸耳率Z e;7、贴模(抗皱)性指标:方板对角拉伸试验皱高;8、定形性指标:张拉弯曲回弹值。
1.2 特定成形性能指标选择或评定金属薄板冲压成形品级、协议金属薄板的订货供货、设计或分析冲压成形工艺过程时,可对金属薄板的材料特性指标或工艺性能指标提出要求,或参考它们的数据,它们统称为特定成形性能指标:1、塑性应变比(r值)或平均塑性应变比(r);2、应变硬化指数(n值);3、塑性应变比平面各向异性度(r∆)。
1.3 局部成形极限评定、估测金属薄板的局部成形性能,或分析解决冲压成形破裂问题时,可使用金属薄板的成形极限图或成形极限曲线。
1.4 其他以上所列举的各种成型性能试验方法均为我国冲压生产和冶金制造行业已经使用或比较熟悉的模拟成型性能试验方法,而且也属于国际上的主流成形性能试验范畴。
除这些方法外,国际上还流行其他一些模拟成形性能试验,见图1。
图1 模拟成形性能试验方法注:整体成形极限指金属薄板在冲压过程中发生颈缩、破裂、皱曲等成形缺陷之前,某种特定的整体几何尺寸或某种几何特征的整体尺寸可以达到的极限变形程度。
局部成形极限指金属薄板在冲压过程中发生颈缩、破裂、皱曲等成形缺陷之前,局部点位或局部变形区域可以达到的极限变形程度。
板料拉伸试验及冲压性能分析实验报告1. 实验目的1) 了解金属板料的冲压性能指标2) 掌握用电子拉伸机测定金属板料抗拉强度、屈服强度、硬化支书、板厚方向系数的方法。
2. 实验概述本实验为测定板料拉伸性能的间接性实验,本实验是通过板料的拉伸、压缩、硬度测试等方法对板料的各种冲压性能进行分析。
这些实验可以在一般的材料力学测试设备上进行,所反映的是材料的一般冲压性能。
实验测试的参数主要包括:1) δu:均匀延伸率,δu 是在拉伸试验中开始产生局部集中变形的延伸率。
一般情况下,冲压成型都是在板材的均匀变形范围内进行,所以这个参数可以反映板料的冲压性能。
2) 屈强比:屈服极限与强度极限的比值。
较小的屈强比几乎对所有的冲压成型都是有利的。
拉深时,如果板材的屈服强度低,则变形区的切向压应力较小,材料起皱的趋势也小,所以防止起皱所必须的压边力和摩擦损失都要相应地降低,结果对提高极限变形程度有利。
3) 硬化指数n :也称n 值,它表示塑性变形中的材料硬化的程度。
n 值大的材料,在同样的变形程度下,真实应力增加的要多。
n 值大时,在伸长变形过程中可以使变形均匀化,具有扩展变形区,减小毛坯的局部变薄和怎打击先变性参数等作用。
4) 板厚方向系数r :它是板料实验拉伸试验中宽度应变与厚度应变的比值。
5) 凸耳系数:板料不同方向上的性能不同(冶金和轧制过程中产生),用下面的这个公式090451()2r r r r ∆=+-090451(2)4r r r r =++实验内容:1) 了解电子懒神试验机的基本结构和功能;2) 学习电子拉伸试验机的简单操作,拉伸实验数据的采集和处理软件的使用; 3) 对试件进行标距,进行拉伸试验,获取拉伸曲线; 4) 根据实验数据,评定各种冲压性能参数。
3.试验步骤1)按照国标GB/t228-2002,准备拉伸试样,为了测定板料平面方向性系数,应在金属薄板平面上与轧制方向成0°、45°、90°三个方向上选取试样,试样厚度应当均匀,在标距长度内厚度变化应不大于试件公称厚度的1%,利用引伸计测量标距内的长度变化。
板料成形板料成形(冲压):使板料经分离或变形而得到制件的成形工艺统称为板料成形(也称为冲压)。
冷冲压:厚度小于4mm的金属薄板通常是在常温下进行冲压的,故称冷冲压。
热冲压:当板料厚度超过8~10mm时,采用加热后进行冲压,故称为热冲压。
板料成形(冲压)的特点:冲压可获得形状复杂、尺寸精度高、表面质量好的冲压件,不经机械加工即可进行装配。
此外,由于冷变形使零件产生加工硬化,故冲压件的刚度高、强度高、质量轻。
冲压操作简单,工艺过程便于实现机械化、自动化,生产率高,零件成本低。
因此冲压适于大批量生产。
冲压所用的原材料:低碳钢、高塑性合金钢、铜合金、铝合金、镁合金等。
冲压的设备:主要有剪床和冲床。
冲压的基本工序:可分为分离工序和成形工序。
分离工序:是使毛坯的一部分与另一部分相互分离的工序,如落料、冲孔、切料等。
成形工序:是使毛坯的一部分相对于另一部分产生位移而不破裂的工序,如弯曲、拉深、成形、翻边、收口等。
1.冲裁:使坯料按封闭轮廓分离的工序称为冲裁,它主要包括落料、冲孔、切边、切口、剖切、整修等。
落料:是利用冲裁取得一定外形的制件或毛坯的冲压方法,冲落部分为成品,周边为废料。
冲孔:是将冲压坯内的材料以封闭的轮廓分离开来,得到带孔制件的一种冲压方法,冲落部分为废料,周边为成品冲裁的分离过程:1)弹性变形阶段2)塑性变形阶段3)剪裂阶段2.弯曲:将板料、型材或管材在弯矩作用下弯成具有一定曲率和角度制件的工序称为弯曲。
1)弯曲变形过程2)弯裂及最小弯曲半径弯曲时,变形只发生在圆角范围内,其内侧受压缩,外侧受拉伸。
当外侧的拉力超过板料的抗拉强度时,即会造成外层金属破裂。
板料越厚,内弯曲半径r越小,压缩及拉伸应力就越大,也越易破裂。
为防止弯裂,必须规定出最小弯曲半径rmin,通常 rmin=(0.25~1)t,t为板厚。
影响最小弯曲半径的主要因素如下:①材料的力学性能②材料的热处理状态③弯曲件角度α④板料的纤维方向和表面质量3)弯曲时的回弹回弹:在材料弯曲变形结束,工件不受外力作用时,由于弹性恢复,使弯曲件的角度和弯曲半径与模具的尺寸和形状不一致,这种现象称为回弹。